


Waterstraalbewerking - Werkingsprincipe, toepassingen, voordelen
Wat is waterstraalbewerking?
Waterstraalbewerking (WJM), ook bekend als waterstraalsnijden , is een niet-traditioneel bewerkingsproces waarbij een waterstraal met hoge snelheid wordt gebruikt om materialen van het oppervlak van het werkstuk te verwijderen.
Bij dit proces worden waterstralen gebruikt, die als een apparaat in de vorm van een waterzaag werken. Hierbij wordt het water snel omhoog gebracht en op het doelwerkstuk gericht.
Het is in staat om schurende deeltjes te gebruiken die met hoge snelheid en druk zijn gemengd in waterstraalmaterialen en sommige metalen. Sommige processen gebruiken helemaal geen schuurmiddel, en deze staan bekend als pure waterstraalbewerkingsprocessen.
Dit bewerkingsproces maakt gebruik van waterdruk variërend van 200 MPa tot 400 MPa. De druk varieert afhankelijk van het werkstuk waaruit het materiaal moet worden gehaald. Dit proces is vergelijkbaar met het natuurlijke fenomeen watererosie.
Het wordt voornamelijk gebruikt om materialen te verwijderen van niet-metalen en zachte werkstukken zoals plastic, rubber en glas. Bij dit proces wordt een hogesnelheidswaterstraal gebruikt om materialen van het werkstuk te verwijderen. De basisprincipes van dit proces zijn dat de kinetische energie van de waterstraal moet worden omgezet in drukenergie om het materiaal van het werkstuk te verwijderen.
Wanneer een waterstraal in botsing komt met een werkstuk met kinetische energie, wordt de kinetische energie omgezet in drukenergie. Deze onder druk staande energie veroorzaakt spanning op het werkstuk en als gevolg daarvan zal het spanmateriaal van het werkstuk weg beginnen te bewegen.
Werkingsprincipe van waterstraalbewerking
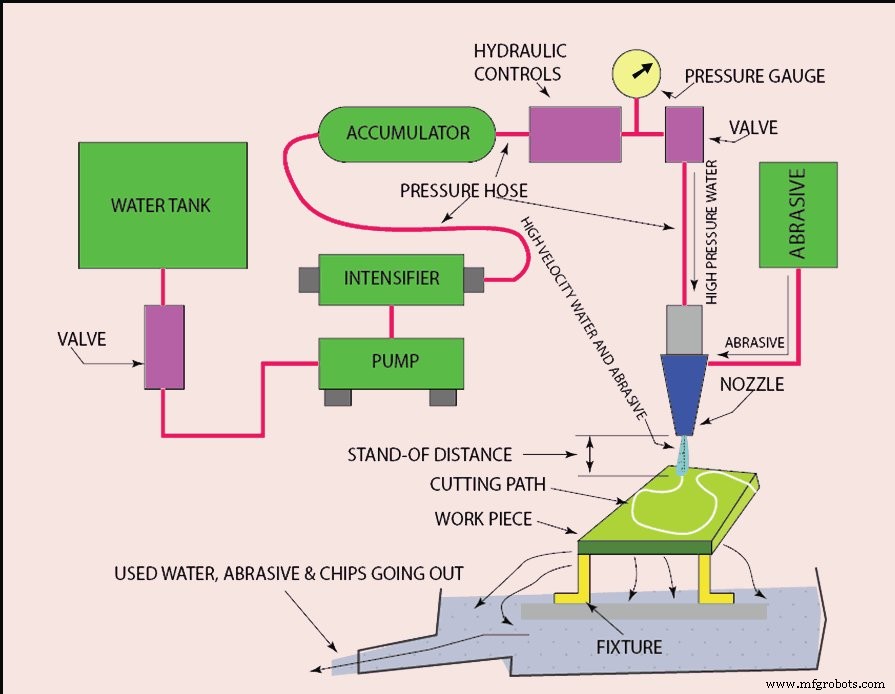
Werkingsprincipe van waterstraalbewerking is gebaseerd op watererosie . Het materiaal wordt uitgestoten wanneer een waterstraal met hoge snelheid het oppervlak raakt. Zachte materialen worden bewerkt met zuivere waterstralen. Om harde materialen te snijden, worden echter sommige schurende deeltjes gemengd met water voor bewerking, wat bekend staat als AWJM (Abrasieve waterstraalbewerking).
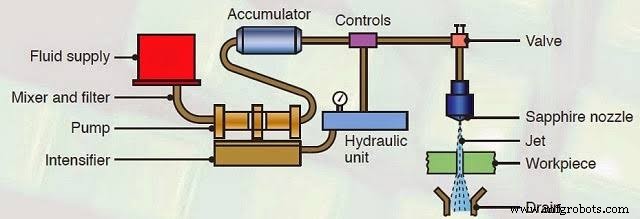
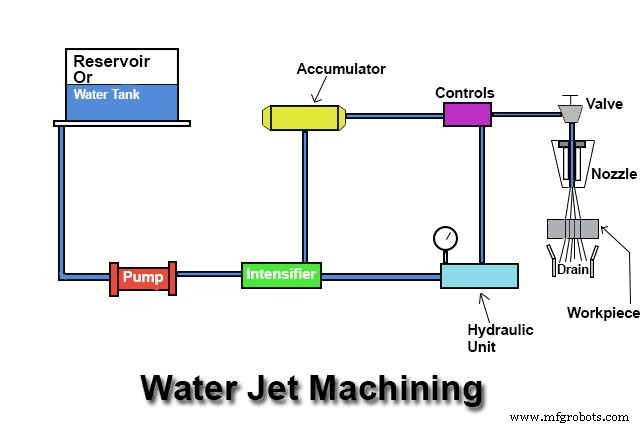
Delen van waterstraalbewerking
Het belangrijkste element in waterstraalbewerking (WJM) is een waterstraal,
1 Reservoir
Een waterreservoir wordt gebruikt voor het opslaan van water dat zal worden gebruikt tijdens het bewerkingsproces. Het reservoir bevindt zich over het algemeen iets boven de gehele opstelling.
Dit wordt gedaan om een continue en ononderbroken waterstroom te garanderen.
2. Hydraulische pomp
De hydraulische pomp wordt gevoed door een 30 kilowatt (kW) elektromotor en levert olie met een druk tot 117 bar om een heen en weer gaande plunjerpomp aan te drijven die een versterker wordt genoemd. De hydraulische pomp biedt volledige flexibiliteit voor waterstraalsnijden en reinigingstoepassingen. Het ondersteunt ook enkele of meerdere snijstations voor een hogere bewerkingsproductiviteit.
3. Hydraulische versterker
De versterker neemt het water op bij lage druk (typisch 4 bar) en verdrijft het, via een accumulator, bij hogere drukken tot 3000 tot 4000 bar . De versterker zet de energie van de hydraulische vloeistof onder lage druk om in water onder hoge druk. Het hydraulische systeem levert vloeistofkracht aan een heen en weer gaande zuiger in het middengedeelte van de versterker.
4 Accumulator
De accu handhaaft de continue stroom van het hogedrukwater en elimineert drukschommelingen. Het vertrouwt op de samendrukbaarheid van water (12 procent bij 3800 bar) om een uniforme afvoerdruk en waterstraalsnelheid te behouden, wanneer de zuiger van de versterker van richting verandert.
5. Hogedrukslang
Hogedrukslang transporteert water onder druk naar de snijkop. Typische buisdiameters zijn 6 tot 14 mm . De apparatuur maakt een flexibele beweging van de snijkop mogelijk. De snijwerking wordt handmatig of via een speciaal voor dit doel ontworpen ventiel op afstand bestuurd.
6 Spuitmond
Bij waterstraalbewerking is het een apparaat dat de drukenergie van water omzet in kinetische energie. Het mondstuk in dit geval wordt de druk van de waterstraal omgezet in een hogesnelheidsstraal waterstraal. Om erosie te voorkomen, is de punt van het mondstuk gemaakt van robijn of diamant.
7. Regelklep
Deze regelklep regelt zowel de druk als de waterstroom en stuurt deze naar de stroomregelaar. De drukenergieën worden op dit punt omgezet in kinetische energie.
8. Stroomregelaar
Een stroomregelaar regelt de waterstroom die uit de regelklep komt. Na het afstellen van de stroomregelaar, zal het water door het mondstuk stromen, waardoor de hoge druk van het water wordt omgezet in water met hoge snelheid.
9 Vanger
De vanger fungeert als een reservoir voor het verzamelen van het machinale afval dat in de waterstraal wordt meegevoerd. Bovendien vermindert het de geluidsniveaus (105 decibel (dB)) geassocieerd met de vermindering van de snelheid van de waterstraal van Mach 3 tot subsonische niveaus.
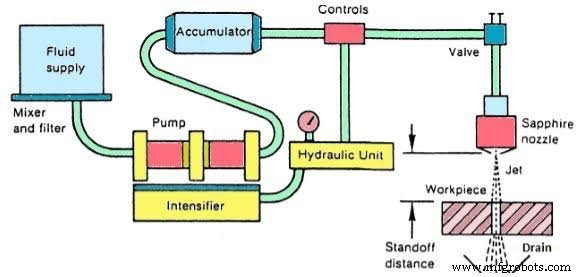
Werking van waterstraalbewerking
Eerst een pomp wordt gebruikt om water met een hoge snelheid over te brengen. Het water komt met een lage druk de versterker binnen en wordt onder een hoge druk van ongeveer 3800 bar naar de accumulator geleid. . De accumulator is een apparaat dat tijdelijk water onder hoge druk opslaat.
De accu Het water onder hoge druk wordt overgebracht naar een regelklep, die de richting van het water regelt. De regelklep zet waterdrukenergie om in kinetische energie en zet water onder hoge druk om in water met hoge snelheid, dat vervolgens naar de stroomregelaar wordt gestuurd.
De stroomregelaar regelt het debiet van het water en leidt het naar het mondstuk. De kinetische energie van het water neemt aanzienlijk toe in het mondstuk en het mondstuk produceert water met hoge snelheid.
Het water verlaat dan het gat en wordt naar het werkstuk geleid. Wanneer de waterstraal het werkstuk bereikt, wordt de kinetische energie weer omgezet in drukenergie en staat het werkstuk onder volledige druk.
Deze druk van de waterstraal zal enkele breuken veroorzaken aan het deel van het werkstuk waar de waterjetfiets zich bevindt, evenals enkele scheuren in het oppervlak van het werkstuk, en aangezien de waterstraal het oppervlak van het werkstuk blijft raken gedurende een langere periode. De scheur wordt dieper en het materiaal wordt van het werkstuk verwijderd.
Het gewonnen materiaal wordt afgevoerd door water. Nadat het materiaal is verwijderd, wordt het water dat het materiaal snijdt opgevangen voor later gebruik. Delen van de volgens dit proces gesneden spanen zullen in het materiaal in dit water aanwezig zijn. Dit water wordt opgestuurd voor verdere zuivering, of het kan tijdens het hele jetbewerkingsproces opnieuw worden samengesteld.
Voor- en nadelen van waterstraalbewerking
Voordelen
- Het heeft een snijcapaciteit in meerdere richtingen.
- Er wordt geen warmte geproduceerd.
- Snijdingen kunnen op elke locatie worden gestart zonder dat er voorgeboorde gaten nodig zijn.
- Bevochtiging van het werkstukmateriaal is minimaal.
- Er is geen doorbuiging naar de rest van het werkstuk.
- De geproduceerde braam is minimaal.
- Het gereedschap slijt niet en hoeft daarom niet te worden geslepen.
- Het proces is milieuvriendelijk.
- Gevaarlijke verontreiniging door stof in de lucht en problemen met afvalverwijdering die vaak voorkomen bij het gebruik van andere reinigingsmethoden, worden geëlimineerd.
- Er is verwerking van meerdere koppen. Eenvoudige bevestiging elimineert dure en gecompliceerde gereedschappen, wat:
verkort de doorlooptijd en verlaagt de kosten. - Slijpen en polijsten worden geëlimineerd, waardoor secundaire bewerking wordt verminderd
kosten. - De smalle snede maakt een nauw nesting mogelijk wanneer meerdere delen worden uitgesneden
een enkele blanco. - Het is ideaal voor het opruwen van materiaal voor een bijna netvorm.
- Het is ideaal voor laserreflecterende materialen zoals koper en aluminium.
- Het zorgt voor nauwkeuriger snijden van zacht materiaal.
- Het snijdt door zeer dik materiaal, zoals 383 mm in titanium en 307 mm in Inconel.
Nadelen / Beperkingen
- Het is niet geschikt voor massaproductie vanwege de hoge onderhoudsvereisten.
- De initiële kosten zijn erg hoog.
- Zeer dikke materialen kunnen met dit proces niet worden bewerkt.
- Het wordt gebruikt voor het snijden van zachtere materialen, maar AWJM KAN harder materiaal snijden voor een beperkte dikte.
