


Welke verschillende soorten booglassen? [Voordelen &toepassingen]
In dit artikel leert u wat booglassen is? en hoe het werkt ? verschillende soorten booglassen met hun voordelen en applicaties . U kunt ook de PDF-versie . downloaden bestand van dit artikel aan het einde ervan.
Booglassen en typen
Wat is booglassen?
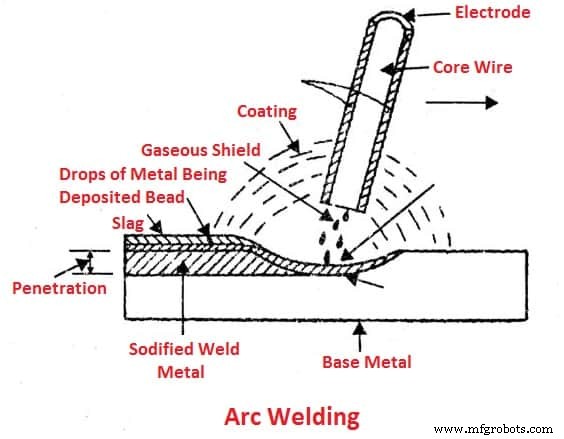
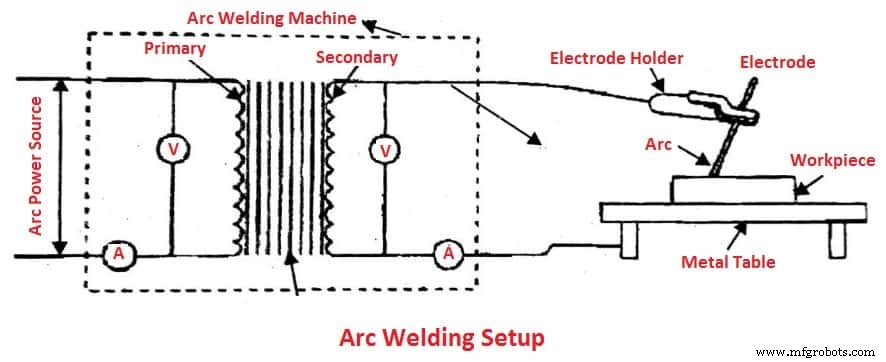
Booglassen is een smeltlasproces waarbij de laswarmte wordt verkregen uit een elektrische boog tussen het werkstuk (of basismetaal) en een elektrode.
De elektrische boog ontstaat wanneer de twee geleiders van een elektrisch circuit worden aangeraakt en vervolgens over een korte afstand van elkaar worden gescheiden, zodat het circuit voldoende spanning heeft om de elektrische stroom door de lucht te laten stromen.
De temperatuur van de warmte die door de elektrische boog wordt geproduceerd, ligt in de orde van 6000° tot 7000°.
De meest gebruikelijke methode van booglassen is het gebruik van een metalen elektrode die toevoegmetaal levert. Het lassen wordt gedaan door eerst contact te maken met de elektrode met het werkstuk en vervolgens de elektrode op een juiste afstand te scheiden om een boog te produceren.
Soorten booglassen
Hieronder volgen de verschillende soorten booglassen processen:
- Booglassen met afgeschermd metaal
- Vloeistofkernbooglassen
- Ondergedompeld booglassen
- Elektro-slak lassen
- Boogpuntlassen
#1 afgeschermde metalen booglassen
Het is ook bekend als handmatig metaalbooglassen, flux afgeschermd booglassen, of stoklassen. Bij dit lassen is het een proces waarbij de boog wordt geslagen tussen de metalen staaf of elektrode (met fluxcoating) en het werkstuk, het oppervlak van zowel de staaf als het werkstuk smelt om een smeltbad te vormen.
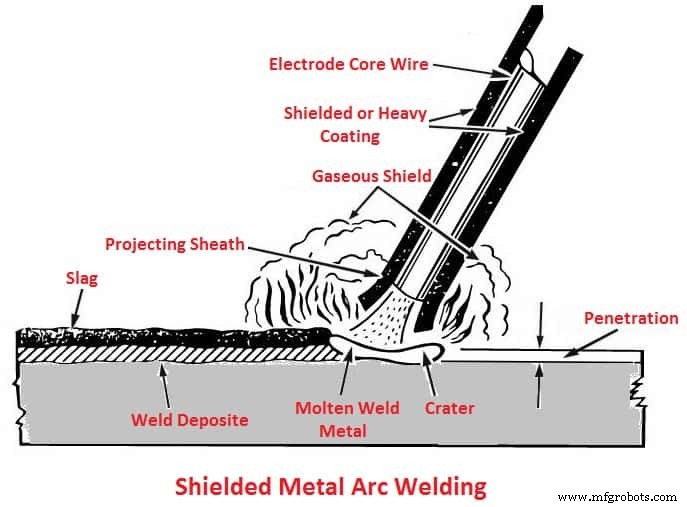
Het gelijktijdig smelten van de fluxcoating op de staaf zal gas en slakken creëren, die de lasverbinding beschermen tegen de omgeving. Booglassen met afgeschermd metaal is een gevarieerd proces dat ideaal is voor het verbinden van ferro- en non-ferromaterialen met de dikte van het materiaal op alle posities.
#2 Booglassen met gevulde kern
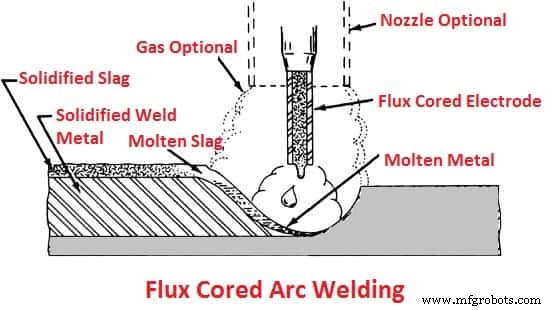
Dit type booglasproces maakt gebruik van een continu gevoede fluxkernelektrode en een voeding met constante spanning, wat zorgt voor een constante booglengte. Dit proces maakt gebruik van een beschermgas of gewoon een gas gemaakt door flux om bescherming te bieden tegen verontreiniging.
#3 Ondergedompeld booglassen
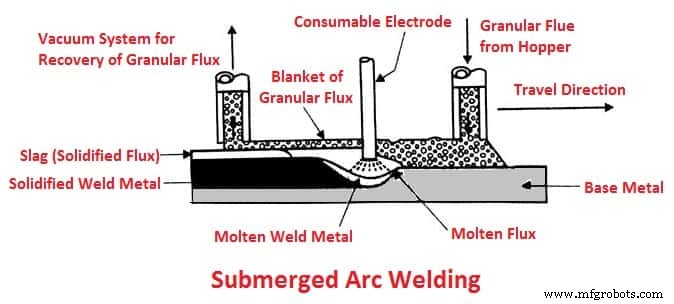
Bij booglassen onder water , het is een proces waarbij een continu gevoede elektrode en een deken van smeltbare fluxen geleidend worden wanneer ze worden gesmolten en een stroompad tussen het onderdeel en de elektrode verschaffen. Deze flux helpt ook om spatten en vonken te voorkomen, terwijl dampen en ultraviolette straling worden onderdrukt.
#4 Lassen met elektroslak
Het elektroslaklassen wordt toegepast als een verticaal proces, om dikke platen (boven 25 mm) in één keer te lassen. De ESW vertrouwt op een elektrische boog voordat een extra stroom de boog begint te doven. Het vloeimiddel smelt als het verbruiksmateriaal van de draad in het smeltbad wordt gevoerd, dat gesmolten slakken boven het zwembad vormt.
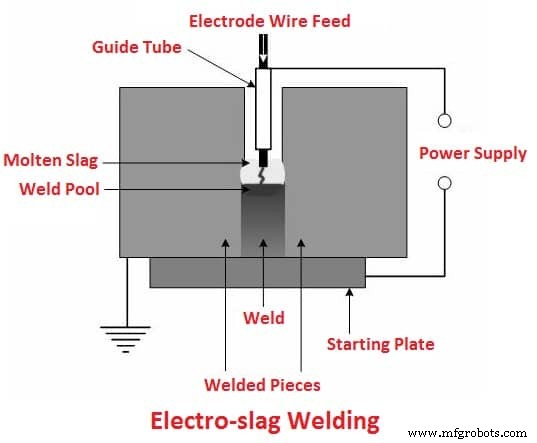
De warmte om de draad- en plaatuiteinden te smelten wordt gegenereerd door de weerstand van de gesmolten slak tegen de doorgang van elektrische stroom. Twee watergekoelde koperen laarzen volgen de voortgang van het proces en voorkomen dat gesmolten slakken zich sluiten.
#5 Boogboutlassen
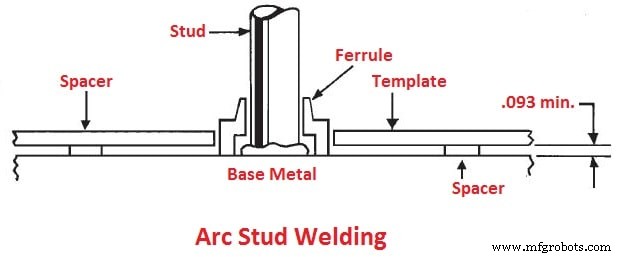
Het boogpuntlassen is vergelijkbaar met flitslassen, stiftlassen verbindt een moer of bevestigingsmiddel, meestal een flens met een knobbel die smelt om aan een ander metalen stuk te bevestigen.
Lees ook:Hoe werkt onderwaterlassen? en soorten onderwaterlassen
Booglasprocedure
Wanneer de boog wordt verkregen, smelt de zo geproduceerde intense warmte-penetratie snel het werk onder de boog en vormt een plas gesmolten metaal die uit de plas lijkt te worden geperst door de explosie van de boog.
Er wordt een kleine holte gevormd in het werk en het gesmolten metaal wordt afgezet rond de rand van deze holte, die de boogvormer wordt genoemd. De slak wordt gereinigd nadat de voeg is afgekoeld.
Als ze eenmaal zijn gestart, moeten ze met een uniforme snelheid langs de gewenste laslijn worden voortbewogen. Het smelten moet voldoende diepte bereiken onder de oorspronkelijke oppervlakken van de te verbinden metalen stukken om de gewenste las te verkrijgen. Dit staat bekend als het verkrijgen van een goede penetratie.
De gelijkstroom of wisselstroom kan worden gebruikt voor booglassen, maar de gelijkstroom heeft voor de meeste doeleinden de voorkeur. Wanneer het werkstuk is aangesloten op de +ve-aansluiting van een DC-lasmachine en de -ve-aansluiting op een elektrodebolder, zou de lasopstelling een rechte polariteit hebben.
Wanneer echter werk is aangesloten op -ve en de elektrode op een +ve-aansluiting, dan zou de lasopstelling een omgekeerde polariteit hebben. De rechte polariteit is nuttiger voor sommige lassen, terwijl voor andere lassen de omgekeerde polariteit moet worden gebruikt.
Veiligheidsmaatregelen voor booglassen
In wezen is lassen geen gevaarlijk beroep als de juiste voorzorgsmaatregelen in acht worden genomen. Dit vereist een voortdurend bewustzijn van de mogelijkheden van gevaar en gebruikelijke veiligheidsmaatregelen door de lasser.
- Zorg ervoor dat booglasapparatuur correct is geïnstalleerd en geaard en in goede staat verkeert.
- Draag altijd beschermende kleding die geschikt is om te lassen,
- Draag altijd de juiste oogbescherming tijdens het lassen.
- Houd uw werkgebied schoon en zorg ervoor dat er zich geen ontvlambare of explosieve materialen in of nabij het werkgebied bevinden.
- Niet lassen in een afgesloten ruimte en verzegelde containers die brandbare stoffen hebben vastgehouden zonder speciale voorzorgsmaatregelen.
- Gebruik automatische uitlaat op het laspunt bij het lassen van lood, chroom, mangaan, brons, messing, cadmium, zink of gegalvaniseerd staal.
