


Resultaten optimaliseren tijdens het bewerken met miniatuur frezen
De verspanende industrie beschouwt microbewerkingen en miniatuurvingers over het algemeen als elke vingerfrees met een diameter van minder dan 1/8 inch. Dit is ook vaak het punt waar toleranties binnen een strakker raam moeten worden gehouden. Omdat de diameter van een gereedschap direct gerelateerd is aan de sterkte van een gereedschap, zijn miniatuur vingerfrezen aanzienlijk zwakker dan hun grotere tegenhangers, en daarom moet rekening worden gehouden met een gebrek aan sterkte bij microbewerking. Als u deze tools in een zich herhalende toepassing gebruikt, is optimalisatie van dit proces essentieel.
Belangrijkste snijverschillen tussen conventionele en miniatuur vingerfrezen
Runout
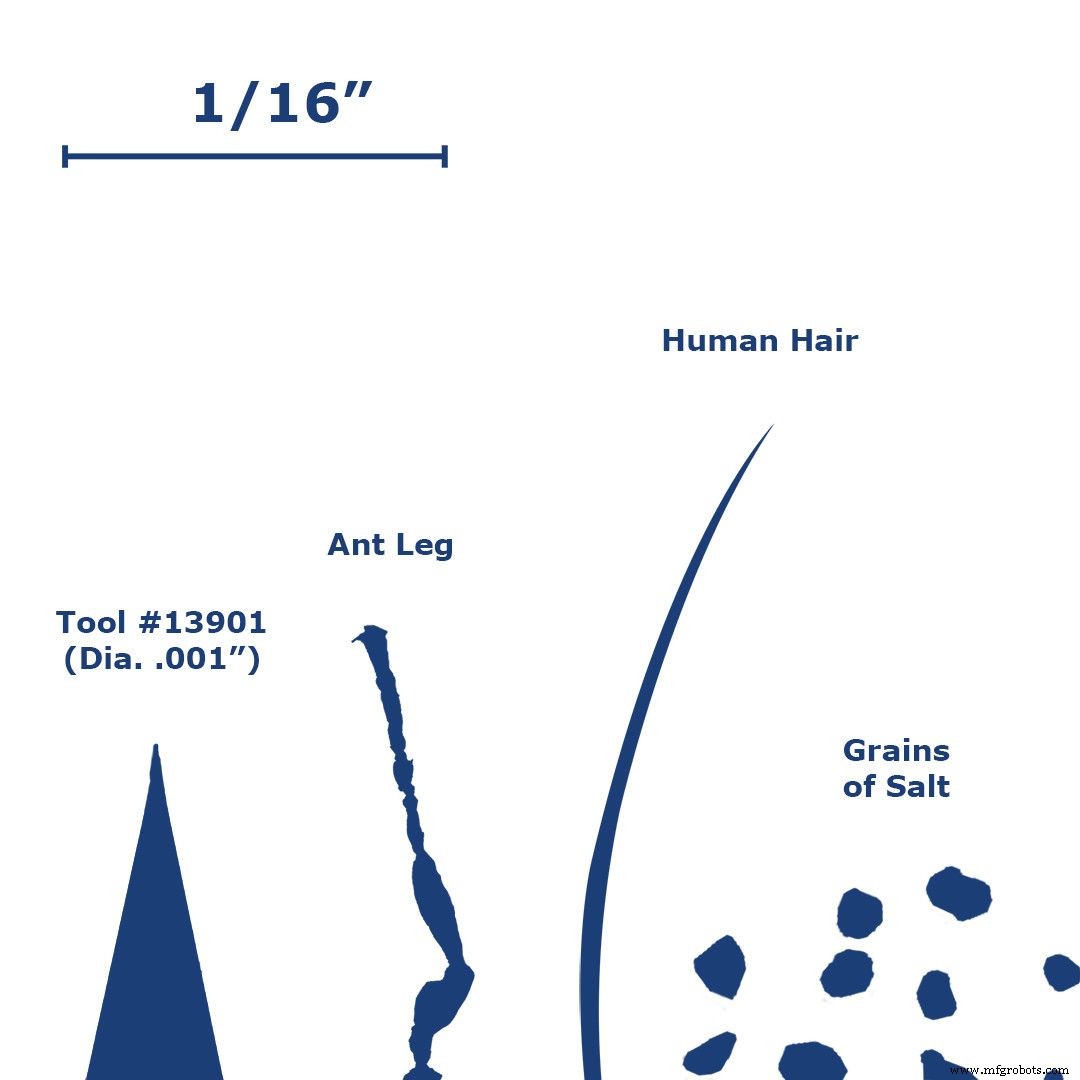
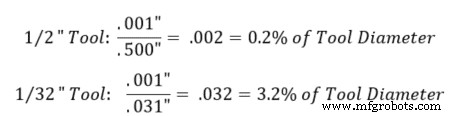
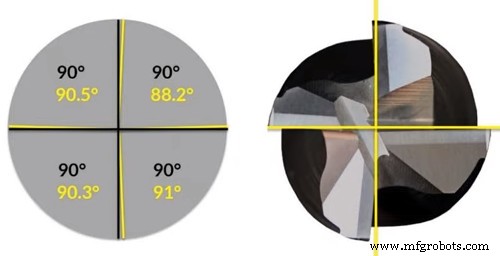
Slingering tijdens een bewerking heeft een veel groter effect op miniatuurgereedschappen, omdat zelfs een zeer kleine hoeveelheid een grote invloed kan hebben op de gereedschapsaangrijping en snijkrachten. Uitloop zorgt ervoor dat de snijkrachten toenemen als gevolg van de ongelijkmatige aangrijping van de