


Lasproces:definitie, typen, processen (Diagram &PDF)
In dit artikel leer je wat lassen is? 10 verschillende soorten lasprocessen met hun werking , voordelen , nadeel , toepassingen , en meer.
En u kunt ook het PDF-bestand van dit artikel aan het einde ervan downloaden.
Wat is lassen?
Lassen is een permanent verbindingsproces waarbij twee stukken metaal samen één stuk vormen door de metalen te verhitten tot hun smeltpunt. Extra metaal, ook wel vulmetaal genoemd, wordt tijdens het verwarmingsproces toegevoegd om de twee stukken aan elkaar te hechten.

Over het algemeen is het een proces waarbij twee metalen stukken die vergelijkbaar (of) ongelijk zijn, kunnen worden samengevoegd door ze te verhitten tot een temperatuur die hoog genoeg is om de metalen te smelten met (of) zonder het uitoefenen van druk en met (of) zonder de hulp van vulmateriaal.
Lasmachine
Een lasmachine wordt gebruikt om de warmte te creëren en het vulmetaal aan te brengen. Het vulmetaal wordt geleverd om de verbinding te vormen, hetzij vanaf de elektrode zelf (of) door vulmateriaal. De temperatuur van de geproduceerde warmte is in de orde van 6000° tot 7000°C. Laten we het dus hebben over de verschillende soorten lasprocessen en hoe ze in de industrie worden gebruikt?
Lees ook:
- TIG- en MIG-lassen:het verschil tussen TIG- en MIG-lassen
- Hoe werkt onderwaterlassen? en soorten onderwaterlassen
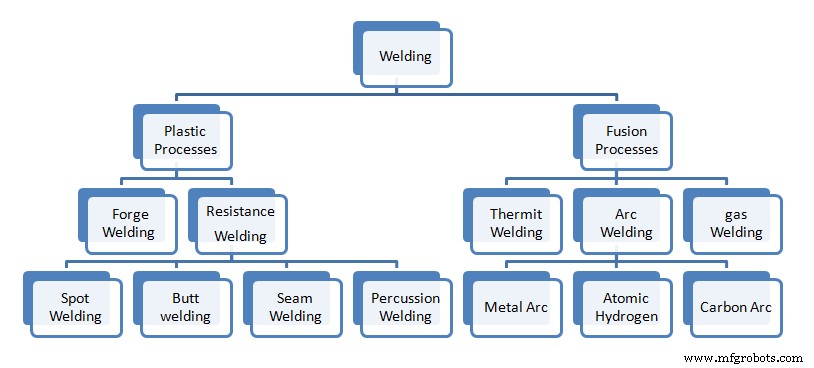
Soorten lassen Processen
Hieronder volgen soorten lasprocessen volgens de methode van gegenereerde warmte:
- MIG-lassen
- Plaklassen
- TIG-lassen
- Plasmabooglassen
- Elektronenbundel lassen
- Laserstraallassen
- Gaslassen
- Vloeidraadbooglassen
- Automatisch waterstoflassen
- Elektroslaglassen
1. MIG-lassen
MIG-lassen geldt voor lassen met inert gas van metaal. Dit MIG-lasproces wordt ook wel gas-metaalbooglassen (GMAW) genoemd, ook wel draadlassen genoemd.
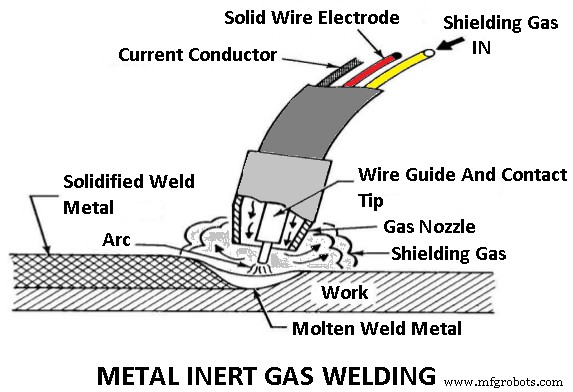
Bij dit soort lassen werkt een dunne draad als de elektrode die wordt gevoed vanaf een spoel die op een pistool is bevestigd door een flexibele buis en uit het mondstuk op het laspistool of de toorts komt. De draad wordt continu gevoed wanneer de trekker op het laspistool wordt overgehaald.
2. Afgeschermd metalen booglassen (SMAW)
Het wordt ook geïdentificeerd als handbediend metaalbooglassen, flux-beschermd booglassen of stoklassen. Bij dit type lasproces waarbij de boog tussen de metalen staaf of elektrode (met fluxcoating) en het werkstuk wordt geslagen, smelt het oppervlak van zowel de staaf als het werkstuk om een smeltbad te creëren.
Het gelijktijdig smelten van de fluxcoating op de staaf zal gas en slakken produceren, die de lasverbinding afschermen van de omgeving. Afgeschermd metaalbooglassen is een proces dat ideaal is voor het verbinden van ferro- en non-ferromaterialen met de dikte van het materiaal op alle posities.
3. TIG-lassen
TIG-lassen staat voor wolfraam inert gas booglassen, van de Amerikaanse lasvereniging wordt het ook aangeduid als (GTAW). Dit lasproces wordt ook wel gaslassen genoemd.
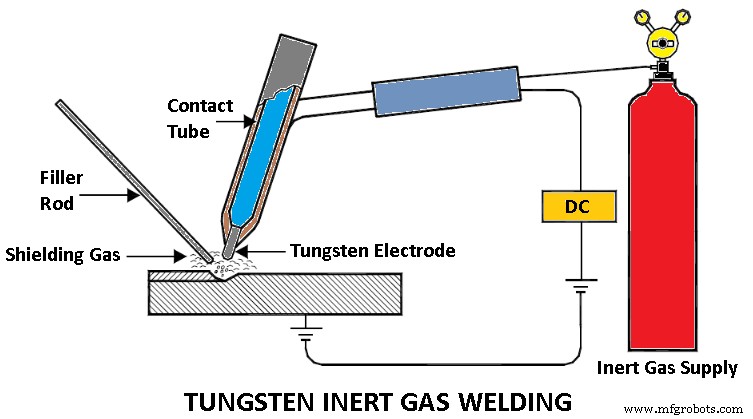
TIG-lassen maakt gebruik van een wolfraamelektrode omdat wolfraam een hoog smeltpunt heeft. Wanneer we de TIG-laselektrode nemen, wordt deze heet maar smelt niet, we zeggen dat dit een niet-slijtbare elektrode is. Niet-verbruikbare elektroden betekenen niet dat ze niet eeuwig meegaan en het betekent dat ze niet smelten en onderdeel worden van de las.
4. Plasma booglassen (PAW)
Plasmabooglassen (PAW) is een booglasproces waarbij gebruik wordt gemaakt van warmte die wordt gegenereerd door een gecomprimeerde boog tussen een niet-afsmeltbare wolfraamelektrode en het werkstuk (overgedragen boogproces) of een watergekoeld vernauwend mondstuk (niet-overgedragen boogproces).
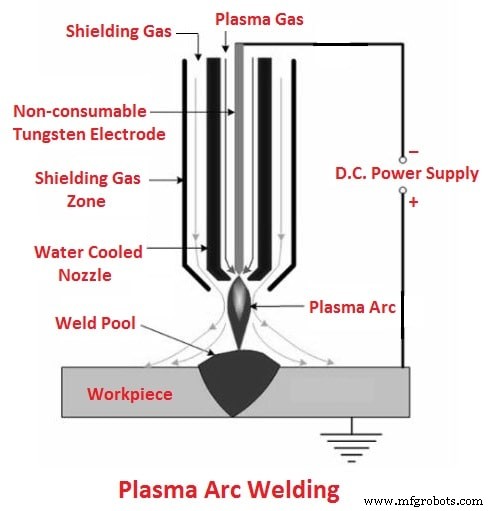
Het plasma is een gasvormige vermenging van positieve ionen, elektronen en neutrale gasmoleculen. Het overgedragen boogproces creëert plasmastralen met een hoge energiedichtheid en kan worden gebruikt voor het lassen en snijden van keramiek, koperlegeringen, staal, aluminium, nikkellegeringen en titaniumlegeringen met hoge snelheid.
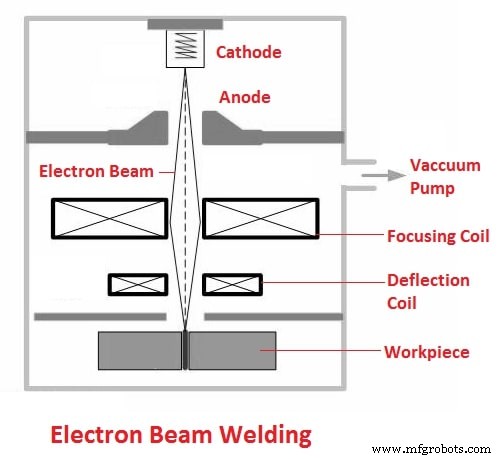
5. Elektronenstraallassen (EBW)
Elektronenbundel lassen is een lasproces dat de warmte toepast die wordt gecreëerd door een straal van hoge energie-elektronen. De elektronen raken het werkstuk en hun kinetische energie wordt omgezet in thermische energie die het metaal verhit, zodat de randen van het werkstuk kunnen worden verbonden en er na bevriezing een las ontstaat.
EBM is ook een lasproces in vloeibare toestand. Waarbij de metaal-op-metaal verbinding in vloeibare of gesmolten toestand wordt gemaakt. Het wordt ook beschreven als een lasproces omdat het de kinetische energie van elektronen accepteert om twee metalen werkstukken te verbinden.
6. Laserstraallassen (LBW)
Laserstraallassen (LBW) is een lasproces waarbij warmte wordt gevormd door een hoogenergetische laserstraal die op het werkstuk wordt gericht. De laserstraal verwarmt en smelt de uiteinden van het werkstuk, waardoor een verbinding ontstaat.
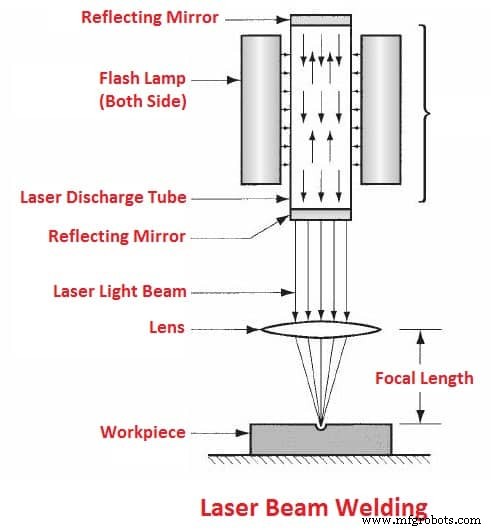
Bij laserlassen (LBM) wordt de verbinding gevormd als een opeenvolging van overlappende puntlassen of als een continue las. Laserlassen wordt gebruikt in de elektronica-, communicatie- en ruimtevaartindustrie om medische en wetenschappelijke apparatuur te vervaardigen, waarin kleine componenten zijn verwerkt.
7. Gaslassen
Gaslassen wordt uitgevoerd door de zijkanten of oppervlakken die moeten worden verbonden door een gasvlam te smelten en het gesmolten metaal te laten samenvloeien, waardoor een solide continue verbinding ontstaat bij afkoeling.
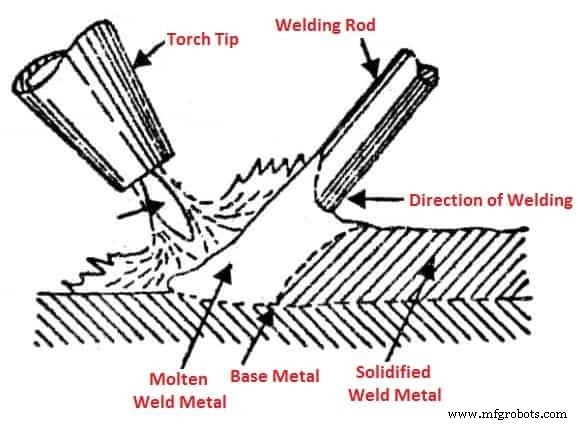
Zuurstof-acetyleenmengsels worden in veel grotere mate gebruikt dan andere en hebben een vooraanstaande positie in de lasindustrie. De temperatuur van de oxy-acetyleenvlam in het heetste gebied is ongeveer 3200°C, terwijl de temperatuur die in de oxy-waterstofvlam wordt bereikt ongeveer 1900°C is.
8. Gevuld booglassen (FCAW)
Dit type lassen lijkt bijna op MIG-lassen. In feite kunnen MIG-lassers vaak booglassen met gevulde draad uitvoeren. Bij dit lassen heeft de draad een fluxkern die een gasscherm rond de las vormt. Dit vermindert de vraag naar externe gasvoorziening.
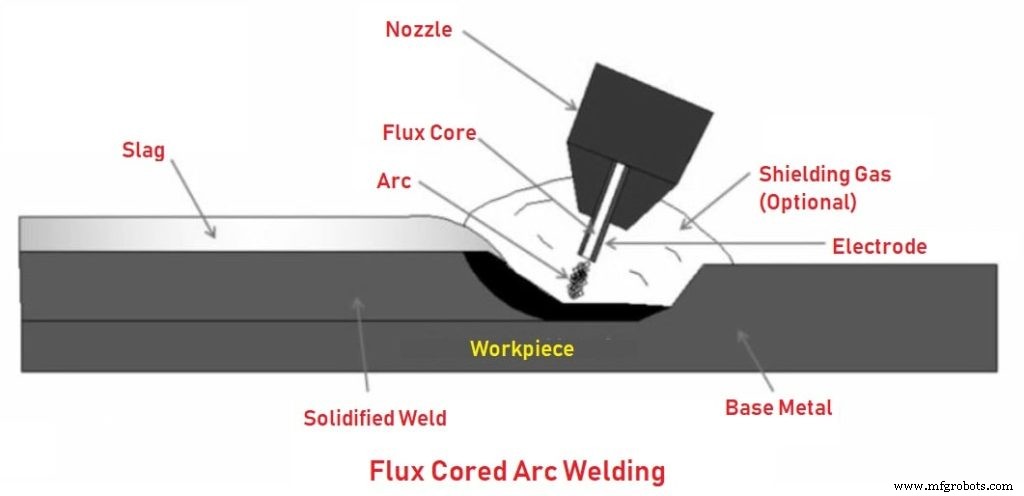
FCAW is beter geschikt voor ruwe, zware metalen omdat het een lasproces met hoge warmte is. Het wordt meestal gebruikt voor reparatie van zware apparatuur voor dit doel. Het is een proces waarbij niet te veel afval ontstaat. Omdat er geen extern gas nodig is, kost het ook minder.
9. Atomair waterstoflassen
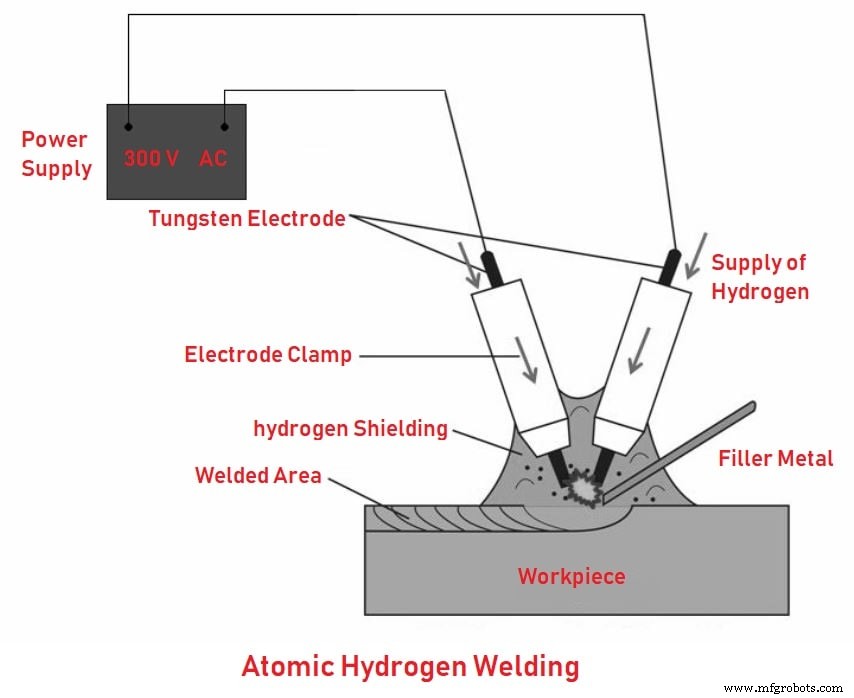
Atomair waterstoflassen is een extreem hoge temperatuur vorm van lassen die bekend staat als boog-atomair lassen. Dit type lassen vereist het gebruik van waterstofgas om twee elektroden van wolfraam af te schermen. Het kan temperaturen bereiken boven een acetyleentoorts en het kan met of zonder vulmetaal.
10. Elektroslag Lassen
Het is een geavanceerd lasproces dat wordt gebruikt om de dunne uiteinden van twee metalen stukken verticaal met elkaar te verbinden. In plaats van dat de las aan de buitenkant van een verbinding wordt gebruikt, vindt deze plaats tussen de uiteinden van de twee stukken.
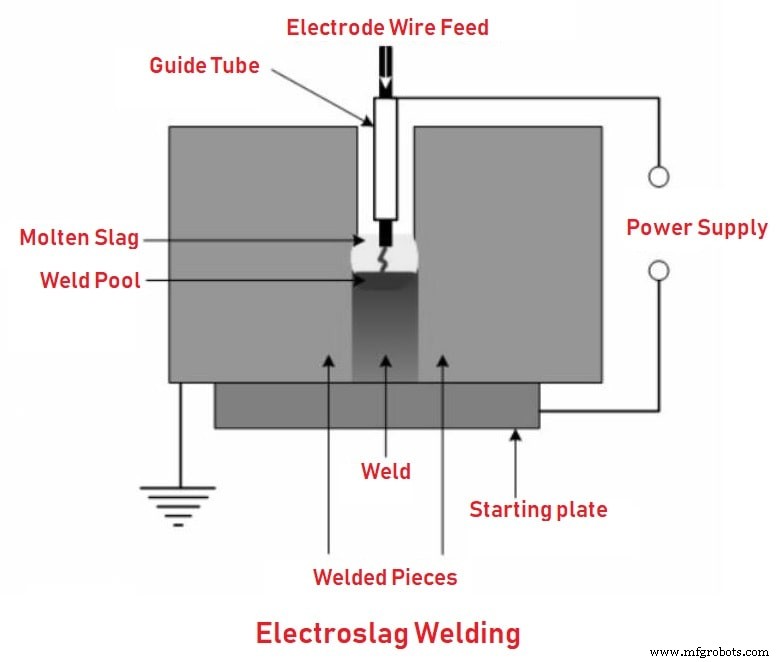
Een koperen elektrodedraad wordt door een metalen geleidebuis geleid die als een vulmetaal zal dienen. Wanneer stroom wordt toegevoegd, wordt de boog geproduceerd en wordt een las onder de naad gestart en langzaam omhoog bewogen, waardoor een las ontstaat in plaats van de naad.
Soorten lasposities
Hier volgen de vier belangrijkste soorten lasposities:
- Vlakke positie (1G en 1F)
- Horizontale positie (2G en 2F)
- Verticale positie (3F en 3G)
- Overheadpositie (4G en 4F)
1. Vlakke positie
Het meest voor de hand liggende type om uit te voeren is de vlakke positie, ook wel de neerwaartse handpositie genoemd. Hierbij wordt aan de bovenzijde van de verbinding gelast. In dit geval wordt het gesmolten metaal bij de verbinding naar beneden getrokken. Het resultaat is een snellere en gemakkelijkere las.
In 1G en 1F heeft nummer 1 betrekking op de vlakke positie, terwijl letter G staat voor een groeflas en letter F voor een hoeklas.
2. Horizontale positie (2G en 2F)
Dit is een moeilijkere positie dan de vlakke positie en vereist meer vaardigheid van de lasoperator om deze te corrigeren.
2G is een groeflaspositie waarbij de lasas in een horizontaal vlak of bijna horizontaal wordt geplaatst. Voor het vlak van de las moet deze ongeveer in een verticaal vlak liggen.
2F is een hoeklaspositie, waarbij wordt gelast aan de bovenzijde van bijna horizontale oppervlakken tegen een bijna verticaal oppervlak. In deze positie wordt de toorts normaal onder een hoek van 45 graden gehouden.
3. Verticale positie (3F en 3G)
In deze positie liggen zowel het stuk als de las verticaal of bijna verticaal. 3F en 3G leiden naar de verticale filet- en verticale groefposities.
Wanneer verticaal wordt gelast, duwt de zwaartekracht het gesmolten metaal naar beneden en heeft daarom de neiging om te stapelen. Om dit tegen te gaan, kun je een opwaartse of neerwaartse verticale positie gebruiken.
