


Verschil tussen hellingshoek en vrijloophoek van snijgereedschap
Conventionele machinale bewerking of metaalbewerking wordt uitgevoerd om de overtollige materiaallaag geleidelijk van het werkstuk te verwijderen om de beoogde vorm, afmeting en afwerking te geven. Het verwijderen van materiaal wordt gerealiseerd met behulp van een klein apparaat dat een snijder of snijgereedschap wordt genoemd. Tijdens de bewerking worden zowel de frees als het werkstuk met behulp van verschillende opstellingen star op de werktuigmachine gemonteerd. Een relatieve snelheid tussen frees en werkstuk is ook vereist om materiaal continu af te scheren en dit wordt medegedeeld door middel van snijsnelheid, voeding en snedediepte. Cutter comprimeert eigenlijk een dunne laag materiaal en verwijdert deze geleidelijk in de vorm van spanen. Een goede geometrie inclusief scherpe snijkant(en) en compatibel materiaal zijn ook onmisbaar voor een ononderbroken en efficiënte verwijdering van materiaal.
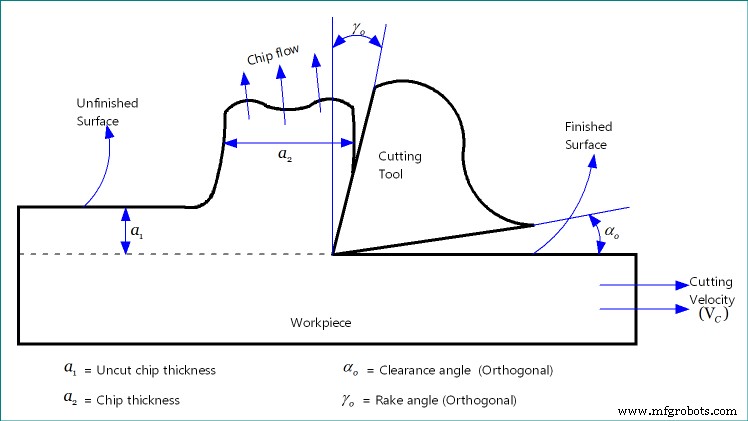
Geometrie van een frees geeft de helling of oriëntatie van verschillende gereedschapspuntoppervlakken aan. Snijgereedschap bestaat uit drie gereedschapspuntoppervlakken:harkoppervlak, primair flankoppervlak en hulpflankoppervlak. Er worden verschillende hoeken gebruikt om de helling van dergelijke oppervlakken in verschillende richtingen aan te geven. Er bestaan ook verschillende nationale en internationale normen die verschillende kenmerken van een snijplotter duidelijk definiëren, inclusief verschillende hoeken. Dergelijke informatie wordt op een bepaalde manier verzameld om te presenteren in de vorm van een gereedschapshandtekening. Verschillende vlakken worden ook gebruikt om ondubbelzinnige meting van deze hoeken te vergemakkelijken. Over het algemeen wordt de helling van het harkoppervlak aangegeven door de hellingshoek; terwijl de helling van het flankoppervlak wordt aangegeven door de vrije hoek.
Per definitie harkhoek is de oriëntatiehoek van het harkoppervlak van de frees vanuit het referentievlak en gemeten op een ander vlak. Het kan een positieve, negatieve of zelfs nulwaarde hebben; varieert echter meestal tussen +15° en -15°. Het is een cruciale hoek die de sterkte van de gereedschapspunt, snijkracht, stroomverbruik, afschuifvervorming en ook bewerkbaarheid bepaalt. Aan de andere kant, vrijloophoek is de hellingshoek van het flankoppervlak van de snijplotter van de snelheidsvector en gemeten op een ander vlak. Het moet een positieve waarde hebben en ligt meestal tussen +3° en +15°. Verschillende verschillen tussen spaanhoek en vrijloophoek van het snijgereedschap worden hieronder in tabelvorm weergegeven.
Tabel:Verschillen tussen hellingshoek en vrije hoek
| Rakehoek | Vrijhoek |
|---|---|
| De helling van het harkoppervlak van de frees wordt aangegeven door de hellingshoek. | De helling van het flankoppervlak van de frees wordt aangegeven door een vrije hoek. |
| De hellingshoek kan negatief, nul of positief zijn. | De vrije hoek moet een positieve waarde hebben. Deze mag niet negatief of nul zijn. |
| Het beïnvloedt de spaanstroom en afschuifvervorming, maar heeft een onbeduidende invloed op de oppervlaktekwaliteit en nauwkeurigheid. | Het heeft een directe invloed op de oppervlaktekwaliteit en nauwkeurigheid, maar speelt geen enkele rol bij de spaanstroom en afschuifvervorming. |
| Built up edge (BUE) kan de hellingshoek ongunstig veranderen. | BUE kan de vrije hoek niet wijzigen. |
Basisdoel: De hellingshoek geeft de helling van het hellingsoppervlak van het snijgereedschap vanaf het referentievlak weer. Aangezien het spaanoppervlak het spaanstroomoppervlak is, geeft de spaanhoek ook de richting van de spaanstroom aan. Aan de andere kant geeft de vrijloophoek de helling van het flankoppervlak van het snijgereedschap weer ten opzichte van de snijsnelheidsvector. Deze hoek heeft geen directe invloed op de spaanstroom. Beide hoeken kunnen echter op verschillende vlakken (richtingen) worden gemeten om duidelijke ideeën te krijgen over de helling van overeenkomstige oppervlakken.