groeven, waardoor sommige groeven sneller slijten dan andere bij conventionele gereedschappen, en breuk in miniatuurgereedschappen. Gereedschapstrillingen hebben ook invloed op de standtijd, omdat de intermitterende schokken ertoe kunnen leiden dat het gereedschap afbladdert of, in het geval van miniatuurgereedschappen, breekt. Het is uiterst belangrijk om de uitloop van een opstelling te controleren voordat u een bewerking start. Het onderstaande voorbeeld laat zien hoeveel verschil 0,001 inch uitloop is tussen een gereedschap met een diameter van 0,500 inch en een gereedschap met een diameter van 0,031 inch.
Spaandikte
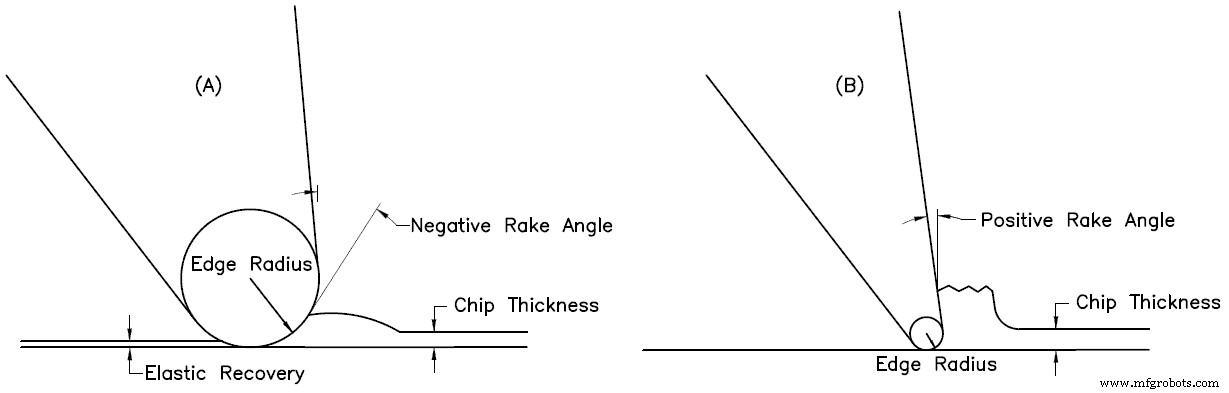
De verhouding tussen de spaandikte en de snijkantradius (de kantvoorbereiding) is bij miniatuurgereedschappen veel kleiner. Dit fenomeen wordt ook wel het “size-effect” genoemd en leidt vaak tot een fout in de voorspelling van snijkrachten. Wanneer de verhouding spaandikte tot randradius kleiner is, zal de frees het materiaal min of meer ploegen in plaats van het af te scheren. Dit ploegeffect is hoofdzakelijk te wijten aan de negatieve spaanhoek die wordt gecreëerd door de randradius bij het snijden van een spaan met een kleine dikte.
