


Hoe werkt ultrasoon bewerken? Werkingsprincipe en voordelen:
In dit artikel leert u wat ultrasoon bewerken is ? hoe werkt het? onderdelen, toepassingen , voordelen, en nadelen van ultrasone bewerking. Download de gratis PDF bestand van dit artikel aan het einde ervan.
Ultrasoon bewerkingsproces
Wat is ultrasoon?
De term ultrasoon wordt gebruikt om een trillingsgolf van de frequentie te beschrijven, het is boven de bovengrens van de frequentie van het menselijk oor, d.w.z. boven 16 kHz.
Het apparaat voor het omzetten van elk type energie in ultrasone golven is de ultrasone transducer.
Deze elektrische energie wordt omgezet in mechanische trillingen. En hiervoor wordt het piëzo-elektrische effect gebruikt in de magnetostrictieweergave die wordt vertoond door natuurlijke of synthetische kristallen of sommige metalen.
Magne-trostrictie betekent dat de verandering in amplitude die optreedt in ferromagnetische materialen onderhevig is aan een wisselend magnetisch veld.
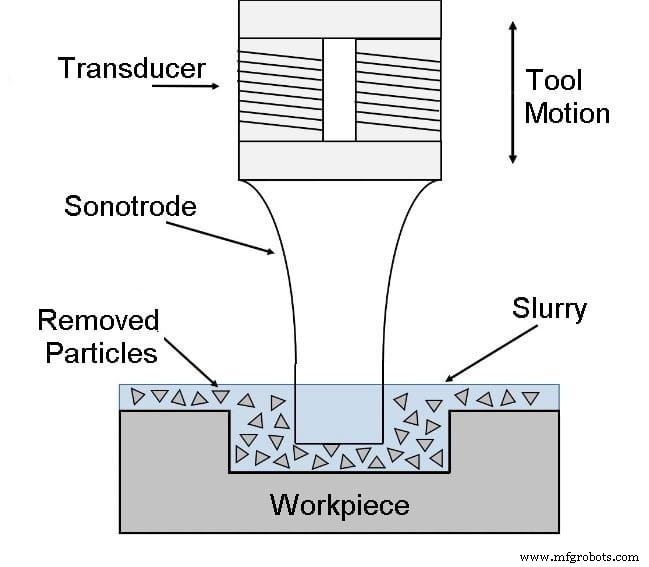
Bij ultrasoon bewerken , wordt een gereedschap dat in langsrichting trilt bij 20 kHz tot 30 kHz met een amplitude tussen 0,01 mm tot 0,06 mm met een lichte kracht op het werkoppervlak gedrukt.
Terwijl het gereedschap met een specifieke frequentie trilt, stroomt een schurende slurry, meestal een mengsel van schuurkorrels en water met een vaste verhouding (20% – 30%), onder druk door de interface tussen gereedschap en werkstuk.
De slagkracht die voortkomt uit de trilling van het uiteinde van het gereedschap en de stroom van slurry door de interface van het uitrustingsstuk zorgt er in feite voor dat duizenden microscopisch kleine korrels het werkmateriaal door schuren verwijderen. Het gereedschap heeft dezelfde vorm als de te bewerken holte.
De methode wordt gebruikt om harde en brosse materialen te bewerken die elektrisch geleidend of niet-geleidend zijn. Analyse van het mechanisme van materiaalverwijdering door het USM-proces geeft aan dat het soms Ultrasonic Grinding (USG) wordt genoemd
Werkingsprincipe van ultrasone bewerking
De afbeelding toont de ultrasone bewerking. De elektronische oscillator en versterker, ook wel de generator genoemd, zet de beschikbare elektrische energie van lage frequentie om in hoogfrequent vermogen in de orde van grootte van 20 kHz dat aan de transducer wordt geleverd.
