


Circulaire interpolatieprogrammering Voorbeeld 1
Dit programmeervoorbeeld voor circulaire interpolatie laat zien wat circulaire interpolatie is en hoe u dit programmeert.
Voordat u deze oefening doorneemt, moet u eerst Circulaire interpolatieconcepten en programmering lezen artikelen (zie hieronder). Na het lezen van artikelen zult u zich op uw gemak voelen om dit voorbeeld te begrijpen als een heel eenvoudig en basiswerk.
Circulaire interpolatieconcepten en programmeerartikelen
Circulaire interpolatieprogrammering Voorbeeld 1 (gebruik van R)
Voorbeeld van programmering van circulaire interpolatie
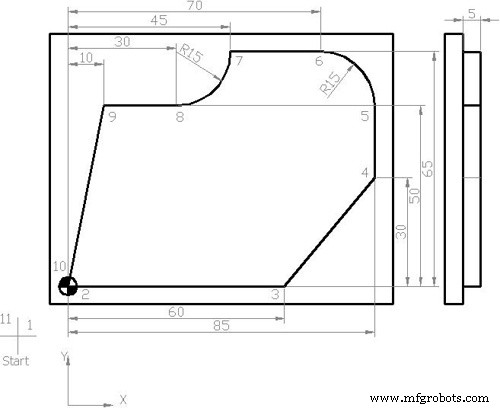
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 (Liner motion) N40 X60 Y0 (Liner motion) N45 X85 Y30 (Liner motion) N50 X85 Y50 (Liner motion) N55 G03 X70 Y65 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X45 Y65 (Liner motion) N65 G02 X30 Y50 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X10 Y50 (Liner motion) N75 X0 Y0 (Liner motion) N80 G40 X-20 Y-20 N85 G00 Z50 M09 N90 Y100 N95 M30
Afgewerkt onderdeel
Na voltooiing van het bewerkingsproces ziet uw taak er als volgt uit.
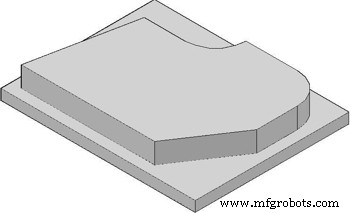
Bewerkt onderdeel
Uitleg van CNC-programma
In dit cnc-programmablok nr. N35 tot N50 (punten 2-3, 3-4, 4-5) zijn in rechte beweging (lineaire interpolatie) en daarvoor hebben we de CNC G-code G01 (lineaire interpolatie) voorgesteld,
Punt 5-6 is niet mogelijk met G01-code omdat het gereedschap niet rechtdoor gaat, het gereedschap beweegt in een cirkel, hiervoor hebben cnc-machinisten circulaire interpolatiecodes G02/G03.
Voordat ze G02/G03 G-code cnc gebruiken machinisten moeten de exacte waarden kennen van
(1) Eindpunt
(2) Straal tussen start- en eindpunten.
Dus de vereiste waarden bij punt 6 zijn
(1) X=70, Y=65 (als eindpunt)
(2) R=15 (als straal).
Na het verkrijgen van deze informatie zijn we nu in de positie om de CNC-programmablokcode te schrijven voor punt 5 tot en met 6.
Eerste cirkelvormige beweging G02-G03, tweede is eindpunt X, Y-waarden en de derde is R (straal), op deze manier kunnen we onze vereiste resultaten bereiken.
Punt 6-7 is weer lineair en punt 7-8 is cirkelvormige beweging, dus doe hetzelfde als hierboven vermeld, maar controleer voordat u de code schrijft de bewegingsrichting of deze met de klok mee of tegen de klok in is, en deze beweging is met de klok mee, dus gebruik de code G02.
Daarna zijn de andere punten lineaire bewegingen.
Programma voor incrementeel dimensioneringssysteem
Hier is hetzelfde cnc-programma maar met G91 Incremental Dimensioning System.
N35 G42 X0 Y0 M08 (Liner motion) N40 G91 X60 Y0 (Liner motion) N45 X25 Y30 (Liner motion) N50 X0 Y20 (Liner motion) N55 G03 X-15 Y15 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X-25 Y0 (Liner motion) N65 G02 X-15 Y-15 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X-20 Y0 (Liner motion) N75 X-10 Y-50 (Liner motion)
Uitleg van CNC G-Code/M-Code/S, F, D
G00:ijlgang.
G54:nulpuntverschuiving nr. 1.
G64 :Ononderbroken baanmodus.
G90 :Absoluut dimensioneringssysteem.
G17 :Selectie X-Y-plan.
G42 :Activering freesradiuscompensatie (beweging rechts)
G40:freesradiuscompensatie gedeactiveerd
G02:circulaire interpolatie met de klok mee
G03:circulaire interpolatie tegen de klok in (tegen de klok in)
S:spiltoerental
F:as bewegingstoevoer
M:beweging van de frees (3=rechtsom, 4=linksom)
D:gereedschapsnr.
M08:koelvloeistof aan
M09:koelvloeistof uit
M30 :Einde van het hoofdprogramma
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- CNC-bewerkingscentrum programmeervoorbeeld
- CNC Frezen Circulaire Interpolatie G02 G03 G-Code Programma Voorbeeld
- Din 66025 NC-programmeercodes
- Voorbeeld van draad-EDM-programmering