- Als er gelast moet worden in een vochtige of natte ruimte, ga dan op een droog geïsoleerd platform staan of draag rubberen laarzen.
- Als het nodig is om de lengte van de laskabel aan elkaar te snijden, zorg er dan voor dat alle elektrische aansluitingen geïsoleerd zijn.
- Als de elektrodehouder niet in gebruik is, hangt u deze aan de meegeleverde beugels.
- Gooi de elektrodestompen weg in een geschikte container, aangezien de stompjes op de vloer een veiligheidsrisico vormen.
- Niet lassen in de buurt van ontvettingswerkzaamheden.
- Als u bovengronds werkt, moet u ervoor zorgen dat de steiger, ladder of het werkoppervlak stevig is.
Lees ook:Verschil tussen TIG- en MIG-lassen
Booglasapparatuur
Hieronder volgen de verschillende apparatuur die bij booglassen wordt gebruikt:
- A.C. of DC-machine
- Elektrode
- Elektrodehouder
- Kabels, kabelconnectoren
- Kabelstekker
- Breekhamer
- Aardingsklemmen
- Staalborstel
- Helm
- Veiligheidsbril
- Handhandschoenen
- Schorten, mouwen; enz.
Een reden voor de brede acceptatie van het booglasproces is de eenvoud van de benodigde apparatuur. De uitrusting bestaat uit de volgende items.
- Lasstroombron
- Elektrodehouder
- Aardklem
- Laskabels en connectoren
- Accessoires (hakhamer, staalborstel)
- Beschermende uitrusting (helm, handschoenen, enz.)
1. Lasstroombron

Dit lassen maakt gebruik van AC of DC, maar in beide gevallen moet de geselecteerde stroombron van het type constante stroom zijn. Dit type stroombron levert een relatief constante stroomsterkte of lasstroom, ongeacht de variaties in de booglengte door de gebruiker.
2. Elektrodehouder
De elektrodehouder wordt aangesloten op de laskabel en zet de elektrode aan. Geïsoleerde handgrepen worden gebruikt om de elektrode naar de lasverbinding te geleiden.

En voer de elektrode boven de lasnaad en voer de elektrode in het lasbad. Elektrodehouders zijn verkrijgbaar in verschillende maten en zijn beoordeeld op hun huidige draagvermogen.
3. Aardklem
De aardklem wordt gebruikt om de aardingskabel aan te sluiten op het werk dat hij rechtstreeks op het werk heeft aangesloten of op de tafel of het armatuur waarop het werk is geplaatst.

Als onderdeel van het lascircuit zijn de aardklemmen in staat om lasstroom te geleiden zonder oververhitting als gevolg van elektrische weerstand.
4. Laskabels
Elektrodekabel en massakabel zijn essentiële onderdelen van het lascircuit. Ze moeten zeer flexibel zijn en een sterke hittebestendige isolatie hebben.
Verbindingen in de elektrodehouder, aardklem en op de stroombron moeten worden gesoldeerd of goed gekrompen om een lage elektrische weerstand te garanderen.

Het dwarsdoorsnede-oppervlak van een kabel moet voldoende groot zijn om lasstroom met een minimale spanningsval mogelijk te maken. Om de kabellengte te vergroten, moet de kabeldiameter worden vergroot om weerstand en spanningsverlies te verminderen.
5. Toebehoren (hakhamer, staalborstel)
Nu zijn de meeste lassers het erover eens dat het nodig is om de slak van het lasmetaal te verwijderen. U vraagt zich misschien af hoe u slakken verwijdert. Dit proces is heel eenvoudig en duurt slechts enkele seconden.

De slak is niet ontworpen om erg aan de las te hechten, het enige dat nodig is, is zoiets als een breekhamer of staalborstel. We zouden moeten zeggen dat hoe beter de las, hoe minder deze zich aan de slak zal hechten. Dus als je lasnaden goed zijn, hoef je er alleen maar op te tikken.
6. Beschermende uitrusting (helm, handschoenen, enz.)
De stralen van de metalen boog bevatten veel infrarode en ultraviolette straling. Deze zijn zeer gevaarlijk voor de ogen, het gezicht en de huid van de lasser. Hij moet worden beschermd tegen deze stralen en tegen de helderheid van de boog.


