


Gietdefecten:soorten, oorzaken en oplossingen
In dit artikel zullen we leren over gietdefecten, de oorzaken en oplossingen. Defecten zijn een veelvoorkomend verschijnsel in elk engineeringproces. Er is een dergelijke beperking van elk proces, dat defecten veroorzaakt. Het juiste ontwerp en gieten kan een gietstuk zonder defecten opleveren, maar door enige controlebeperking en menselijke tussenkomst treden over het algemeen defecten op. Door de juiste hulp bij het werk kunnen we de gietfouten tot een minimum beperken. Over het algemeen heeft een goed gietproduct ook enkele gebreken, dus er wordt onderzoek gedaan in de gieterij-industrie om deze gebreken te minimaliseren. Deze gietdefecten kunnen worden ontdekt door de niet-destructieve testmethoden, waaronder ultrasoon testen, radiografie testen, testen van magnetische deeltjes, penetratietesten enz. Vandaag zal ik wijzen op enkele veelvoorkomende gietdefecten, de oorzaken en oplossingen ervan. 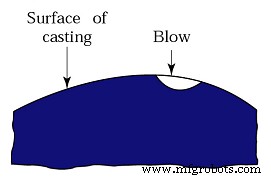
Soorten gietfouten:
Deze gebreken kunnen worden ingedeeld in drie hoofdcategorieën.1. Uitblaasgat:
Het is een gasgat of gasholte die zich aan de oppervlakte of het interne deel van het gieten voordoet. Het is te wijten aan gas dat in het gietstuk is onderbroken als gevolg van slechte ventilatie. Meestal komt het voor aan het oppervlak dat een cirkelvormig of ovaal gasgat maakt. Deze defecten zijn zichtbaar na bewerking van het oppervlak. Deze defecten worden veroorzaakt door een onjuist ventilatiesysteem, overmatig gas of vocht en door een lage doorlaatbaarheid van zand en een hoge temperatuur van zand. Het is ook te wijten aan de lage giettemperatuur van metaal. 2. Scar:
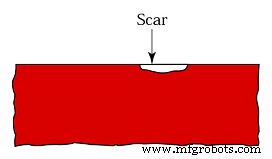
Littekens komen over het algemeen voor op een vlakke ondergrond en zijn te wijten aan onjuiste ventilatie of doorlaatbaarheid van zand. De klap wordt afgedekt door het dunne laagje metaal. 3. Scab:
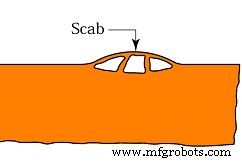
Dit wordt ook wel slakkenopname of zandopname genoemd. Dit ziet eruit als slak in de gietvorm en is zeer moeilijk te verhelpen omdat het over het algemeen niet op één punt voorkomt. Dit defect treedt meestal op als gevolg van defecte mal of kern, lage bindingssterkte van vormmateriaal of zand. Het is ook te wijten aan de lage doorlaatbaarheid van zand. 4. Penetratie:
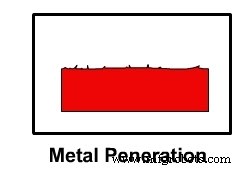
Dit defect treedt op wanneer de vloeibaarheid van gesmolten metaal hoog is. Wanneer schimmel poreus is en niet sterker genoeg is om gesmolten metaal te weerstaan, treedt dit defect op. Het vloeibare metaal dringt de mal binnen en vermengt zich met zand. Dit geeft een ongelijk werpoppervlak. 5. Koud gesloten:
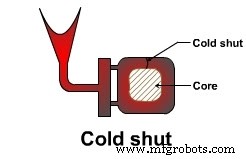
Het is het basisdefect dat over het algemeen optreedt. Het komt voor wanneer het gesmolten metaal door twee verschillende paden stroomt. Wanneer de twee stroom gesmolten metaal met elkaar in contact komt en stolt voordat ze volledig vermengen, vormen zich er enkele luchtbellen tussen. Dit fenomeen staat bekend als cold-close. Het is ook bekend als koude lap. 6. Komt niet overeen:
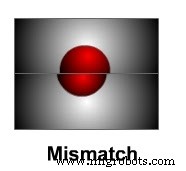
