


Flash bij spuitgieten begrijpen en elimineren
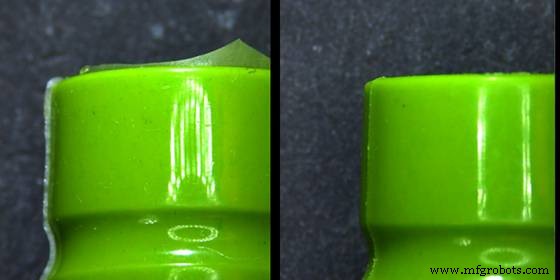
Flash (een ongewenste dunne film van gesmolten plastic die uit de matrijsholte ontsnapt) vermindert de kwaliteit van het onderdeel en kan de matrijs zelf beschadigen. Weten waarom dit gebeurt en hoe u dit kunt stoppen, is essentieel voor elke spuitgietoperatie.
Wat veroorzaakt flits?

Flits ontstaat meestal op de scheidingslijn, maar kan ook elders in de holte optreden. Veel voorkomende boosdoeners zijn:
1. Scheidingslijn komt niet overeen
Als de twee helften van de mal niet perfect op elkaar aansluiten (als gevolg van vuil, slijtage of een ontwerpfout) is de afdichting onvolledig, waardoor gesmolten plastic kan ontsnappen.
2. Onvoldoende ventilatie
Ventilatieopeningen die te klein, verstopt of versleten zijn, voorkomen dat lucht ontsnapt, waardoor de druk in de holte toeneemt en materiaal uit de mal wordt gedrukt.
3. Onvoldoende klemdruk
Zelfs met een onberispelijke scheidingslijn zorgt een zwakke klemkracht ervoor dat de mal onder hoge injectiedruk opengaat, waardoor flits ontstaat.
4. Lage viscositeit
Plastic dat te gemakkelijk vloeit (als gevolg van hoge temperaturen of lage druk) heeft de neiging langs de afdichting te sijpelen voordat het stolt.
5. De vorm te vol maken
Overtollig materiaal verhoogt de druk in de holte boven wat de klem kan bevatten, wat leidt tot lekkage.
Hoe u Flash kunt herstellen nadat deze zich heeft voorgedaan
Wanneer er zich al flash heeft gevormd, zijn er verschillende hersteltechnieken beschikbaar:
1. Ontbramen met hete lucht
Door verwarmde lucht over het onderdeel te blazen, smelten dunne flitslagen terug in het oppervlak. Het werkt het beste voor fijne flitsen; voor dikkere exemplaren, combineer met mechanische verwijdering.
2. Cryogeen ontbramen
Door het onderdeel snel af te koelen met vloeibare stikstof wordt de flash broos en gemakkelijk los te maken zonder de afwerking aan te tasten. Hoewel effectief, kan de apparatuur duur zijn.
3. Handmatig ontbramen
Getrainde operators gebruiken scharen, messen of slijpmachines om flits langs de scheidingslijn bij te snijden. Deze methode biedt hoge precisie en onmiddellijke visuele inspectie.
4. Vlamdovende
Het toepassen van een gecontroleerde vlam kan de flits verwijderen, maar het risico bestaat dat de oppervlaktetextuur verandert en stroomafwaartse verwerking, zoals schilderen, wordt bemoeilijkt.
Proactieve maatregelen om flash te voorkomen
Voorkomen heeft altijd de voorkeur boven correctie. De belangrijkste strategieën zijn onder meer:
1. Zorg voor een schone mal
Gebruik vóór elke run een schone doek, schimmelreiniger en perslucht om vuil, plasticresten en verborgen fragmenten te verwijderen.
2. Pas optimale klemtonnage toe
Balanceer de klemkracht om de mal gesloten te houden zonder de onderdelen of de mal zelf te overbelasten.
3. Ontwerp voor maakbaarheid (DFM)
Neem door de industrie geaccepteerde ontwerpregels op:juiste plaatsing van de poort, uniforme wanddikte en duidelijke scheidingslijnen om het risico op overslag te elimineren.
4. Gebruik Flash-Free mallen
Zeer nauwkeurige matrijzen met nauwe toleranties zijn ideaal voor kritische onderdelen waar esthetiek en functionaliteit het belangrijkst zijn.
5. Controle injectieparameters
Het vertragen van de injectiesnelheid vermindert de piekdruk. Combineer dit met adequate temperatuur- en drukinstellingen om de viscositeit van het materiaal onder controle te houden.
Andere veel voorkomende spuitgietdefecten
Flits is slechts een van de vele onvolkomenheden die een onderdeel in gevaar kunnen brengen. Typische problemen zijn onder meer:

1. Laslijnen
Wanneer twee stroomfronten elkaar voortijdig ontmoeten, verschijnt er een zichtbare lijn. Verhoog de temperatuur en druk, of pas de wanddikte aan om deze te verzachten.
2. Oppervlaktedelaminering
Vocht of verontreinigingen zorgen ervoor dat het oppervlak afbladdert, vooral in de buurt van de poort. Gebruik droge, compatibele materialen.
3. Jetten
Door het vroegtijdig stollen van de initiële straal ontstaat er een huid op het onderdeel. Het verhogen van de materiaaltemperatuur of het verlagen van de druk helpt.
4. Kraken
Stress door koude mallen of lage injectiesnelheden kan het onderdeel doen barsten. Hogere injectiesnelheid en temperatuur, plus een goede conditionering van de matrijs, verminderen het risico.
5. Stroomlijnen
Patroonlijnen van verschillende koelsnelheden. Zorg voor een constante injectiedruk en voldoende koeling vóór het vullen.
Conclusie
Flash verlaagt niet alleen de productkwaliteit, maar kan ook de levensduur van de matrijs verkorten. Door de oorzaken ervan te begrijpen en zowel corrigerende als preventieve maatregelen toe te passen, kunnen fabrikanten foutloze onderdelen produceren en tegelijkertijd hun apparatuur beschermen. Neem voor meer inzicht in snel spuitgieten en flash-free oplossingen contact op met WayKen.
Veelgestelde vragen
Wat is de meest effectieve manier om flitsen te stoppen?
Het vertragen van de injectiesnelheid vermindert de druk, en het verhogen van de klemtonnage zorgt ervoor dat de mal gesloten blijft.
Hete lucht vs. cryogeen ontvlammen?
Cryogeen is ideaal voor grote, dikke flitsen omdat het hitteschade voorkomt, terwijl hete lucht het beste is voor het verwijderen van dunne, fijne flitsen.
Primaire oorzaak van flits?
Lekkage langs de scheidingslijn door hoge injectiedruk en een slecht ontworpen of versleten scheidingslijn.
Industriële technologie
- Een heel eenvoudig circuit
- Zorgen voor betrouwbare werking van diepwaterbronnen met aangepaste oplossingen
- AI kan mensen identificeren die alcohol misbruiken
- Reliability-Centered Maintenance (RCM):een bewezen strategie voor het optimaliseren van de betrouwbaarheid van bedrijfsmiddelen
- Stop met over-engineering:metalen onderdelen omzetten in plastic
- Technieken voor het vervaardigen van halfgeleiders
- Walserijen:onderdelen, werking en soorten walserijen met:
- Programmable Logic Controllers (PLC)
- 48 Topbronnen voor inventaris- en activabeheer voor scholen en onderwijzers
- MCP6004 Datasheet – Een kijkje in de low-power Quad Op-Amp
- De sleutel tot het beheersen van supply chain-risico's in de productie