Toepassingen van waterstraalbewerking
WJM wordt gebruikt op metalen, papier, stof, leer, rubber, kunststoffen, voedsel en
keramiek. Het is een veelzijdig en kosteneffectief snijproces dat kan worden gebruikt als alternatief voor traditionele bewerkingsmethoden. Het elimineert volledig door hitte beïnvloede zones, giftige dampen, opnieuw gegoten lagen, werkverharding en thermische spanningen.
Het is de meest flexibele en effectieve reinigingsoplossing die beschikbaar is voor een verscheidenheid aan industriële behoeften. In het algemeen heeft het snijvlak een gezandstraald uiterlijk. Bovendien vertonen hardere materialen een betere randafwerking. Typische oppervlakteafwerkingen variëren van 1,6 µm wortelgemiddelde (RMS) tot zeer grof, afhankelijk van de toepassing.
Toleranties liggen in het bereik van ±25 µm op dun materiaal. Zowel de geproduceerde oppervlakteruwheid als tolerantie zijn afhankelijk van de bewerkingssnelheid.
Toepassingen van WJM zijn :-
- Waterstraalbewerking wordt gebruikt voor het snijden, vormen en stroomlijnen van bewerkingen in verschillende industrieën, waaronder mijnbouw, auto's en ruimtevaart.
- Rubber, textiel, plastic, schuim, leer, composieten, tegels, stenen glazen, voedsel, metaal/papier en andere materialen worden gewoonlijk gemechaniseerd door waterstralen (WJM of AWJM).
- WJM wordt meestal gebruikt voor het snijden van zachte en gemakkelijk te bewerken materialen zoals dunne platen en folie, hout, non-ferro metaallegeringen, textiel, honingraat, plastic, polymeren, stukken leer, bevroren, enzovoort.
- AWJM wordt vaak gebruikt om materialen te bewerken die moeilijk te bewerken zijn. Het wordt gebruikt voor het bewerken van dikke platen gemaakt van staal, aluminium en andere commerciële materialen, versterkte kunststoffen, metalen matrix en keramische matrixcomposieten, gelaagde composieten, steen, glas, enzovoort.
- Naast het bewerkingsproces worden hogedrukwaterstralen gebruikt om restspanningen te verwijderen bij het verwijderen van verf, chirurgie, schoonmaken, plassen en andere toepassingen. Boren, kamerfrezen, draaien en ruimen kan ook met AWJM.
Enkele vragen met betrekking tot waterstraalbewerking
Welke producten worden gemaakt door waterstraalsnijden?
Met waterstraalsnijden kunnen bedrijven een breed scala aan onderdelen en producten maken. In elkaar grijpende hardware (bouten, tandwielen, enz.), auto-onderdelen, elektrische componenten, grote onderdelen van de lopende band en ontwerpprototypes zijn slechts enkele van de producten die ze vervaardigen met waterstraalsnijden. Waterstraalsnijden kan ook door kunstenaars worden gebruikt om geometrisch nauwkeurige en/of ingewikkelde kunstwerken te maken.
Is waterstraalsnijden duurzaam?
Waterstraalsnijden is van nature een milieuvriendelijk proces. Waterstraalsnijden vereist, in tegenstelling tot traditionele mechanische snijsystemen, geen koel- of smeeroliën. Dit elimineert de noodzaak om chemisch aangetaste chips weg te gooien. Waterjet produceert, in tegenstelling tot thermische technieken zoals plasma of laser, geen schadelijke dampen tijdens het snijproces.
Het granaatschuurmiddel is niet giftig en inert, en omdat er tijdens het snijproces heel weinig metaal wordt verwijderd, gaat er heel weinig echt metaal verloren. Dit houdt de impact op het milieu vrij minimaal.
Hoe nauwkeurig is een waterstraalsnijder?
Flow waterjets kunnen producten produceren met extreem krappe toleranties; sommige systemen kunnen toleranties bereiken van slechts 0,001″. (0,025 mm). Onderdeeltoleranties voor waterstraalbewerking variëren doorgaans van 0,003″ tot 0,005″ van een inch. Voor materialen die dikker zijn dan 1 inch, zullen de machines onderdelen maken met toleranties van 0,005 tot 0,100 inch (0,12 tot 2,5 mm).
Vanwege verschillen in technologie, zoals besturing en machinestructuur, verschillen de toleranties sterk per fabrikant.
Hoeveel druk heeft een waterstraalsnijder?
