


8 manieren waarop u uw frees doodt
Te snel of te langzaam draaien kan de levensduur van het gereedschap beïnvloeden
Het bepalen van de juiste snelheden en voedingen voor uw gereedschap en bewerking kan een ingewikkeld proces zijn, maar het begrijpen van de ideale snelheid (RPM) is noodzakelijk voordat u uw machine gaat gebruiken om een goede standtijd te garanderen. Een te snel draaien van een gereedschap kan een suboptimale spaangrootte of zelfs een catastrofale gereedschapsstoring veroorzaken. Omgekeerd kan een laag toerental resulteren in doorbuiging, slechte afwerking of gewoon verminderde verspaningssnelheden. Als u niet zeker weet wat het ideale toerental voor uw klus is, neem dan contact op met de fabrikant van het gereedschap.
Te weinig of te veel voeren
Een ander kritisch aspect van snelheden en voedingen, de beste voedingssnelheid voor een job varieert aanzienlijk per gereedschapstype en werkstukmateriaal. Als u uw gereedschap met een te lage voedingssnelheid laat lopen, loopt u het risico om spanen opnieuw te snijden en de gereedschapsslijtage te versnellen. Als u uw gereedschap met een te hoge voedingssnelheid laat lopen, kunt u gereedschapsbreuken veroorzaken. Dit geldt vooral voor miniatuurgereedschappen.
Traditioneel voorbewerken gebruiken

Hoewel traditioneel voorbewerken soms noodzakelijk of optimaal is, is het over het algemeen inferieur aan High Efficiency Milling (HEM). HEM is een voorbewerkingstechniek die een lagere radiale snedediepte (RDOC) en een hogere axiale snedediepte (ADOC) gebruikt. Dit verdeelt slijtage gelijkmatig over de snijkant, voert warmte af en vermindert de kans op gereedschapsbreuk. Naast het drastisch verlengen van de standtijd, kan HEM ook een betere afwerking en een hogere verspaningssnelheid produceren, waardoor het een algehele efficiëntieverbetering voor uw werkplaats is.
Onjuiste gereedschapshouder gebruiken en het effect op de standtijd
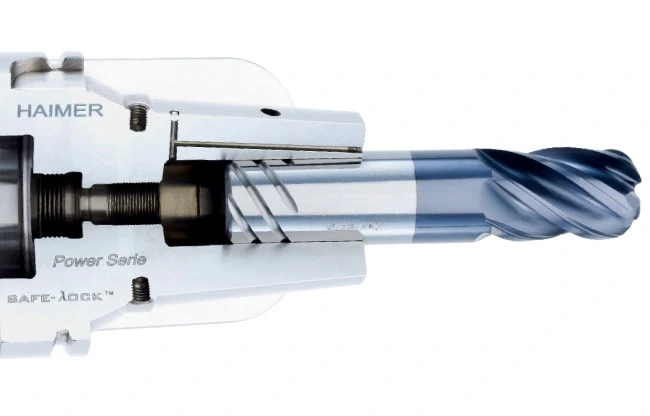
Juiste bedrijfsparameters hebben minder invloed in situaties waarin het gereedschap niet optimaal wordt vastgehouden. Een slechte verbinding tussen machine en gereedschap kan leiden tot uitloop van het gereedschap, uittrekken en afgedankte onderdelen. Over het algemeen geldt dat hoe meer contactpunten een gereedschapshouder heeft met de schacht van het gereedschap, hoe veiliger de verbinding is. Hydraulische en krimpende gereedschapshouders bieden betere prestaties dan mechanische aanhaalmethoden, evenals bepaalde schachtaanpassingen, zoals Helical's ToughGRIP-schachten en de Haimer Safe-Lock™.
Variabele helix/pitch-geometrie niet gebruiken
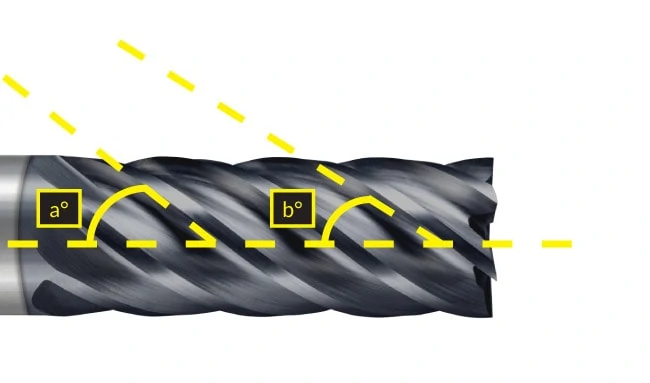
Een kenmerk van een verscheidenheid aan hoogwaardige vingerfrezen, variabele helix of variabele spoed, geometrie is een subtiele wijziging van de standaard vingerfreesgeometrie. Deze geometrische eigenschap zorgt ervoor dat de tijdsintervallen tussen snijkantcontact met het werkstuk worden gevarieerd, in plaats van gelijktijdig met elke gereedschapsrotatie. Deze variatie minimaliseert chatter door harmonischen te verminderen, wat de standtijd verlengt en superieure resultaten oplevert.
Het kiezen van de verkeerde coating kan slijtage van de levensduur van het gereedschap veroorzaken

