


Laserstraallassen versus plasmabooglassen
Laserstraallassen
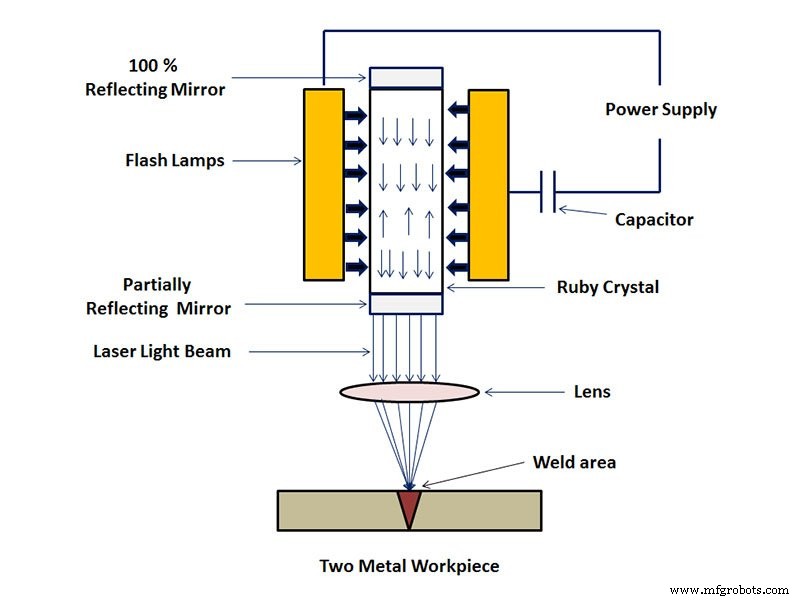
Laserstraallassen is een efficiënte en nauwkeurige lasmethode waarbij een laserstraal met hoge energiedichtheid als warmtebron wordt gebruikt. Laserstraallassen kan worden bereikt door continue of gepulseerde laserstralen. Het principe van laserlassen is onder te verdelen in warmtegeleidingslassen en laserdieplassen. Vermogensdichtheid van minder dan 104 ~ 105 W/cm2 is warmtegeleidingslassen. Op dit moment is de penetratiediepte ondiep en is de lassnelheid laag; wanneer de vermogensdichtheid groter is dan 105 ~ 107 W / cm2, wordt het metalen oppervlak verzonken in "gaten" onder invloed van warmte, waardoor diepe penetratielassen worden gevormd. Kenmerken van hoge lassnelheid en grote beeldverhouding.
Laserstraallassen maakt over het algemeen gebruik van continue laserstralen om de verbinding van materialen te voltooien. Het metallurgische fysieke proces lijkt sterk op elektronenstraallassen, dat wil zeggen dat het energieomzettingsmechanisme wordt voltooid door een "sleutelgat" -structuur. Bij voldoende hoge vermogensdichtheid laserbestraling verdampt het materiaal en vormt het kleine gaatjes. Dit kleine gaatje gevuld met stoom is als een zwart lichaam en absorbeert bijna alle energie van de invallende straal. De evenwichtstemperatuur in de holte is ongeveer 2500C. De warmte wordt overgedragen van de buitenwand van de holte op hoge temperatuur, waardoor het metaal rond de holte smelt. De kleine gaatjes zijn gevuld met stoom op hoge temperatuur die wordt gegenereerd door de continue verdamping van het wandmateriaal onder de lichtstraal. De vier wanden van de kleine gaatjes omringen het gesmolten metaal en het vloeibare metaal omringt het vaste materiaal. (Bij de meeste conventionele lasprocessen en lasergeleidingslassen wordt de energie eerst (afgezet op het oppervlak van het werkstuk en vervolgens door overdracht naar binnen getransporteerd). De vloeistofstroom buiten de gatwand en de oppervlaktespanning van de wandlaag zijn consistent met de stoomdruk die onophoudelijk in de gatenholte wordt gegenereerd en een dynamisch evenwicht handhaaft. De lichtstraal komt onophoudelijk het kleine gat binnen, en het materiaal buiten het kleine gat stroomt onophoudelijk. Aangezien de lichtstraal beweegt, is het kleine gat altijd in stabiel staat van stroom. Dat wil zeggen, het kleine gaatje en het gesmolten metaal dat de gatwand omringt, bewegen vooruit met de voorwaartse snelheid van de voorste straal. Het gesmolten metaal vult de opening achtergelaten door het kleine gaatje en condenseert dan, en de las is Al het bovenstaande proces gebeurt zo snel dat de lassnelheid gemakkelijk enkele meters per minuut kan bereiken.
Functies
1. Laserstraallassen is smeltlassen, waarbij de laserstraal als energiebron wordt gebruikt en inwerkt op de lasverbinding.
2. De laserstraal kan worden geleid door een plat optisch element (zoals een spiegel) en vervolgens wordt de straal met een reflecterend focuselement of lens op de lasnaad geprojecteerd.
3. Laserstraallassen is contactloos lassen. Tijdens de operatie is geen druk nodig, maar inert gas is nodig om oxidatie van het smeltbad te voorkomen. Het vulmetaal wordt af en toe gebruikt.
4. Laserstraallassen kan worden gecombineerd met MIG-lassen om laser-MIG-composietlassen te vormen om lassen met grote penetratie te bereiken, terwijl de warmte-invoer aanzienlijk wordt verminderd in vergelijking met MIG-lassen.
