


Spuitgieten:mogelijke fabricageproblemen en hun oplossingen
Spuitgieten is een precisiegietmethode. Onderdelen geproduceerd door spuitgieten hebben zeer lage dimensionale toleranties en hoge oppervlakteprecisie .
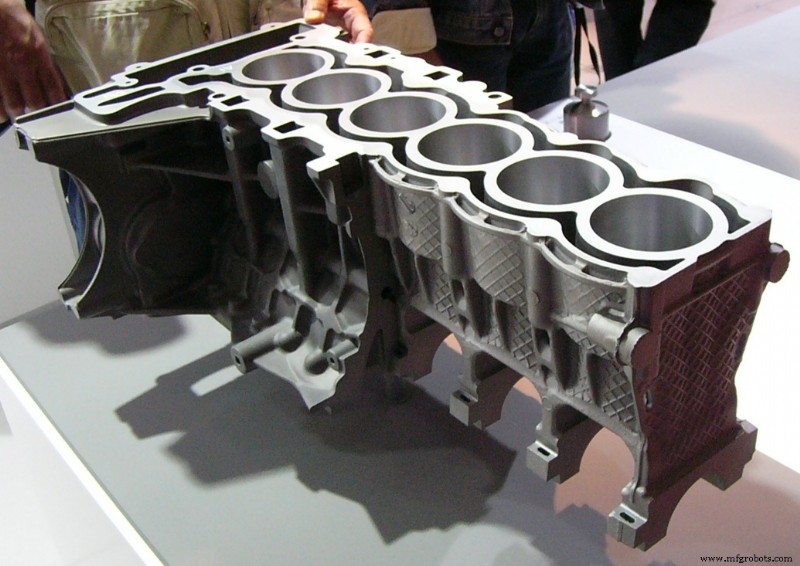
In de meeste gevallen kunnen spuitgietonderdelen worden gemonteerd zonder te draaien. Draaddelen kunnen ook direct worden gegoten. Kleine onderdelen zoals algemene camera-onderdelen, schrijfmachineonderdelen, elektronische computerapparatuur en decoraties; complexe onderdelen van voertuigen zoals auto's, locomotieven en vliegtuigen worden meestal vervaardigd door middel van spuitgieten.
In dit bericht zullen we u de belangrijkste methoden introduceren om de kwaliteit van het spuitgieten te controleren op basis van de volgende 3 aspecten:
- Het vereiste spuitgietmetaal
- De belangrijke invloedsfactor:temperatuur , en
- Sommige defecten kunnen optreden tijdens het productieproces en hoe deze te verhelpen
Na het lezen van dit bericht, ben je in staat om al deze defecten te vermijden om ervoor te zorgen dat producten met een hoge kwaliteit effectief worden gemaakt.
1. Het benodigde spuitgietmetaal
De metalen die voor het spuitgieten worden gebruikt, omvatten voornamelijk zink, koper, aluminium, magnesium, lood, tin en lood-tinlegeringen. Meer specifieke spuitgietmetalen zijn onder meer ZAMAK, aluminium-zinklegeringen en de normen van Alcoa:AA380, AA384, AA386, AA390 en AZ91D magnesium.
1.1 De kenmerken van verschillende metalen
De kenmerken van verschillende metalen tijdens het spuitgieten zijn als volgt:
- Zink :Zink is het gemakkelijkst te spuitgieten metaal en gemakkelijk te coaten. Bij het vervaardigen van kleine onderdelen is het economisch en heeft het een hoge druksterkte, hoge plasticiteit en een lange levensduur.
- Aluminium :Aluminium is lichtgewicht, hoge maatvastheid, hoge corrosieweerstand, goede mechanische eigenschappen, hoge thermische geleidbaarheid en uitstekende elektrische geleidbaarheid.
- Magnesium :Magnesium is gemakkelijk te bewerken en is het lichtste metaal onder de veelgebruikte spuitgietmetalen.
- Koper :Cooper heeft het kenmerk van hoge hardheid en sterke corrosieweerstand. Cooper's mechanische eigenschappen onder spuitgietmetalen zijn de beste.
- Lood en tin :Deze twee metalen hebben een hoge dichtheid en een hoge maatnauwkeurigheid voor speciale corrosiebeschermingsonderdelen. Om veiligheidsredenen kan deze legering niet worden gebruikt als voedselverwerkings- en opslagfaciliteit. Lood-tin-bismut-legeringen (soms ook een beetje koper) kunnen worden gebruikt om met de hand afgewerkte letters en hot stamping te maken in boekdruk.