Als deze dikte kleiner is dan een bepaalde waarde (deze waarde hangt af van het gereedschap dat wordt gebruikt), zal het materiaal onder het gereedschap knijpen. Zodra het gereedschap passeert en er geen spaanvorming is, herstelt een deel van het geploegde materiaal zich elastisch. Dit elastische herstel veroorzaakt hogere snijkrachten en wrijving door het grotere contactoppervlak tussen het gereedschap en het werkstuk. Deze twee factoren leiden uiteindelijk tot een grotere mate van gereedschapsslijtage en oppervlakteruwheid.
Gereedschapsdoorbuiging in conventionele vs. microbewerkingstoepassingen
Doorbuiging van het gereedschap heeft een veel grotere invloed op de vorming van spanen en de nauwkeurigheid van de bewerking bij microbewerkingen, in vergelijking met conventionele bewerkingen. Aan de zijkant van het gereedschap geconcentreerde snijkrachten zorgen ervoor dat het in de richting tegengesteld aan de voeding buigt. De grootte van deze doorbuiging hangt af van de stijfheid van het gereedschap en de afstand vanaf de spil. Gereedschappen met een kleine diameter zijn inherent minder stijf in vergelijking met gereedschappen met een grotere diameter, omdat ze tijdens de bewerking door veel minder materiaal op hun plaats worden gehouden. In theorie zal een verdubbeling van de lengte die uit de houder steekt, resulteren in 8 keer meer doorbuiging. Een verdubbeling van de diameter van een vingerfrees resulteert in 16 keer minder doorbuiging. Als een miniatuur snijgereedschap breekt bij de eerste doorgang, is dit hoogstwaarschijnlijk te wijten aan de afbuigkracht die de sterkte van het carbide overwint. Hier zijn enkele manieren waarop u doorbuiging van het gereedschap kunt minimaliseren.
Homogenie van het werkstuk
Werkstukhomogeniteit wordt een twijfelachtige factor bij afnemende gereedschapsdiameter. Dit betekent dat een materiaal op een uitzonderlijk kleine schaal mogelijk geen uniforme eigenschappen heeft vanwege een aantal factoren, zoals containeroppervlakken, onoplosbare onzuiverheden, korrelgrenzen en dislocaties. Deze aanname wordt over het algemeen bewaard voor gereedschappen met een freesdiameter van minder dan 0,020”, omdat het snijsysteem extreem klein moet zijn om de homogeniteit van de microstructuur van het materiaal in twijfel te trekken.