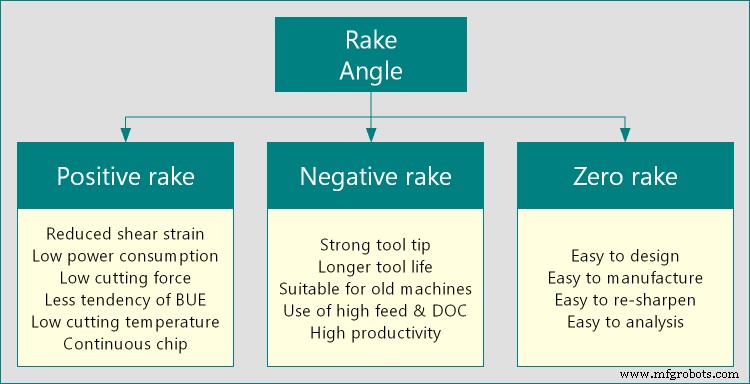
Waarde van deze hoek: Een frees kan een positieve, negatieve of nul hellingshoek hebben, elk heeft een speciale betekenis en voordelen voor de bewerkingsprestaties. Een positieve hark biedt bijvoorbeeld een scherpe snijkant en dus zal het scheren soepel plaatsvinden met minimale inspanning. Als alternatief biedt een negatieve hark een sterkere gereedschapspunt en kan het gereedschap dus een hogere snijkracht weerstaan. De vrijloophoek van de frees kan echter niet negatief of zelfs nul zijn, aangezien in dergelijke scenario's het flankoppervlak van het gereedschap zal wrijven met het afgewerkte oppervlak van het product. De hellingshoek varieert doorgaans tussen +15° en –15° en de vrije hoek varieert tussen +3° en +15°.
Rol op chipafwijking, productkwaliteit en nauwkeurigheid: De spaanhoek heeft een directe invloed op de stroomrichting van de spaan en de afschuifvervorming van spaanders. Een negatieve hellingshoek zal de afschuifvervorming vergroten en dus zal de spaandikte toenemen. Spaanreductiecoëfficiënt, afgekort als CRC, zal ook hoger zijn bij een negatieve rake. Het speelt echter een onbeduidende rol bij de kwaliteit en maatnauwkeurigheid van het bewerkte onderdeel. De vrijloophoek speelt bij dergelijke factoren een cruciale rol. Een lagere vrijloophoek kan de kwaliteit van het oppervlak ernstig belemmeren als gevolg van extreme wrijving tussen het afgewerkte oppervlak van het werk en het flankoppervlak van de frees.
Mechanica van bewerking en rol van de hellingshoek: De hellingshoek heeft direct of indirect invloed op een groot aantal factoren, waaronder afschuifspanning, snijkracht, bewerkingskoppel of stuwkracht, stroomverbruik, type en kleur van spanen, enz. In feite is het een belangrijke parameter in de gehele bewerkingsmechanica. De vrijloophoek speelt een onbeduidende rol in een dergelijke analyse.
Built up edge (BUE) en het effect ervan: Bij het bewerken van ductiele materialen met een langer spaan-gereedschapcontact, kan een embryo van werkstuk of spaanmateriaal zich op de meest gunstige locatie aan de punt van het gereedschap hechten en vervolgens groeien totdat het groter wordt en de vloeiende spanen meevoert. Een dergelijke ongewenste aanwezigheid van materiaal op de gereedschapspunt verandert de hellingshoek in een zeer negatieve. Dientengevolge kunnen afschuifvervorming en snijkracht toenemen, wat meestal ongewenst is. De vrijloophoek blijft echter ongewijzigd door BUE.
Wetenschappelijke vergelijking tussen hellingshoek en vrijloophoek wordt in dit artikel gepresenteerd. De auteur raadt u ook aan de volgende referenties door te nemen voor een beter begrip van het onderwerp.
- Bewerking en werktuigmachines door A. B. Chattopadhyay (1 st editie, Wiley).
- Wat is de hellingshoek in het snijgereedschap? Namen, effecten, functies en waarden door minaprem.com.
- Bron afbeelding:www.minaprem.com.
Industriële technologie
- Verschil tussen kettingaandrijving en tandwielaandrijving
- Verschil tussen riemaandrijving en kettingaandrijving
- Verschil tussen eenpuntsfrees en een meerpuntsfrees
- Verschil tussen harkoppervlak en flankoppervlak van snijgereedschap
- Verschil tussen positieve hellingshoek en negatieve hellingshoek
- Verschil tussen draaiproces en freesproces
- Verschil tussen snijgereedschap en slijpschijf
- Verschil tussen machinaal bewerken en slijpen
- Verschil tussen verbinden en bevestigen
- Wat is het verschil tussen Industrie 4.0 en Industrie 5.0?
- Verschil tussen zachthoutmultiplex en hardhoutmultiplex