1.2 Minimale dwarsdoorsnede en minimale diepgangshoek voor verschillende materialen
Het minimale dwarsdoorsnede-oppervlak en de minimale trekhoek voor elk materiaal staan vermeld in de onderstaande tabel en het dikste gedeelte moet minder dan 13 mm zijn.
| Metaal | Minimale doorsnede | Minimale diepgangshoek |
| Aluminiumlegering | 0,89 mm (0,035 inch) | 1:100 (0,6°) |
| Messing en brons | 1,27 mm (0,050 inch) | 1:80 (0,7°) |
| magnesiumlegering | 1,27 mm (0,050 inch) | 1:100 (0,6°) |
| Zinklegering | 0,63 mm (0,025 inch) | 1:200 (0,3°) |
2. De belangrijke invloedsfactor:temperatuur
Temperatuur is een zeer kritische factor in het spuitgietproces. Zowel de giettemperatuur als de matrijstemperatuur hebben een belangrijk effect op het eindproduct.
2.1 Giettemperatuur
Naarmate de giettemperatuur stijgt, neemt de oplosbaarheid van het gas in de legering toe, waardoor het moeilijk wordt om te precipiteren tijdens het spuitgietproces, wat de mechanische eigenschappen van metalen beïnvloedt.
Aluminiumlegeringen en magnesiumlegeringen verhogen de oxidatie bij toenemende temperatuur. Geoxideerde insluitsels hebben de neiging de eigenschappen van de legering te verslechteren.
Ook neemt het ijzergehalte van het metaal toe naarmate de temperatuur stijgt, wat leidt tot een afname van de vloeibaarheid en verslechtering van de prestaties van producten.
2.2 Vormtemperatuur
De matrijstemperatuur heeft een grote invloed op de levensduur van de matrijs. Intense temperatuurveranderingen kunnen vroegtijdige barsten van de mal veroorzaken.
Wanneer de matrijstemperatuur te laag is, neemt de krimpspanning van de legering toe en is het gietstuk vatbaar voor scheuren.
Wanneer de matrijstemperatuur echter te hoog is, is het voordelig om een glad oppervlak van het gietstuk te verkrijgen, maar het is vatbaar voor krimpdepressie.
3. Sommige defecten kunnen optreden tijdens het productieproces en hoe deze te verhelpen
3.1 Scheuren
In het productieproces van spuitgieten wordt de mal herhaaldelijk blootgesteld aan hitte, en het vormoppervlak en de interne vervorming veroorzaken microscheurtjes.
Daarom moet enerzijds de matrijs aan het begin van het spuitgieten voldoende worden voorverwarmd. Bovendien moet de mal tijdens het spuitgieten binnen een bepaald bedrijfstemperatuurbereik worden gehouden om vroegtijdige barsten te voorkomen.
3.2 Fragmentatie
Onder invloed van de injectiekracht zal de mal op het zwakste punt barsten, met name de inscripties of elektrobewerkingsmarkeringen op het vormoppervlak van de mal zijn niet gepolijst, of de fijne scheuren zullen het eerst verschijnen in de heldere hoeken van de mal.
Wanneer de korrelgrens een brosse fase of een grove korrel heeft, wordt deze gemakkelijk verbroken. De scheur plant zich snel voort tijdens brosse breuk, wat een gevaarlijke factor is voor het falen van de mal.
Om deze reden moeten enerzijds krassen, elektrische bewerkingssporen, enz. op het matrijsoppervlak worden gepolijst, zelfs als deze zich in het gietsysteem bevindt. Bovendien moet het gebruikte matrijsmateriaal een hoge sterkte, goede plasticiteit, slagvastheid en breuktaaiheid hebben.
Dat is alles over de kwaliteitskwesties van spuitgieten. We hopen dat het nuttig zou zijn! Voel je vrij om hieronder je opmerkingen achter te laten als je vragen hebt.
Opmerking:
1. We zijn niet de eigenaar van de afbeeldingen die in dit bericht worden gebruikt. Neem gerust contact met ons op als ze van jou zijn, en we zullen ze zo snel mogelijk verwijderen.
2. Statistieken zijn afkomstig van: Degarmo, E. Paul; Zwart, JT.; Kohser, Ronald A. Materialen en processen in de productie (9e ed.). Willy. 2003:331.
Productieproces
- De voor- en nadelen van spuitgieten
- Collaboratieve robots en hun impact op productie
- Matrijsgieten versus spuitgieten
- Spuitgieten begrijpen
- De eenvoud van zwaartekrachtgieten
- Wat is een spuitgietmachine?
- Wereldwijde fabrikanten van spuitgietmachines
- Werkingsprincipe van het spuitgietproces en zijn toepassingen:
- Verschillende soorten spuitgieten en hun toepassingen
- Spuitgieten begrijpen
- Verschillende soorten centrifugaalgieten en hun werkingsprincipe: