Extrusie versus CNC-bewerking van aluminium:wat is kosteneffectiever?
Wanneer ingenieurs aluminium onderdelen kopen, is de eerste keuze vaak of ze het profiel willen extruderen of het uit een massieve knuppel willen bewerken. Beide methoden leveren resultaten van hoge kwaliteit op, maar de kosten en ideale toepassingen verschillen aanzienlijk. Als u het verkeerde proces selecteert, kunnen de kosten per onderdeel stilletjes stijgen voordat de eerste eenheid wordt verzonden.
In deze handleiding worden de belangrijkste verschillen tussen extrusie uiteengezet en CNC-bewerking , legt uit waar het geld feitelijk naartoe gaat in elk proces, en laat zien hoe een hybride extrusie-bewerking strategie kan de CNC-kosten verlagen zonder dat dit ten koste gaat van de precisie. Of u nu een nieuw profiel ontwerpt of een bestaande workflow beoordeelt, dit is de informatie die u nodig heeft.

Het belangrijkste verschil begrijpen tussen extrusie en CNC-bewerking
Beide processen zijn volwassen, bewezen technieken voor het werken met aluminium, maar dienen toch verschillende ontwerpdoelen en productiescenario's.
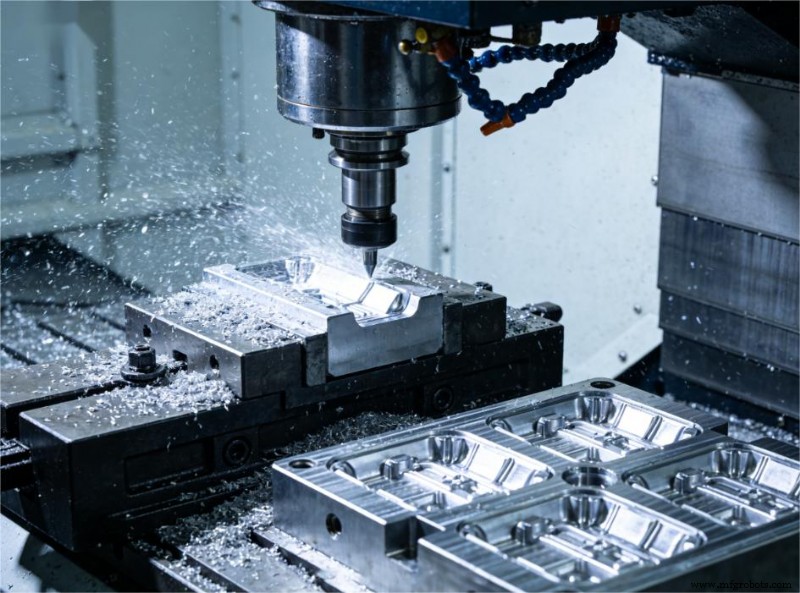
- CNC-bewerking: CNC-gestuurde snijgereedschappen verwijderen materiaal uit een aluminium knuppel totdat de gewenste vorm is bereikt. Het is geschikt voor vrijwel elke geometrie met nauwe toleranties, maar het verwijderde materiaal wordt spanen en schroot.
- Metaalextrusie: Een bijna-netvormig vormproces waarbij verwarmd aluminium door een op maat gemaakte stalen matrijs wordt geperst. De doorsnede wordt direct gevormd, waardoor lange, doorlopende profielen ontstaan met minimaal materiaalverlies.
CNC-bewerkingskosten versus extrusiekosten:waar gaat het geld naartoe?
Het kostenverschil tussen de twee methoden is misschien niet duidelijk in de offertefase, maar wordt wel duidelijk tijdens de productie. De belangrijkste drijfveren zijn onder meer:
- Materiaalafval: CNC-bewerkingen genereren een grote hoeveelheid aluminiumspanen die nooit deel gaan uitmaken van het uiteindelijke onderdeel. Bij complexe dwarsdoorsneden kan de buy-to-fly-ratio hoog zijn; de startblokken kunnen meerdere malen meer wegen dan het voltooide onderdeel. Extrusie daarentegen produceert de bijna voltooide vorm van de matrijs, waardoor het materiaalgebruik enorm wordt verbeterd.
- Tooling- en installatiekosten: CNC vereist armaturen, werkstukopspanning en bederfelijke snijgereedschappen die regelmatig moeten worden vervangen. Extrusie vereist vooraf een op maat gemaakte stalen matrijs, een initiële investering die zich terugbetaalt omdat de matrijs duizenden onderdelen kan verwerken met minimale extra gereedschapskosten.
- Cyclustijden: Een extruder kan meters profiel per minuut aanvoeren. Bij het bewerken van een complexe doorsnede uit een massieve knuppel zijn veel bewerkingen en gereedschapswisselingen nodig, waardoor de machinetijd toeneemt en de CNC-kosten direct stijgen.
Deze factoren bepalen het totale kostenplaatje voor elk onderdeel. De onderstaande tabel vat samen hoe de twee processen zich verhouden tot de belangrijkste kostendimensies.
| Kostenfactor | Metaalextrusie | CNC-bewerking uit massief materiaal |
|---|---|---|
| Investering vooraf | Medium (kosten van dobbelstenen) | Laag (geen speciale tooling) |
| Materiaalgebruik | Hoog (bijna netvorm) | Laag (aanzienlijk afval) |
| Kosten per onderdeel bij hoog volume | Meestal lager | Vaak hoger voor op profielen gebaseerde onderdelen |
| Snelheid van schaling | Snel | Langzamer |