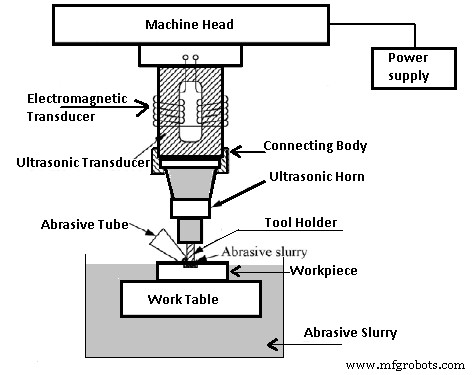
De transducer werkt door middel van magnetronvernauwing. De hoogfrequente voeding activeert de stapel van het magnetostrictieve materiaal dat een longitudinale trillingsbeweging van het gereedschap veroorzaakt. De amplitude van deze trilling is onvoldoende voor snijdoeleinden. Dit wordt daarom overgebracht op het penetrerende gereedschap via een mechanische focusinrichting die een intense trilling van de gewenste amplitude aan het uiteinde van het gereedschap verschaft.
Het mechanische scherpstelapparaat wordt soms een snelheidstransformator genoemd. Dit is een taps toelopende schacht of 'hoorn' genoemd. Het bovenste uiteinde wordt vastgeklemd of gesoldeerd aan de onderkant van het magnetostrictieve materiaal. Het onderste uiteinde is voorzien van middelen om het gereedschap vast te zetten.
Al deze onderdelen, inclusief het gereedschap gemaakt van koolstofarm of roestvrij staal in de vorm van de gewenste holte, fungeren als één elastisch lichaam dat de trillingen doorgeeft aan de punt van het gereedschap.
Lezen:Soorten onconventionele bewerkingsprocessen
De meest gebruikte schuurmiddelen zijn
aluminiumoxide (aluminiumoxide), boorcarbide, siliciumcarbide en diamantstof. Borium is het duurste schuurmateriaal en is het meest geschikt voor het snijden van wolfraamcarbide, gereedschapsstaal en edelstenen. Silicium vindt de meeste toepassing. Voor het snijden van glas en keramiek wordt aluminiumoxide het beste gevonden.
De schurende slurry wordt door pompen naar de interface van het uitrustingsstuk verspreid. Een gekoeld koelsysteem wordt gebruikt om de abrasieve slurry af te koelen tot een temperatuur van 5 tot 6 °C. Een goede methode is om de mest in een bad in de snijzone te houden.
De grootte van het schuurmiddel varieert tussen korrel 200 en korrel 2000. Grove soorten zijn goed voor voorbewerken, terwijl fijnere soorten, bijvoorbeeld korrel 1000, worden gebruikt voor nabewerken. Verse schuurmiddelen snijden beter en de mest wordt daarom periodiek vervangen
Nauwkeurigheid van USM
De maximale penetratiesnelheid in zachte en brosse materialen zoals zachte keramiek is in de orde van 20 mm min, maar voor harde en taaie materialen is de penetratiesnelheid lager. Maatnauwkeurigheid tot t0,005 mm is mogelijk en oppervlakteafwerkingen tot een Ra-waarde van 0,1-0,125 micron kunnen worden verkregen.
Voor het nabewerken is een minimale hoekradius van 0,10 mm mogelijk. De reeks afmetingen van USM-machines varieert van een licht draagbaar type met een input van ongeveer 20 W tot zware machines met een input tot 2 kW.
Beperkingen van het proces
De belangrijkste beperking van het proces is de relatief lage verspaningssnelheid. De maximale verspaningssnelheid is 3 mm®/s en het stroomverbruik is hoog. De diepte van cilindrische gaten is momenteel beperkt tot 2,5 keer de diameter van het gereedschap.
Slijtage van het gereedschap vergroot de hoek van het gat, terwijl scherpe hoeken worden afgerond. Dit houdt in dat gereedschapsvervanging essentieel is bij het maken van nauwkeurige blinde gaten. Ook is het proces in zijn huidige vorm beperkt tot de machine op relatief kleine oppervlakken.
