


Gebruikelijke methoden om werkstuknauwkeurigheid te verkrijgen bij machinale bewerking (1)
Bewerkingsnauwkeurigheid verwijst naar de mate waarin de werkelijke geometrische parameters (grootte, vorm en positie) van het onderdeel na verwerking voldoen aan de ideale geometrische parameters die in de tekening zijn gespecificeerd. Hoe hoger de graad van deze conformiteit, hoe hoger de verwerkingsnauwkeurigheid.
Vandaag bespreken we de volgende 3 aspecten:
- Hoe de maatnauwkeurigheid van onderdelen te verkrijgen
- Methode om vormnauwkeurigheid te verkrijgen
- Methode voor het verkrijgen van positienauwkeurigheid
Hoe de maatnauwkeurigheid van onderdelen te verkrijgen
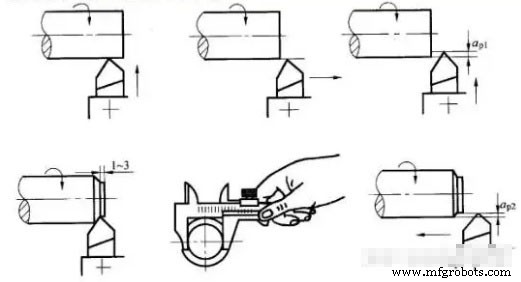
(1) Proef snijmethode
Dat wil zeggen, probeer eerst een klein deel van het bewerkte oppervlak uit te snijden, meet de maat van de testsnede, pas de positie van de snijkant van het gereedschap aan ten opzichte van het werkstuk volgens de verwerkingsvereisten en probeer dan te snijden, en dan meten, dus na twee of drie proefsnedes en metingen, wanneer het verwerkt is. Nadat de maat voldoet aan de eisen, het gehele te bewerken oppervlak uitzagen.
De proefsnedemethode is door middel van "proefsnede-meting-aanpassing-proefsnede opnieuw", en wordt herhaald totdat de vereiste maatnauwkeurigheid is bereikt. Bijvoorbeeld het proefboren van het kokersysteem.
De nauwkeurigheid die wordt bereikt door de proefsnijmethode kan erg hoog zijn, er zijn geen ingewikkelde apparaten voor nodig, maar deze methode is tijdrovend (vereist meerdere aanpassingen, proefsneden, metingen en berekeningen), lage efficiëntie en hangt af van het vaardigheidsniveau van de arbeiders en de nauwkeurigheid van de meetinstrumenten, De kwaliteit is onstabiel, dus het wordt alleen gebruikt voor de productie van kleine series uit één stuk.
Als een soort proefsnijmethode-matching, is het gebaseerd op het bewerkte onderdeel, het verwerken van een ander aangepast werkstuk of het combineren van twee (of meer) werkstukken voor verwerking. De eisen voor de uiteindelijke bewerkte afmetingen in het afstemmingswerk zijn gebaseerd op de afstemmingseisen met de bewerkte onderdelen.
(2) Aanpassingsmethode
Gebruik monster- of standaardonderdelen om de nauwkeurige relatieve posities van werktuigmachines, opspanningen, snijgereedschappen en werkstukken aan te passen om de maatnauwkeurigheid van de werkstukken te garanderen. Omdat de maat vooraf wordt aangepast, is het niet nodig om tijdens de verwerking opnieuw te proberen te snijden. De maat wordt automatisch verkregen en blijft ongewijzigd tijdens de verwerking van een partij onderdelen. Dit is de aanpassingsmethode. Bij gebruik van bijvoorbeeld een freesmachine-opname wordt de positie van het gereedschap bepaald door het gereedschapsblok. De essentie van de aanpassingsmethode is om het apparaat met vaste afstand of het gereedschapsinstellingsapparaat op de werktuigmachine of de vooraf ingestelde gereedschapshouder te gebruiken om het gereedschap een bepaalde positienauwkeurigheid te laten bereiken ten opzichte van de werktuigmachine of het armatuur, en vervolgens een partij werkstukken.
De werktuigmachine voedt en snijdt vervolgens volgens de wijzerplaat, wat ook een soort aanpassingsmethode is. Bij deze methode moet eerst de schaal op de wijzerplaat worden bepaald volgens de proefsnedemethode. Bij massaproductie worden vaak hulpmiddelen voor het instellen van gereedschappen gebruikt, zoals stoppers met een vast bereik, prototypes en prototypes.
De aanpassingsmethode heeft een betere verwerkingsnauwkeurigheid en stabiliteit dan de proefsnijmethode en heeft een hogere productiviteit. Het vereist geen hoge bedieners van werktuigmachines, maar het stelt hoge eisen aan afstellers van werktuigmachines. Het wordt vaak gebruikt bij batchproductie en massaproductie.