Ondanks dat het iets duurder is, kan een gereedschap met een coating die is geoptimaliseerd voor uw werkstukmateriaal het verschil maken. Veel coatings verhogen de smering, waardoor de natuurlijke slijtage van het gereedschap wordt vertraagd, terwijl andere de hardheid en slijtvastheid verhogen. Niet alle coatings zijn echter geschikt voor alle materialen en het verschil is het duidelijkst in ferro- en non-ferromaterialen. Een aluminium-titaniumnitride (AlTiN)-coating verhoogt bijvoorbeeld de hardheid en temperatuurbestendigheid in ferromaterialen, maar heeft een hoge affiniteit met aluminium, waardoor het werkstuk aan het snijgereedschap hecht. Een coating van titaniumdiboride (TiB2) heeft daarentegen een extreem lage affiniteit met aluminium en voorkomt snijkantopbouw en spaanpakking en verlengt de standtijd.
Een lange snijlengte gebruiken
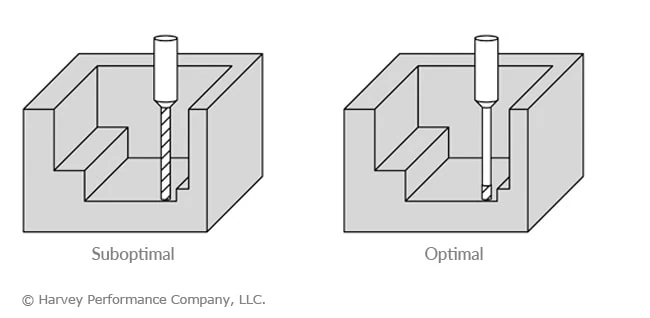
Hoewel een lange zaagsnede (LOC) voor sommige klussen absoluut noodzakelijk is, vooral bij nabewerkingen, vermindert het de stijfheid en sterkte van het snijgereedschap. Als algemene regel geldt dat de LOC van een gereedschap slechts zo lang moet zijn als nodig is om ervoor te zorgen dat het gereedschap zoveel mogelijk van zijn oorspronkelijke substraat behoudt. Hoe langer de LOC van een gereedschap, hoe gevoeliger het wordt voor doorbuiging, wat op zijn beurt de effectieve standtijd van het gereedschap verkort en de kans op breuk vergroot.
Gratis bron:download vandaag nog de handleiding voor hoogrenderend frezen (HEM) van meer dan 50 pagina's
De verkeerde fluittelling kiezen
Hoe eenvoudig het ook lijkt, het aantal fluiten van een gereedschap heeft een directe en opmerkelijke invloed op de prestaties en werkingsparameters. Een gereedschap met een laag aantal groeven (2 tot 3) heeft grotere groefdalen en een kleinere kern. Net als bij LOC geldt:hoe minder substraat er op een snijgereedschap achterblijft, hoe zwakker en minder stijf het is. Een stuk gereedschap met een hoog aantal fluiten (5 of hoger) heeft natuurlijk een grotere kern. Hoge fluittellingen zijn echter niet altijd beter. Lagere groeven worden doorgaans gebruikt in aluminium en non-ferro materialen, deels omdat de zachtheid van deze materialen meer flexibiliteit mogelijk maakt voor hogere metaalverwijderingssnelheden, maar ook vanwege de eigenschappen van hun spanen. Non-ferro materialen produceren doorgaans langere, draderige spanen en een lager aantal spaangroeven helpt het opnieuw afsnijden van spanen te verminderen. Gereedschappen met een hoger aantal groeven zijn meestal nodig voor hardere ijzerhoudende materialen, zowel vanwege hun verhoogde sterkte als omdat het opnieuw afsnijden van de spanen minder belangrijk is, aangezien deze materialen vaak veel kleinere spanen produceren.
CNC machine
- Fiix mobiele app:een hulpmiddel om het leven van uw team gemakkelijker te maken
- 3 manieren om de levensduur van uw CNC-machine te verlengen
- 4 belangrijke tekenen dat uw motor het einde van zijn levensduur bereikt
- 5 manieren om uw plaatwerkonderdelen te verbeteren
- 5 manieren om uw metalen onderdelen corrosiebestendig te maken
- 5 manieren om de levensduur van het gereedschap te verlengen en de productiviteit te verhogen
- Praktische tips om de levensduur van uw stoten te verlengen
- Manieren om de levensduur van Punch te vergroten
- 5 effectieve manieren om de levensduur van ponsgereedschappen te verlengen
- Wat u moet weten over de wisselplaatfrees
- Drie manieren waarop je lucht niet zo fris is als je denkt