


Bewerkingsstrategie voor enkele fluitfrees

Deze blog over bewerkingsstrategie is gebaseerd op de Single Flute End Mill Webinar die ik deed met een Applications Project Manager hier bij DATRON. De video van dat webinar staat hieronder, evenals het deel dat is gefreesd met de strategieën die hierin worden beschreven. Het doel van zowel het webinar als dit bericht is om te bewijzen dat de vingerfrees met enkele fluit echt een "nuts"-snijgereedschap is dat in de gereedschapskist van elke machinist zou moeten zitten, ongeacht of ze een conventionele VMC zoals een Haas of een hoge snelheid gebruiken bewerkingscentrum als een DATRON. Daartoe werd de live-freesdemonstratie als onderdeel van het webinar uitgevoerd met 15.000 RPM om de resultaten na te bootsen die u zou kunnen krijgen met een conventionele VMC, en ook met 35.000 RPM om de resultaten te tonen die u kunt verwachten met een hogesnelheidsfrees machine. Het was NIET de bedoeling om conventionele bewerking te vergelijken met bewerking op hoge snelheid, maar om de enkele groef te presenteren als een levensvatbaar en ideaal gereedschap voor beide soorten freesmachines.
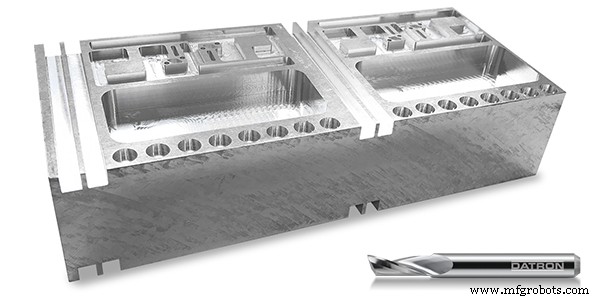
Aan het einde van de video hierboven kun je de freesstrategieën zien die in deze blog worden beschreven en die worden gebruikt in een live freesdemonstratie die dit aluminium onderdeel heeft geproduceerd.
Bewerkingsstrategie – Slotting:
Gereedschap p/n:0068806A
Gereedschapstype:6 mm dia. enkele fluit, 4-in-1
Snijbreedte:100% (6 mm/0,236″)
Snijdiepte:0,0787″ per pas
Chipbelasting:0,0063″
@ 15.000 RPM:94,5 inch/min. invoer
@ 35.000 RPM:220 inch/min invoer
Bewerkingsstrategie – Instaphoek:
Gereedschap p/n:0068806A
Gereedschapstype:6 mm dia. enkele fluit, 4-in-1
Snijbreedte:100% (6 mm/0,245″)
Totale diepte:0,118″
Inloophoeken:5, 15, 25, 90
Chipbelasting:0,0007″ – 0,0027″
@ 15.000 RPM:10-40 inch/min.
@ 35.000 tpm:invoer van 25 – 95 inch/min
Bewerkingsstrategie – Pocketing (adaptieve clearing)
Gereedschap p/n:006803A
Gereedschapstype:3 mm dia. enkele fluit, 4-in-1
Snijbreedte:15% (0,45 mm / 0,0177″)
Snijdiepte:0,118″
Chipbelasting:0,0035″
@ 15.000 RPM:53,15 inch/min. invoer
@ 38.000 RPM:133 inch/min. invoer
Bewerkingsstrategie – Pocketing (traditioneel)
Gereedschap p/n:0068803A
Gereedschapstype:6 mm dia. enkele fluit, 4-in-1
Snijbreedte:50% (1,5 mm / 0,059 ")
Snijdiepte:0,039 "per pas"
Chipbelasting:0,0047″
@ 15.000 RPM:70,87 inch/min. invoer
@ 38.000 RPM:178,6 inch/min. invoer
Bewerkingsstrategie – Hellingfrezen met kleine diameter
Gereedschap p/n:0068415E
Gereedschapstype:1,5 mm dia. enkele fluit, standaard
Snijbreedte:100% (1,5 mm / 0,059 ")
Snijdiepte:0,015″ per pas
Chipbelasting:0.0007″ – 0.0013″
@ 15.000 RPM:10 – 20 inch/min.
@ 39.000 RPM:29 – 50 inch/min invoer
Bewerkingsstrategie - Adaptieve clearing in beide richtingen
Gereedschap p/n:0068810A
Gereedschapstype:10 mm dia. enkele fluit, 4-in-1
Snijbreedte:15% (1,5 mm / 0,059 ")
Snijdiepte:10 mm / 0,393″
Chipbelasting:0,0071″
@ 15.000 RPM:106,3 inch/min. invoer
@ 32.000 tpm:invoer van 227 inch/min
CNC machine
- Hoe gebruik je een houtdraaibank voor beginners?
- Gids voor het oplossen van problemen met frees en frezen
- Tips voor het bewerken van kleverige materialen
- Aluminium aanvallen:een bewerkingsgids
- 8 manieren waarop u uw frees doodt
- Waarom fluiten tellen ertoe doet
- Resultaten optimaliseren tijdens het bewerken met miniatuur frezen
- Hoe u de levensduur van uw frees kunt verlengen?
- Wat zijn de verschillende gereedschapspadstrategieën voor het optimaliseren van CNC-bewerkingen?
- 7 onmisbare gereedschapscoatings voor hoogwaardige bewerkingen
- 8 Must-Know-tactieken voor medische precisiebewerkingen