Het is defect als gevolg van een mismatch van omgaan en slepen. Het wordt ook wel shift genoemd. Wanneer de kop verschuift ten opzichte van weerstand, bekend als schimmelverschuiving en wanneer sleepverschuiving bekend als kopverschuiving. Dit komt door de veerkracht van het gesmolten metaal, losse doospinnen enz. 7. Verkeerd uitgevoerd:
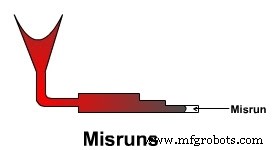
Misruns is een fenomeen waarbij de gegoten materialen stollen voordat de mal goed gevuld is. Dit resulteert in aanwezigheid van onvolledige holtevulling. Het is te wijten aan een te dunne wanddikte, een onjuist poortsysteem, langzaam gieten, een beschadigd patroon en een slechte vloeibaarheid van gesmolten metaal. 8. Hete traan:
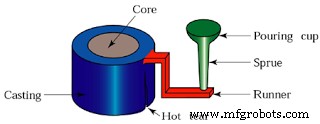
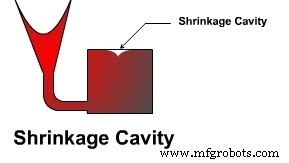
Een hete scheur of barst is over het algemeen niet zichtbaar omdat het gietstuk niet in fragmenten is gescheiden. Dit wordt veroorzaakt door ongelijkmatige koeling en onjuiste plaatsing van koude rillingen. Dit komt meestal voor bij abrupte sectiewisselingen. Dit gebeurt tijdens het stollen van het gietstuk wanneer het vaste deel niet voldoende sterk is om trekkracht te weerstaan. 9. Krimp:
Dit defect ontstaat in het algemeen tijdens volumecontractie tijdens het stollen. Het treedt op wanneer het vloeibare metaal niet voldoende is om de volumekrimp te compenseren. Dit komt door onvoldoende grootte van de stijgbuis, onjuiste richting van het stollen van het gietstuk, onjuiste plaatsing van koude rillingen of in poorten. 10. Gesp:
De vorming van een ongelijkmatige lijn op het gegoten oppervlak staat bekend als gesp. Het genereert als gevolg van falen van het zandoppervlak of uitzetting van het zandoppervlak als gevolg van de hitte van gesmolten metaal.11. Gaatje:
Pendegaten zijn vergelijkbaar met blaasgaten, maar kleiner van formaat. Deze zijn over het algemeen aanwezig aan de oppervlakte of ondergrond en in grote aantallen. Dit komt door onjuiste ventilatie voor gas en lage doorlaatbaarheid van vormmateriaal.12. Warpage:
Het is het defect of de vervorming in een gietstuk dat optreedt tijdens of na het stollen als gevolg van verschillende stollingssnelheden van verschillende delen van het gietstuk, dus worden er spanningen gevormd in aangrenzende wanden, wat resulteert in kromtrekken van dit gebied.13. Swell:
Dit defect veroorzaakt door onvoldoende sterkte van de mal wanneer metaal naar de mal stroomt als gevolg van vloeibare metaaldruk, waardoor de wand van de malholte beschadigd raakt. Het is ook te wijten aan de stijfheid van het patroon dat onvoldoende is, dan kan het niet bestand zijn tegen de stampdruk en de wand van holteschade.
Productieproces
- Vormzand:soorten en bestanddelen | Gieten | Metallurgie
- Soorten gietfouten | metalen | Industrieën | Metallurgie
- Defecten in continu gegoten staal
- Rollen van hot strip en stripdefecten
- Wat is metaalgieten? - Definitie, typen en proces
- Definitie, typen en processen van metaalgieten
- Oorzaken en oplossingen van onregelmatigheden en breuken in het ponsgereedschap
- Verschillende soorten spuitgieten en hun toepassingen
- Verschillende soorten centrifugaalgieten en hun werkingsprincipe:
- Verschillende soorten lasfouten en oplossingen
- Verschillende soorten walserijen en defecten in gewalst metaal