


Fanuc CNC direct programmeren van profiel (hoeken en ronde hoeken) Voorbeeld
Inzenden door:BEATA
Samenvatting
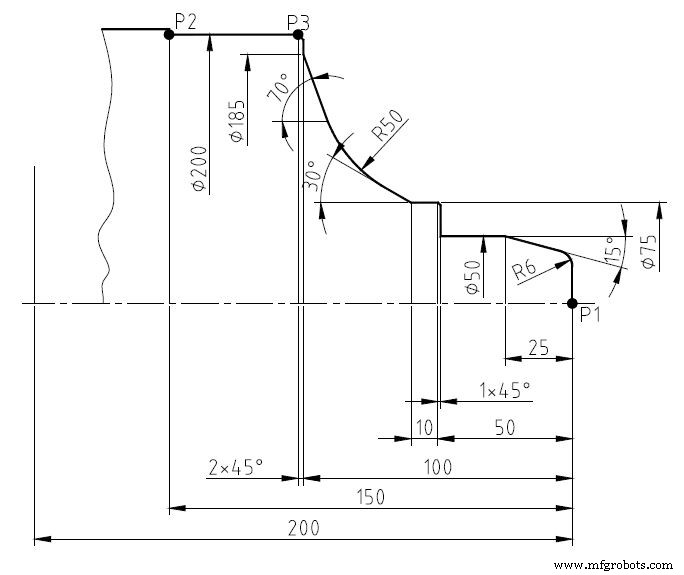
Voorbeeld van een CNC-programma om te laten zien hoe rechtstreeks hoeken kunnen worden opgegeven in een cnc-programma
Tekening/Afbeelding
CNC-programma
O0012; N10 G10 P0 Z-200; N20 T303; (PROFILING) N30 G50 S2200; N40 G96 G99 S230 F0.12 M4 M8 M200; N50 G0 X0 Z3; N60 G1 Z0 ; (P1) N70 ,A90 R6; (FIRST ANGLE) N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°) N90 ,A180 N100 X75 Z-49 ,A90 ,C1; N110 Z-60; N120 ,A150 R50; (A150 comes from 180°-30°=150°) N130 X185 Z-100 ,A110; (A110 comes from 180°-70°=110°) N140 ,A90 ,C2; N150 X200 Z-150 ,A180; (P2) N160 G0 X250 Z200 M30;
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- Fanuc CNC-programmavoorbeeld
- CNC draaibank programmeervoorbeeld
- Fanuc G21 Meten in millimeter met CNC-draaibank Programmeervoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode