


Selectie van geschikte inzetstukken voor bewerkingsgereedschap voor CNC-aluminiumonderdelen
Aluminium is ruimschoots beschikbaar en geschikt voor gebruik in diverse industrieën. Het non-ferro metaal dat gemakkelijk te bewerken is, heeft de gewenste structurele en chemische eigenschappen die het tot een materiaal bij uitstek maken voor verschillende toepassingen. Omdat het een lichtgewicht en minder dicht materiaal is, kan het bewerken van aluminium onderdelen een uitdagende taak zijn.
Integendeel, deze eigenschappen maken aluminium een perfect materiaal voor snelle prototyping en massaproductie met behulp van CNC-machines. De bewerkbaarheid van verschillende kwaliteiten aluminium onderdelen (gegoten of gesmeed) hangt af van de efficiëntie van CNC-machines en de bijbehorende gereedschappen. Dankzij de hoge bewerkbaarheid kunnen productieteams de kosten compenseren door middel van gestructureerde massaproductiestrategieën.
Maximale productiviteit van CNC-aluminiumonderdelen kan worden bereikt door de software voor specifieke CNC-machines te optimaliseren, gereedschapsindexering te automatiseren en de juiste dimensionering van CNC-spindels. De eenvoudigste manier voor productieteams om de kwaliteit van CNC-aluminium onderdelen te verbeteren, is de selectie van de juiste bewerkingsgereedschappen en/of gereedschapsinzetstukken.
Hoe selecteert u een bewerkingswisselplaat voor CNC aluminium onderdelen?
Wisselplaten verwijzen naar de verwijderbare snijranden die op het lichaam van het snijgereedschap worden geschroefd dat op een CNC-machinegereedschappen moet worden geklemd. Inzetstukken kunnen met schroeven of geschikte lijmen op het gereedschap worden geklemd. Ze worden vaak gebruikt bij de bewerking voor snelle prototyping en massaproductie van CNC-aluminiumonderdelen. Wisselplaten zijn meer geschikt voor het bewerken van grotere diameters van aluminium onderdelen, kunnen grotere voedingen aan en kunnen diepere sneden aan.

Geometrieën invoegen
Het uiteindelijke doel van verspanen is het produceren van optimale onderdelen die voldoen aan het ontwerp of klantspecifieke eisen. De specificaties kunnen de vorm hebben van onderdeeldikte, draagvermogen en afmetingen. CNC-machines zijn in staat om aluminium onderdelen van verschillende afmetingen en vormen te verwerken door middel van effectieve gereedschapsvolgorde en manipulatie. Verhoogde productie vereist het gebruik van indexeerbare snijgereedschappen. Met dergelijke gereedschappen kunnen de operators gereedschapsinzetstukken wijzigen wanneer dat nodig is, waardoor meerdere en geautomatiseerde bewerkingen op de aluminium onderdelen mogelijk zijn. CNC-gereedschapsinzetstukken hebben verschillende snijkanten die kunnen worden gebruikt voor nabehandelingen zoals polijsten en slijpen van aluminium onderdelen. De prestatie van een gereedschapswisselplaat in een bewerkingsomgeving voor CNC aluminium onderdelen is afhankelijk van de wisselplaatvorm, reliëfhoek en spaanhoek.
Vorm in
Gereedschappen voor CNC aluminium onderdelen hebben specifieke geometrieën die de kwaliteit van het eindproduct beïnvloeden. De wisselplaten zijn verkrijgbaar in verschillende vormen die passen op specifieke CNC-gereedschapshouders. Gereedschapsinzetstukken voor aluminium zijn verkrijgbaar in vormen zoals diamant, rond, driehoekig en vierkant. Een betere onderdeelkwaliteit kan worden bereikt door een scherp gehoekte wisselplaat te gebruiken. Bijvoorbeeld een 30 o -35 o gereedschapsinzet heeft de voorkeur voor snelle oppervlaktebewerking van een gesmeed aluminium onderdeel. Het gebruik van een ruitvormig inzetstuk voor het draaien van gesmeed aluminium resulteert in een hoogwaardige oppervlakteafwerking.
CNC-bewerking van gegoten aluminium onderdelen vereist daarentegen dat de operators ronde inzetstukken gebruiken voor een betere kwaliteit. Gegoten aluminium is aan de buitenkant ruwer; het gebruik van scherpe gereedschappen voor hun bewerking resulteert in een slechte oppervlakteafwerking. Vormen van gereedschapswisselplaten zijn van invloed op CNC-parameters zoals voedingssnelheden, snedediepte en gereedschapsspelingen. Scherpere vormen vereisen kleinere voedingen en grotere gereedschapsspelingen.
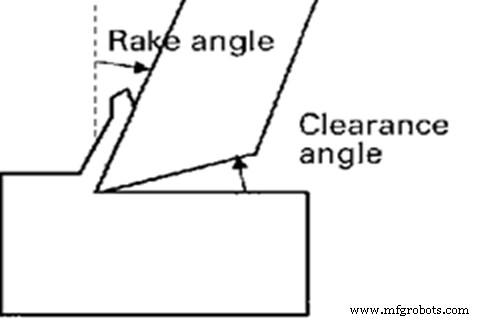
Harkhoek en naderingshoek
De hellingshoek is de hoek tussen de punt van het snijgereedschap ten opzichte van het werkstuk dat op een CNC-machine is geklemd. De hoek kan positief of negatief zijn, afhankelijk van de positie van de gereedschapswisselplaat. Bij het bewerken van aluminium onderdelen wordt een positieve spaanhoek aanbevolen. Aangezien aluminium een zacht materiaal is, moet de snijweerstand in alle productiecirkels worden geminimaliseerd.
Spaan hoopt zich op rond het gereedschap, terwijl het bewerken van een aluminium onderdeel evenzeer de kwaliteit van het eindproduct belemmert. Een positieve spaanhoek zorgt voor een effectieve spaanafvoer. Een positieve spaanhoek draagt bij aan temperatuurbeheersing door de snijtemperatuur te verlagen. Deze factor biedt een ruime bewerkingsomgeving voor de aluminium onderdelen en verbetert de levensduur van de gereedschapswisselplaat.
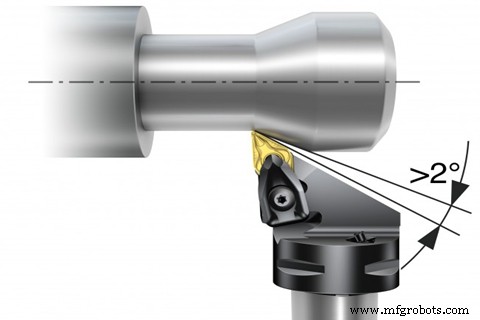
Freesbewerkingen zijn niet afhankelijk van de spaanhoek. Bij het frezen van CNC-aluminiumonderdelen definieert de naderingshoek de relatie tussen het onderdeel en de positie van het gereedschap op de CNC-gereedschappen. Door de bewerkbaarheid van aluminium is een 90 o naderingshoek wordt aangenomen. Dankzij de naderingshoek kan de operator verschillende freesprocedures op het aluminium onderdeel uitvoeren, waaronder vlakfrezen, sleuffrezen en hoekfrezen.
Reliefhoek
Dit is een andere parameter die de relatie definieert tussen een gereedschap en een werkstuk dat op een CNC-machine is geklemd. De relatie wordt gedefinieerd met de gereedschapsinzet als referentiepunt. Net als de hellingshoek is de reliëfhoek positief of negatief.
Bij de bewerking van CNC-aluminiumonderdelen, hetzij voor snelle prototyping of massaproductie, is het raadzaam om een positieve reliëfhoek aan te nemen. Door het gebruik van indexeerbare gereedschapsinzetstukken kunnen de operators de ontlasthoeken wijzigen. Reliëfhoeken tussen 20 o en 30 o zorgen voor een betere oppervlakteafwerking van aluminium onderdelen.
Aluminium Spaanbrekers
Hogesnelheidsbewerking van aluminium onderdelen kan worden belemmerd door de ophoping van aluminiumspanen. Vaak zijn de spanen plakkerig van aard en kunnen ze een uitdaging vormen bij het beheren van de bewerkingsruimte op het CNC-oppervlak. Het ontwerp van spaanbrekers voor gebruik in CNC-machines is sterk afhankelijk van de hellings- en reliëfhoeken.
Bij massaproductie van CNC aluminium onderdelen wordt een scherpe en bredere spaanbreker aanbevolen. Een bredere spaanbreker maakt het mogelijk om spaanders van verschillende groottes te verwijderen. Sporen van spanen bij bewerkingen met hoge snelheid op aluminium onderdelen beïnvloeden de algehele productkwaliteit. Bewerkingen zoals kotteren en boren vereisen een bijna perfecte verwijdering van spanen van de rand van het snijgereedschap en het bewerkte oppervlak.
Een enorme ophoping van aluminiumspanen op het oppervlak van het onderdeel resulteert niet alleen in een slechte oppervlakteafwerking, maar resulteert ook in een kortere levensduur van CNC-gereedschappen.
Technische problemen in verband met wisselplaten voor het machinaal bewerken van CNC aluminium onderdelen
Het meest voor de hand liggende probleem met gereedschapsinzetstukken die worden gebruikt voor het bewerken van CNC-aluminium is geïdentificeerd als de opgebouwde snijkant. Dit gebeurt wanneer het te bewerken metaal zich ophoopt in de richting van het hark-/snijvlak van het inzetstuk van het gereedschap. De opbouw verzwakt de snijkant van het gereedschap, resulteert in een slechte oppervlakteafwerking en vermindert de levensduur van het snijgereedschap aanzienlijk. Het probleem kan worden verholpen door scherpere gereedschappen te gebruiken, de juiste CNC-bewerkingssnelheden toe te passen en geschikte koelvloeistof te gebruiken op de te bewerken oppervlakken.
Het verwijderen van spanen is meestal langzamer bij het gebruik van afgeronde gereedschappen voor het op hoge snelheid bewerken van CNC-aluminium onderdelen. Het probleem kan worden verholpen door een effectieve spaanbreker te gebruiken met opvangoppervlakken met voldoende vrije ruimte.
CNC machine
- Gereedschapsafbuiging bij CNC-bewerking
- Materiaalkeuzegids voor CNC-bewerking
- Soorten oppervlakteafwerkingen voor CNC-bewerking
- Onderdelen ontwerpen voor CNC-bewerking?
- Hoe een betrouwbare CNC-bewerkingswinkel voor CNC-onderdelen te kiezen?
- CNC verspanen van aangepaste onderdelen
- CNC-bewerking van grote onderdelen
- CNC-bewerking voor keramiek
- Hoe maak je nauwe toleranties cnc-bewerkingsonderdelen?
- Tips voor CNC-bewerking van titanium:ruimtevaart en meer
- Aluminium vinden voor CNC-bewerking