(3) Methode met vaste grootte
De methode om de overeenkomstige maat van het gereedschap te gebruiken om de maat van het bewerkte deel van het werkstuk te garanderen, wordt de maatvoeringsmethode genoemd. Het maakt gebruik van gereedschappen van standaardafmetingen voor bewerking en de grootte van het bewerkte oppervlak wordt bepaald door de gereedschapsmaat. Dat wil zeggen dat een gereedschap met een bepaalde maatnauwkeurigheid (zoals een ruimer, een ruimboor, een boor, enz.) wordt gebruikt om de nauwkeurigheid van het te bewerken werkstuk (zoals een gat) te waarborgen.
De dimensioneringsmethode is eenvoudig te bedienen, heeft een hoge productiviteit en heeft een relatief stabiele verwerkingsnauwkeurigheid. Het heeft bijna niets te maken met het technische niveau van de arbeiders. Het heeft een hoge productiviteit en wordt veel gebruikt in verschillende soorten productie. Bijvoorbeeld boren, ruimen, enz.
(4) Actieve meetmethode
Tijdens het bewerkingsproces worden de bewerkingsafmetingen tijdens het bewerken gemeten en worden de meetresultaten vergeleken met de afmetingen die nodig zijn voor het ontwerp, of de bewerkingsmachine kan doorgaan met werken of de bewerkingsmachine stoppen. Dit is de actieve meetmethode.
Momenteel kan de waarde in actieve meting digitaal worden weergegeven. De actieve meetmethode voegt het meetapparaat toe aan het processysteem (dat wil zeggen, de eenheid van werktuigmachines, snijgereedschappen, opspanningen en werkstukken), dat de vijfde factor wordt.
Actieve meetmethode heeft een stabiele kwaliteit en hoge productiviteit, wat de ontwikkelingsrichting is.
(5) Automatische controlemethode
Deze methode bestaat uit een meetapparaat, een voedingsapparaat en een besturingssysteem. Het combineert het meet-, voedingsapparaat en controlesysteem tot een automatisch verwerkingssysteem en het verwerkingsproces wordt automatisch door het systeem voltooid.
Een reeks taken zoals maatmeting, aanpassing van gereedschapscompensatie, snijverwerking en machinestop worden automatisch voltooid om automatisch de vereiste maatnauwkeurigheid te bereiken. Bij verwerking op een CNC-bewerkingsmachine worden de onderdelen bijvoorbeeld verwerkt via verschillende instructies van het programma om de verwerkingsvolgorde en de verwerkingsnauwkeurigheid te regelen.
Er zijn twee specifieke methoden voor automatische besturing
①Automatische meting
Het betekent dat de werktuigmachine een apparaat heeft voor het automatisch meten van de grootte van het werkstuk. Wanneer het werkstuk de vereiste maat heeft bereikt, geeft het meetapparaat een instructie om de werktuigmachine automatisch in te trekken en te stoppen met werken.
②Digitale controle
Het betekent dat er servomotoren, paren van rollende schroefmoeren en een complete set digitale besturingsapparaten in de werktuigmachine zijn om de precieze beweging van de gereedschapspaal of werktafel te regelen. De maatopname (de beweging van de gereedschapspaal of de beweging van de werktafel) wordt bepaald door een voorgeprogrammeerd programma. Automatische controle door computer digitaal controleapparaat.
De aanvankelijke automatische regelmethode werd voltooid door gebruik te maken van actieve metingen en mechanische of hydraulische regelsystemen. Op dit moment worden vooraf opgestelde programma's volgens verwerkingsvereisten op grote schaal gebruikt. Het programma dat door het besturingssysteem wordt bestuurd om werk uit te voeren, of de digitale besturingsmachine die door het besturingssysteem is uitgegeven om digitale informatie-instructies uit te voeren, en kan zich aanpassen aan veranderingen in de verwerkingsomstandigheden tijdens het verwerkingsproces, automatisch de verwerkingshoeveelheid aanpassen en de optimalisatie van het verwerkingsproces volgens de gespecificeerde voorwaarden. De bewerkingsmachine met adaptieve besturing voert automatische besturingsverwerking uit.
De automatische besturingsmethode heeft een stabiele kwaliteit, hoge productiviteit, goede verwerkingsflexibiliteit en aanpasbaarheid aan productie met meerdere variëteiten, wat de huidige ontwikkelingsrichting is van mechanische productie en de basis van computerondersteunde productie (CAM).
Productieproces
- Java-methoden
- C# - Methoden
- Meest gebruikelijke methoden voor het invoeren van gereedschappen
- Hoe kan CNC-bewerking de nauwkeurigheid van de bewerking van werkstukken verbeteren?
- CNC-bewerkingstips en -trucs
- Foutanalyse en verbeteringsmethoden in het bewerkingsproces van CNC-machines
- Gebruikelijke methoden voor het verkrijgen van nauwkeurigheid van onderdelen bij machinale bewerking
- Oplossingen voor veelvoorkomende problemen bij de verwerking van CNC-bewerkingscentra
- Gebruikelijke methoden om werkstuknauwkeurigheid te verkrijgen bij het machinaal bewerken (2)
- 4 gemeenschappelijke procesmethoden voor gedeeltelijk galvaniseren
- Veelvoorkomende CNC-bewerkingsfouten en beheersmaatregelen identificeren