Recente ontwikkeling
Recentelijk heeft er een nieuwe ontwikkeling plaatsgevonden in ultrasoon verspanen waarbij een met diamantstof geïmpregneerd gereedschap wordt gebruikt en geen slurry wordt gebruikt. Het gereedschap heeft zowel met ultrasone frequenties geoscilleerd als geroteerd. Als het niet mogelijk is om het gereedschap te draaien, kan het werkstuk worden gedraaid.
Deze innovatie heeft een aantal van de nadelen van het conventionele proces bij het boren van diepe gaten weggenomen. Zo kunnen de gatafmetingen binnen +0,125 mm worden gehouden. Gaten tot 75 mm diepte zijn in keramiek geboord zonder enige vermindering van de bewerkingssnelheid zoals wordt ervaren in het conventionele proces.
Toepassing van ultrasone bewerking
De eenvoud van het proces maakt het economisch voor een breed scala aan toepassingen, zoals:
- Het maken van ronde gaten en gaten van elke vorm waarvoor een gereedschap kan worden gemaakt. Het bereik van verkrijgbare vormen kan worden vergroot door het werkstuk tijdens het snijden te verplaatsen.
- Bewerkingen zoals boren, slijpen en frezen op alle geleidende en niet-geleidende materialen.
- Bewerking van glas, keramiek, wolfraam en andere harde carbide, edelstenen zoals synthetische robijn.
- Bij het snijden van schroefdraad in componenten gemaakt van harde metalen en legeringen door het werkstuk of het gereedschap te roteren en te transleren.
- Bij het maken van draadtrekmatrijzen en matrijzen voor smeed- en extrusieprocessen van wolfraamcarbide en diamant.
- Een tandarts in staat stellen een gaatje van welke vorm dan ook in tanden te boren zonder pijn te veroorzaken.
Voor- en nadelen van ultrasoon bewerken
Voordelen
- Extreem harde en broze materialen kunnen gemakkelijk worden bewerkt.
- Zeer nauwkeurige profielen en een goede oppervlakteafwerking kunnen eenvoudig worden verkregen.
- Het bewerkte werkstuk is spanningsvrij.
- Het metaalverwijderingspercentage is laag.
- Omdat er tijdens het proces geen warmte wordt gegenereerd, blijven de fysieke eigenschappen van het werkmateriaal ongewijzigd.
- De werking is geruisloos.
- De bediening van de apparatuur is redelijk veilig.
Nadelen
- Het metaalverwijderingspercentage is laag.
- De initiële uitrustingskosten zijn hoger dan die van conventionele werktuigmachines.
- Dit proces is niet geschikt voor het verwijderen van zware metalen
- De kosten van tooling zijn ook hoog.
- Er doen zich problemen voor bij het bewerken van zachtere materialen
- Het stroomverbruik is vrij hoog.
- De grootte van de holte die kan worden bewerkt, is beperkt.
Conclusie
Ultrasoon bewerken heeft veel voordelen in de verwerkende industrie. Ik hoop dat ik alles over USM heb behandeld. Als u vragen heeft over dit onderwerp, kunt u deze stellen in de opmerkingen.
Als je dit artikel nuttig vond, deel het dan met je vrienden.
Abonneer u op onze nieuwsbrief [Het is GRATIS]
Industriële technologie
- Wat is ultrasoon bewerken? - Werken en verwerken?
- Hoe werkt de Shaper-machine?
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking - onderdelen, werkingsprincipe, toepassing
- Waterstraalbewerking - Werkingsprincipe, toepassingen, voordelen
- Ultrasoon bewerkingsproces - werkingsprincipe van onderdelen, voordelen:
- Ultrasoon bewerkingsproces, werkprincipes en voordelen:
- Ultrasoon bewerken:onderdelen, werking, toepassingen, voordelen met PDF