Oppervlakteafwerking
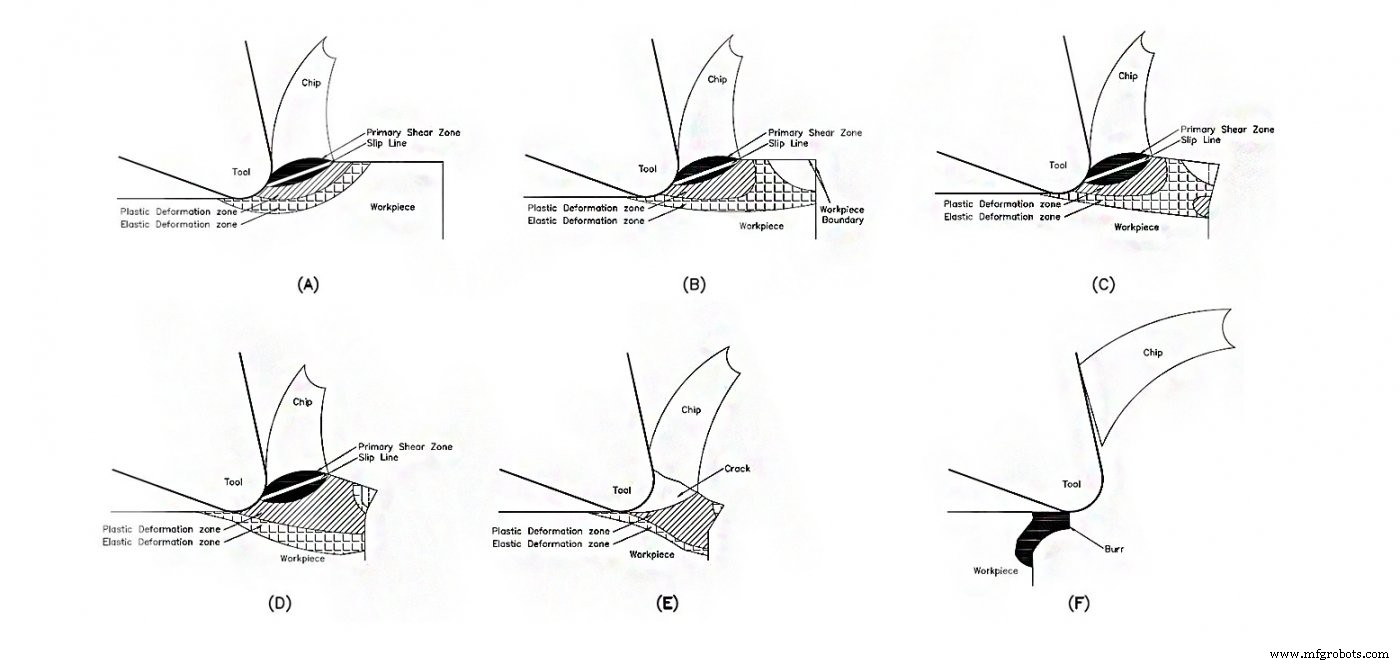
Microbewerking kan resulteren in een verhoogde hoeveelheid bramen en oppervlakteruwheid in vergelijking met conventionele bewerking. Bij het frezen neemt de braamvorming toe naarmate de voeding toeneemt en neemt deze af naarmate de snelheid toeneemt. Tijdens een bewerking worden spanen gecreëerd door het samendrukken en afschuiven van het werkstukmateriaal langs de primaire afschuifzone. Deze afschuifzone is te zien in figuur 2 hieronder. Zoals eerder vermeld, is de verhouding tussen spaandikte en randradius veel hoger in miniatuurtoepassingen. Daarom worden tijdens het snijden plastische en elastische vervormingszones gecreëerd die zich naast de primaire afschuifzone bevinden (Figuur 2a). Als de snijkant zich dus dicht bij de rand van het werkstuk bevindt, bereikt de elastische zone deze grens ook (Figuur 2b). Plastische vervorming verspreidt zich in dit gebied naarmate de snijkant vordert, en meer plastische vervorming vormt zich aan de rand als gevolg van de verbindende elastische vervormingszones (Figuur 2c). Een permanente braam begint zich te vormen wanneer de plastische vervormingszones aansluiten (Figuur 2d) en worden uitgezet zodra een chip langs de sliplijn scheurt (Figuur 2e). Wanneer de spanen uiteindelijk van de rand van het werkstuk afbreken, blijft er een braam achter (Figuur 2f).