Om het in een opwaartse verticale positie te controleren, richt u de vlam naar boven en plaatst u deze in een hoek van 45 graden ten opzichte van het stuk. Op deze manier zal de lasser metaal van de lagere delen van het werkstuk aanbrengen om in de richting van de zwaartekracht te lassen.
4. Positie boven het hoofd (4G en 4F)
In dit type laspositie, lassen wordt uitgevoerd vanaf de onderkant van de verbinding. Het heeft de meest complexe en moeilijkste positie om mee te werken. De 4G- en 4F-posities zijn voor groef- en hoeklassen.
In de positie boven het hoofd leidt het metaal dat op de verbinding wordt afgezet naar een gat op het stuk, dat voorkomt in een kraal met een hogere kroon. Om dit te voorkomen, houdt u de gesmolten plas klein. Als het lasbad te lang wordt, schakel dan even de vlam uit om het gesmolten metaal te laten afkoelen.
Voordelen van lassen Proces
- Een goede las is sterker dan het moeder- of basismetaal.
- Sneller proces vergeleken met klinken en gieten.
- Volledige stijve verbindingen kunnen worden voorzien van het lasproces.
- Van toepassing op alle metalen en legeringen.
- Moeilijke vormen kunnen worden gemaakt door te lassen.
- Lasapparatuur is draagbaar en gemakkelijk te onderhouden.
- Er wordt geen geluid geproduceerd tijdens het lasproces zoals bij klinken.
- Het lasproces vereist minder werkruimte in vergelijking met klinken.
- Elke ruimte van de voeg kan gemakkelijk worden gemaakt.
Nadelen van lassen Proces
- Geeft schadelijke straling, dampen af en is vlekkeloos (een plotselinge vonk).
- Gelaste verbindingen zijn breekbaarder en daarom is hun vermoeiingssterkte minder dan de verbonden leden.
- Resulteert in vervorming en veroorzaakt interne spanningen.
- Het heeft bepaalde mallen en bevestigingen nodig om metalen goed vast te houden.
- Er zijn vakmensen en elektriciteit nodig om te lassen.
- De inspectie van laswerk is moeilijker en duurder dan het klinkwerk.
Toepassingen van lassen
De toepassing van lassen is zo verschillend en groot dat het niet overdreven zou zijn om te zeggen dat er geen metaalindustrie en geen enkele tak van techniek is die geen gebruik maakt van lassen in een of andere vorm, namelijk auto-industrie, scheepvaart, ruimtevaart en constructie . Het wordt voornamelijk gebruikt voor fabricage.
Sommige van de toepassingen zijn:
- Scheepsbouw
- Treinbussen
- Autochassis en carrosseriebouw
- Lijken van grondverzetmachines
- Vensterluiken
- Deuren, poorten
- Alle soorten fabricagewerk.
Conclusie
Zoals je nu weet, Lassen is een sterk deelnameproces waarbij twee delen metaal samen één deel vormen door de metalen te verhitten tot hun smeltpunt. Sommige soorten lassen worden door machines gemaakt en hebben dure gespecialiseerde apparatuur nodig. Lassen is een snellere methode voor klinken en gieten.
we hopen dat we al uw twijfels over het lasproces hebben weggenomen . Als u nog twijfels heeft over de "Soorten lassen Proces ” kunt u contact met ons opnemen of vragen in de opmerkingen.
We hebben ook een Facebook-community voor jullie, als je wilt, kun je lid worden van onze community, hier is de link naar onze Facebook-groep.
Dat was het, bedankt voor het lezen. Als je ons artikel leuk vindt, deel het dan met je vrienden. Als je vragen hebt over welk onderwerp dan ook, kun je die stellen in het commentaargedeelte.
Download PDF van dit artikel
Download PDFAbonneer u op onze nieuwsbrief om op de hoogte te blijven van onze nieuwe berichten.
Industriële technologie
- Verschil tussen GMAW- en GTAW-lasprocessen
- Wat is lassen? - Definitie | Soorten lassen
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is smeden? - Definitie, proces en typen
- Wat is lassen met elektronenstralen? - Definitie en proces
- Freesmachinedefinitie, proces en typen
- Definitie, typen en processen van metaalgieten
- 11 verschillende soorten lasproces met behulp van diagram
- Werkingsprincipes van het booglasproces:
- Verschillende soorten elektrisch booglasproces
- Verschillende soorten apparatuur die worden gebruikt in het booglasproces