Handschermen en helmen helpen het gezicht en de ogen van de machinist te beschermen tegen boogstralen. Ze zijn gemaakt van lichtgewicht materiaal. Het handscherm of de helm mag niet meer wegen dan 600 gram. Ze moeten groot genoeg zijn om het hele gezicht en de ogen te beschermen tegen weerkaatste stralen.
7. Elektroden voor booglassen
Zowel niet-verbruikbare als verbruikbare elektroden worden gebruikt voor booglassen. Niet-verbruikbare elektroden kunnen zijn gemaakt van koolstof, grafiet of wolfraam die tijdens het lassen niet worden verbruikt.

Verbruikselektroden kunnen van verschillende metalen zijn gemaakt, afhankelijk van hun doel en de chemische samenstelling van de te lassen metalen. Deze verbruikselektroden kunnen worden ingedeeld in blank en gecoat.
Voordelen van booglassen
Hier volgen de voordelen van booglassen:
- Goedkope lasapparatuur.
- Sneller lasproces vergeleken met het gaslasproces.
- Lage laskosten.
- Relatief eenvoudige en veelzijdige techniek.
- Het vereist een relatief kleine verscheidenheid aan elektroden.
- Bekleding op de elektrode kan tegen relatief lage kosten beschermgassen, legeringselementen en andere essentiële materialen leveren.
- Lasapparatuur is beheersbaar en gemakkelijk te onderhouden.
Nadelen van booglassen
Hier volgen de nadelen van booglassen:
- Warmte-invoer en afzetting van vulmateriaal kunnen niet worden gescheiden.
- Het elektrodemateriaal gaat verloren in de vorm van ongebruikt uiteinde, slak en gas.
- Er is meer kans op insluiting van slakken in de kraal.
- Als de elektrode niet goed wordt gedroogd, kan vocht de kwaliteit van het lasmetaal verminderen.
- Metaalspatten en boogblazen zijn algemene problemen van dit proces.
- Dunne werkstukken die kleiner zijn dan 3 mm zijn moeilijk te lassen.
Toepassingen van booglassen
Hier volgen de toepassingen van booglassen:
- Dit proces wordt vaak gebruikt in de algemene constructie en fabricage in de scheepsbouw, op pijpleidingen en voor onderhoudswerkzaamheden, omdat de apparatuur draagbaar is en gemakkelijk kan worden onderhouden.
- Het is handig voor het werken in afgelegen gebieden, waar een draagbare, op brandstof werkende generator wordt gebruikt als stroomvoorziening.
- Het proces is het meest geschikt voor werkstukdiktes van 3 tot 19 mm, hoewel dit bereik gemakkelijk kan worden uitgebreid door ervaren operators met behulp van meervoudige doorgangstechnieken.
Download PDF van dit artikel
Download nuConclusie
Dus nu hopen we dat we al uw twijfels over Arc Welding Process hebben weggenomen. Als u nog twijfels heeft over de “Typen booglassen ” kunt u contact met ons opnemen of vragen in de opmerkingen.
Dat was het, bedankt voor het lezen. Als je ons artikel leuk vindt, deel het dan met je vrienden. Als je vragen hebt over welk onderwerp dan ook, kun je die stellen in het commentaargedeelte.
Abonneer u op onze nieuwsbrief om een melding te krijgen wanneer we nieuwe berichten uploaden.
Industriële technologie
- Wat is plasmabooglassen? - Onderdelen en werking?
- 5 verschillende soorten lasverbindingen | Lasverbindingen
- Wat is lassen? - Definitie | Soorten lassen
- Wat is Gas Tungsten Arc Welding of TIG-lassen?
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is laserlassen? - Werken, typen en toepassingen?
- Wat is weerstandslassen? - Typen en werken?
- Wat is flux-Cored Arc Welding (FCAW)? – Een volledige gids
- Wat is koolstofbooglassen? - Apparatuur en werken?
- Wat is ondergedompeld booglassen (SAW)?- Een volledige gids
- Wat is Shielded Metal Arc Welding (SMAW)?