Toepassingen
Laserlasmachinetechnologie wordt veel gebruikt in zeer nauwkeurige productiegebieden zoals auto's, schepen, vliegtuigen en hogesnelheidstreinen. Het heeft de levenskwaliteit van mensen aanzienlijk verbeterd en heeft de industrie van huishoudelijke apparaten ook naar het tijdperk van precisie-engineering geleid.
Plasmabooglassen
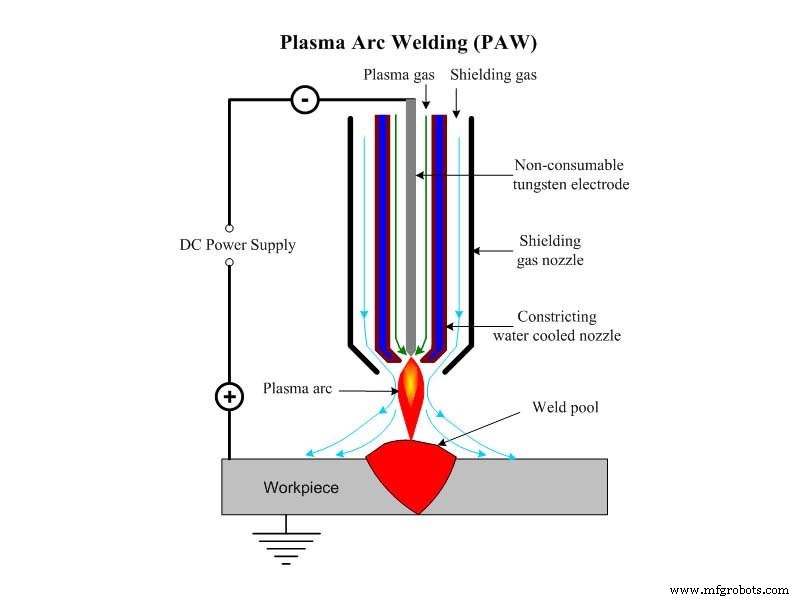
Plasmabooglassen verwijst naar een smeltlasmethode die een plasmaboogstraal met hoge energiedichtheid als laswarmtebron gebruikt. Tijdens het lassen zijn het iongas (dat een ionenboog vormt) en het beschermgas (om het smeltbad en de lasnaad te beschermen tegen de schadelijke effecten van lucht) puur argon. De elektroden die worden gebruikt bij plasmabooglassen zijn over het algemeen wolfraamelektroden en moeten soms worden gevuld met metaal (lasdraad). Over het algemeen wordt de DC-positieve verbindingsmethode toegepast (de wolfraamstaaf is verbonden met de negatieve elektrode). Daarom is plasmabooglassen in wezen een met wolfraamgas afgeschermd lassen met compressie-effect.
Plasmabooglassen heeft de kenmerken van energieconcentratie, hoge productiviteit, hoge lassnelheid, kleine spanningsvervorming, stabiele elektrische isolatie en is geschikt voor het lassen van dunne platen en doosmaterialen. Het is vooral geschikt voor verschillende vuurvaste, gemakkelijk geoxideerde en hittegevoelige metalen materialen (zoals wolfraam, molybdeen, koper, nikkel, titanium, enz.).
Het gas wordt gedissocieerd door de verwarming van de boog en wordt gecomprimeerd wanneer het met hoge snelheid door het watergekoelde mondstuk gaat, waardoor de energiedichtheid en de mate van dissociatie toenemen, waardoor een plasmaboog ontstaat. De stabiliteit, calorische waarde en temperatuur zijn hoger dan de algemene boog, dus het heeft een grotere penetratie en lassnelheid. Het gas dat de plasmaboog vormt en het beschermgas eromheen gebruiken over het algemeen pure argon. Afhankelijk van de materiaaleigenschappen van verschillende werkstukken zijn er ook die werken met helium, stikstof, argon of een mengsel van beide.
Functies
1. Microstraalplasmabooglassen kan folies en dunne platen lassen.
2. Met een klein gateffect kan het enkelzijdig lassen en dubbelzijdig vrij vormen beter realiseren.
3. Plasmaboog heeft een hoge energiedichtheid, een hoge boogkolomtemperatuur en een sterk penetratievermogen. Het kan 10-12 mm dik staal bereiken zonder afgeschuind lassen. Het kan in één keer door dubbelzijdig vormen worden gelast. De lassnelheid is snel, de productiviteit is hoog en de spanningsvervorming is klein.
4. De apparatuur is relatief ingewikkeld, het gasverbruik is groot, de groep stelt strenge eisen aan de vrije ruimte en de netheid van het werkstuk en is alleen geschikt voor binnenlassen.
Toepassingen
Plasmalassen wordt veel gebruikt in de industriële productie, met name bij het lassen van koper en koperlegeringen, titanium en titaniumlegeringen, gelegeerd staal, roestvrij staal, molybdeen en andere metalen die worden gebruikt in de ruimtevaart en andere militaire en geavanceerde industriële technologieën, zoals titanium gelegeerde raketgranaat, enkele dunwandige containers in vliegtuigen, enz.
CNC machine
- Een laserlasprimer
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is lassen? - Definitie | Soorten lassen
- Laserlasmachines
- Voor- en nadelen van laserlassen vs. MIG/MAG/GTAW Booglassen
- Werkingsprincipes van het booglasproces:
- Veiligheidsmaatregelen bij booglassen
- Elektrisch booglassen begrijpen
- Inzicht in plasmabooglassen (PAW)
- Toepassingen, voor- en nadelen van plasmabooglassen
- Lasersnijden, plasmasnijden