Beste werkwijzen voor gereedschapspaden voor miniatuurfrezen
Vanwege de kwetsbaarheid van miniatuurgereedschappen, moet het gereedschapspad zo worden geprogrammeerd dat een plotselinge hoeveelheid snijkracht wordt vermeden en dat de snijkrachten over meerdere assen kunnen worden verdeeld. Om deze redenen moeten de volgende praktijken in overweging worden genomen bij het schrijven van een programma voor een miniatuur gereedschapspad:
Ramping in een deel
Circulair hellen is de beste methode om axiaal in een onderdeel naar beneden te bewegen, omdat het de snijkrachten gelijkmatig over de x-, y- en z-vlakken verdeelt. Als u radiaal in een onderdeel moet bewegen bij een bepaalde snedediepte, overweeg dan een gebogen gereedschapspad, aangezien dit geleidelijk snijkrachten op het gereedschap laadt in plaats van allemaal tegelijk.
Micromachining in circulaire paden
U moet voor een cirkelvormig pad niet dezelfde snelheden en voeding gebruiken als voor een lineair pad. Dit komt door een effect dat samengestelde hoeksnelheid wordt genoemd. Elke tand op een snijgereedschap heeft zijn eigen hoeksnelheid wanneer deze actief is in de spil. Wanneer een cirkelvormig gereedschapspad wordt gebruikt, wordt een andere hoeksnelheidscomponent aan het systeem toegevoegd en daarom bewegen de tanden op het buitenste gedeelte van het gereedschapspad met een aanzienlijk andere snelheid dan verwacht. De voeding van het gereedschap moet worden aangepast, afhankelijk van of het een interne of externe circulaire bewerking is. Lees dit artikel over hardlopen in cirkels om erachter te komen hoe je je feed kunt aanpassen.
Slotten met een miniatuur frees
Benader een miniatuurslot niet op dezelfde manier als een groter slot. Bij een miniatuursleuf wil je zoveel mogelijk groeven op het gereedschap, omdat dit de stijfheid van het gereedschap vergroot door een grotere kern. Dit verkleint de kans dat het gereedschap breekt als gevolg van doorbuiging. Omdat er bij een groter aantal groeven minder ruimte is voor spanen om te evacueren, moet de axiale aangrijping worden verminderd. Met gereedschappen met een grotere diameter kunt u 50% - 100% van de gereedschapsdiameter verminderen. Maar bij gebruik van miniatuur vingerfrezen met een hoger aantal groeven, stap dan slechts tussen 5% - 15% terug, afhankelijk van de grootte van de diameter en het risico op doorbuiging. De voedingssnelheid moet worden verhoogd om de verminderde axiale aangrijping te compenseren. De voeding kan zelfs hoog worden verhoogd bij gebruik van een frees met kogelneus, aangezien spaanverdunning optreedt bij deze lichte snedediepten en begint te werken als een frees met hoge voeding.
Uw feed om hoeken vertragen
Hoeken van een onderdeel creëren een extra hoeveelheid snijkrachten naarmate meer van het gereedschap met het onderdeel in aanraking komt. Om deze reden is het gunstig om uw voeding te vertragen bij het bewerken van hoeken om het gereedschap geleidelijk aan deze krachten te laten wennen.
Klimfrezen versus conventioneel frezen in microbewerkingstoepassingen
Dit is een enigszins lastige vraag om te beantwoorden als het gaat om microbewerking. Oplopend frezen moet worden gebruikt wanneer een hoogwaardige oppervlakteafwerking op de onderdeelafdruk vereist is. Dit type gereedschapspad leidt uiteindelijk tot meer voorspelbare/lagere snijkrachten en dus een hogere kwaliteit oppervlakteafwerking. Bij meelopend frezen grijpt de frees de maximale spaandikte aan aan het begin van de snede, waardoor deze de neiging heeft om van het werkstuk weg te duwen. Dit kan mogelijk chatterproblemen veroorzaken als de setup niet voldoende rigide is. Bij conventioneel frezen, wanneer de frees terug in de snede draait, trekt hij zichzelf in het materiaal en verhoogt de snijkracht. Conventioneel frezen moet worden gebruikt voor onderdelen met lange dunne wanden en voor delicate bewerkingen.
Gecombineerde voor- en nabewerkingen
Deze bewerkingen moeten in overweging worden genomen bij het micromachinaal bewerken van hoge dunwandige onderdelen, aangezien er in sommige gevallen onvoldoende ondersteuning is voor het onderdeel voor een afwerkingsstap.
Nuttige tips voor het bereiken van succesvolle microbewerkingen met miniatuur vingerfrezen
Probeer uitloop en doorbuiging te minimaliseren zoveel mogelijk bij microbewerkingen met miniatuur vingerfrezen. Dit kan worden bereikt door gebruik te maken van een gereedschapshouder met krimp- of perspassing. Maximaliseer de hoeveelheid schachtcontact met de spantang en minimaliseer de hoeveelheid uitsteking tijdens een operatie. Controleer uw afdruk nogmaals en zorg ervoor dat u de grootst mogelijke vingerfrees heeft, want grotere gereedschappen betekenen minder doorbuiging.
- Kies een geschikte snedediepte zodat de verhouding spaandikte tot randradius niet te klein is, omdat dit een ploegeffect zal veroorzaken.
- Zo mogelijk test de hardheid van het werkstuk vóór het machinaal bewerken om de mechanische eigenschappen van het door de verkoper geadverteerde materiaal te bevestigen. Dit geeft de operator een idee van de kwaliteit van het materiaal.
- Gebruik een gecoat gereedschap indien mogelijk bij het werken in ferromaterialen vanwege de overmatige hoeveelheid warmte die wordt gegenereerd bij het bewerken van dit soort metalen. Gereedschapscoatings kunnen de standtijd tussen 30% en 200% verlengen en maken hogere snelheden mogelijk, wat essentieel is bij microbewerkingen.
- Overweeg het gebruik van ondersteunend materiaal om de komst van bramen tijdens een microbewerkingstoepassing te beheersen. Het steunmateriaal wordt op het werkstukoppervlak afgezet om extra steunkracht te leveren en om de stijfheid van de oorspronkelijke rand van het werkstuk te vergroten. Tijdens de bewerking braamt het steunmateriaal en wordt het plastisch vervormd in plaats van het werkstuk.
- Gebruik koelvloeistof voor lagere snijkrachten en een betere oppervlakteafwerking.
- Bekijk het gereedschapspad dat moet worden toegepast, aangezien een paar aanpassingen een grote bijdrage kunnen leveren aan het verlengen van de levensduur van een miniatuurgereedschap.
- Geometrie dubbel controleren om er zeker van te zijn dat het geschikt is voor het materiaal dat u bewerkt. Gebruik indien beschikbaar tools met variabele pitch en variabele helix, omdat dit de harmonischen vermindert bij de uitzonderlijk hoge RPM's waarmee miniatuurtools doorgaans worden gebruikt.
CNC machine
- Hoe gebruik je een houtdraaibank voor beginners?
- Hoe bedient u een CNC-router met NC Studio?
- CNC-bewerkingskosten verlagen met gebruikte machines
- Hoe u de levensduur van uw frees kunt verlengen?
- Hoe high-balance frezen te maximaliseren
- Bewerkingsstrategie voor enkele fluitfrees
- Hoe maak je nauwe toleranties cnc-bewerkingsonderdelen?
- De geheime mechanica van freesmachines met hoge voeding
- Hoe de TuffCut XT-lijn van freesmachines van M.A. Ford u helpt de productiviteit te verbeteren
- Afsteken met Y-as bewerking
- Wat is gereedschapslevensduur? Gereedschap optimaliseren met machinegegevens