Waterstraalsnijdrukken variëren typisch van 50.000 tot 60.000 PSI. Veel nieuwere systemen worden onder druk gezet tot 90.000 pond per vierkante inch. Het water wordt vervolgens afgevoerd via een kleine opening die is bewerkt tot een diamant of saffier, die normaal gesproken tussen de 5 en 15 duizendste van een inch in diameter is. De waterstroom die het resultaat is, is supersonisch, wat betekent dat het sneller reist dan de snelheid van het geluid. Gelukkig is de stroomsnelheid relatief laag, ongeveer 1/2 gallon per minuut.
Wat zijn enkele veiligheidskwesties met betrekking tot waterstraalsnijden?
De waterstraal die door de huid dringt, geraakt wordt door rondvliegend puin en wordt blootgesteld aan lawaai zijn allemaal veelvoorkomende gevaren en zorgen bij het machinaal bewerken van waterstralen. Werken in besloten ruimten, valrisico's, ademhalings- en ooggevaren, elektrische schokken en mogelijke blootstelling aan gevaarlijke stoffen zijn allemaal risico's die verband houden met waterstralen onder hoge druk.
Meerkeuzevragen over waterstraalbewerking
V. Wat is het belangrijkste element van waterstraalbewerking voor materiaalverwijdering?
a) Gereedschapshouder
b) Werkstuk
c) Waterstraal
d) Stroombron:
Antwoord: c
Uitleg: Waterstraal is degene die wordt gebruikt om het werkstuk te snijden en materiaal te verwijderen.
V. Welke van de volgende maakt geen deel uit van het bewerkingssysteem van waterstraalbewerking?
a) Omvormer
b) Accumulator
c) Straalsnijdend mondstuk
d) Hydraulische pomp
Antwoord: a
Uitleg: Transducer maakt geen deel uit van Waterstraalbewerking en andere componenten vallen onder WJM.
V. Wat is de snelheid van de waterstraalstroom bij waterstraalbewerking?
a) 100 m/sec
b) 300 m/sec
c) 700 m/sec
d) 900 m/sec
Antwoord: d
Uitleg:De snelheid van de waterstraalstroom die wordt gebruikt bij het bewerken van waterstralen is ongeveer 900 m/sec.
V. Welk type materialen kan niet worden bewerkt met Abrasive jet-bewerking?
a) Zachte materialen
b) Harde materialen
c) Moeilijk te bewerken materialen
d) Geen van de genoemde
Antwoord: a
Uitleg:Zachte materialen zoals candybars, dun naaldhout enz. kunnen niet met AJM worden bewerkt.
Vaak Gestelde vragen
Waterstraalbewerking wordt ook wel
. genoemdWater Jet Machining (WJM) ook wel waterstraalsnijden genoemd. Het wordt gedefinieerd als een niet-traditioneel bewerkingsproces waarbij een waterstraal met hoge snelheid wordt gebruikt om materialen van het oppervlak van het werkstuk te verwijderen. WJM kan worden gebruikt om zachtere materialen zoals plastic, rubber of hout te snijden.
Hoe wordt het materiaal verwijderd bij schurende Jet Machining
Bij het machinaal bewerken met straalstralen wordt een gerichte stroom van schurende deeltjes, gedragen door lucht of gas onder hoge druk, gemaakt om via een mondstuk op het werkoppervlak te botsen en het werkmateriaal wordt verwijderd door erosie door schurende deeltjes met hoge snelheid .
Waar is waterstraalbewerking van toepassing
Het WJM-proces is met succes toegepast voor verschillende bewerkingen zoals snijden, boren, ontbramen en draadstrippen, enz. Het is ook toegepast op het gebied van oppervlaktetechniek zoals oppervlaktebehandeling, reiniging, textureren en afwerken, enz.
Welke industrieën gebruiken waterstraalsnijders?
Werkwinkels
Onderwijs
Lucht- en ruimtevaart
Voedselverwerkingsapparatuur
Testen
Metal Service Center
Wie heeft waterstraalsnijden uitgevonden?
Dr. Norman Franz
Industriële technologie
- Wat is 3D-printen? Werkingsprincipe | Soorten | Toepassingen
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking - onderdelen, werkingsprincipe, toepassing
- Ultrasoon bewerkingsproces - werkingsprincipe van onderdelen, voordelen:
- Schurende waterstraalbewerking en -snijden
- Ultrasoon bewerkingsproces, werkprincipes en voordelen:
- Delrin bewerken:tips, voordelen en toepassingen
- PEEK verspanen:tips, voordelen &toepassingen