


Veelvoorkomende defecten en hoe ze op te lossen in verschillende plaatwerkprocessen
Het vervaardigen van plaatwerk is een van de meest populaire processen voor het maken van prototypes en productieonderdelen. Het helpt bij het maken van verschillende duurzame onderdelen, variërend van prototypes met een klein volume tot productieonderdelen in een hoog volume. Dit proces wordt vaak gebruikt in een groot aantal verschillende industrieën, waaronder de auto-industrie, de lucht- en ruimtevaart en de bouw.
Er zijn veel verschillende soorten plaatwerkprocessen, maar elk kan zijn eigen unieke reeks defecten hebben. In deze blogpost bekijken we enkele van de meest voorkomende plaatmetaaldefecten en hun oplossingen in verschillende processen.
Wat zijn plaatbewerkingsprocessen?
Fabricageprocessen van plaatwerk zijn processen die de oorspronkelijke vorm van een plaat veranderen om een getekend onderdeel van de gewenste dikte te produceren. Ze kunnen worden onderverdeeld in drie hoofdcategorieën:
Snijden
Snijprocessen op plaatwerk kunnen verder worden onderverdeeld in processen waarbij gebruik wordt gemaakt van afschuifkrachten (bijv. knippen, ponsen, stansen) en processen die dat niet doen (bijv. lasersnijden, plasmasnijden, waterstraalsnijden).
Vormen
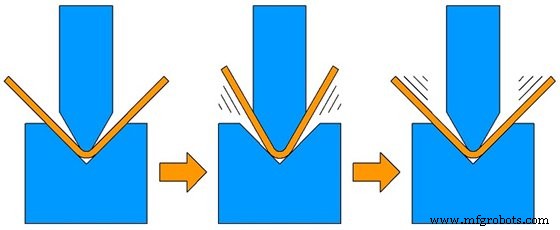
Tijdens het vormproces wordt de metalen plaat in de gewenste vorm gebogen. Vormmethoden omvatten luchtbuigen, munten en rolvormen.
Deelnemen
Het is het proces van het assembleren van verschillende plaatwerkcomponenten om het gewenste product te bereiken. Verbindingsprocessen omvatten lassen, solderen, klinken, bouten en de meest gebruikelijke methode - het gebruik van naadverbindingen.
Zoals bij elk ander productieproces, kunnen er verschillende defecten optreden in de resulterende producten die hun productiviteit, kwaliteit en kenmerken kunnen beïnvloeden. Hier zijn enkele veelvoorkomende defecten in het fabricageproces van plaatwerk en hoe deze te verhelpen.
Defecten en oplossingen voor het snijden/knippen van plaatwerk
Het snijden van plaatwerk verwijst naar het uitoefenen van een aanzienlijke kracht op de plaat waardoor deze uiteindelijk in delen uiteenvalt. De meest gebruikelijke manier van snijden is door te knippen, waarbij een afschuifkracht groter dan de uiteindelijke afschuifsterkte van het materiaal wordt toegepast, waardoor het op die locatie bezwijkt en loslaat.
Veelvoorkomende defecten zijn:
1. Gebraamde en vervormde randen
Gebrade randen zijn scherpe, ongelijke metalen stukken die aan een geschoren metalen werkstuk vast blijven zitten. Ze ontstaan meestal als gevolg van botte messen of een onjuiste positionering ervan. Een te grote speling tussen de bladen zorgt ervoor dat ze scheuren in plaats van afschuiven, terwijl een kleinere speling voorkomt dat de bladen door het materiaal snijden, waardoor bramen ontstaan.
Evenzo worden vervormde randen gevormd als gevolg van foutieve klemdrukken, naast de onjuiste positionering van de bladen.
Om dit te voorkomen, kan de handleiding van de knipmachine worden geraadpleegd om de juiste speling en klemdruk te verkrijgen in overeenstemming met het materiaaltype en de dikte.
2. Draaien
Na het voltooien van een afschuifproces, kan het metaal enige verdraaiing langs zijn as hebben ondergaan. Dit wordt veroorzaakt door het snijden van te smalle stroken of het gebruik van een verkeerde spaanhoek. Dit kan worden vermeden door de hellingshoek aan te passen aan de eigenschappen, geometrie en snijparameters van het plaatwerk.
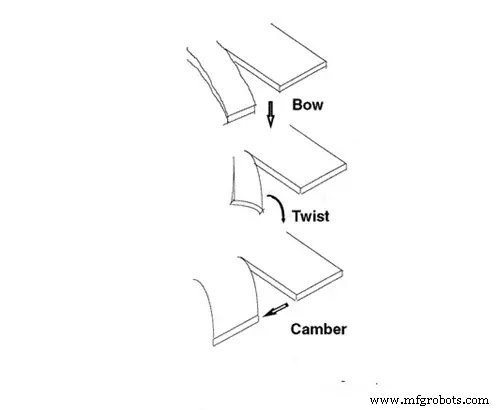
3. Camberen
Cambering wordt waargenomen wanneer het plaatwerkwerkstuk een variërende dikte langs de breedte heeft. Dit gebeurt wanneer het in horizontale richting beweegt, maar zonder te draaien of op te tillen langs de randen. Het resultaat is een hol, bol en driehoekig metaal. Dit defect kan in een vroeg stadium worden geminimaliseerd door de richting van de metaalkorrels te veranderen en door de hellingshoek te veranderen.
4. Buigen
Buigen treedt op wanneer de randen iets omhoog komen uit het vlak als gevolg van ongepast knippen. Het wordt vaak waargenomen in lange, smalle, dunne platen. Om dit te ondervangen, moet de hellingshoek zoveel mogelijk worden verkleind en moet het plaatwerk worden vastgehouden met een rugleuning.
Defecten en oplossingen voor het stempelen van plaatwerk
Het stempelproces van plaatwerk is een koudvormend productieproces waarbij een matrijs op een persmachine wordt gebruikt om een afdruk op een metalen blanco vorm te ponsen, waardoor plastische vervorming wordt gevormd. Dit proces kan ook gepaard gaan met andere vormgereedschappen om een voltooid stuk te verkrijgen of als tussenstap.

1. Splitst
Soms, wanneer de metaallagen voorbij hun verwerkbaarheidsgrenzen worden geduwd, beginnen ze dunner te worden totdat de vlakke laag langs het zwakste gebied scheurt. Dergelijke defecten staan bekend als 'necking' of 'splitting' in het stempelproces van plaatwerk.
Om ervoor te zorgen dat dit niet gebeurt, moet vormsimulatiesoftware worden gebruikt om de plaat te analyseren voordat de bewerking wordt gestart. Bovendien kan het onderzoeken van de vormradius en diepte-instellingen, het type en de dikte van het materiaal en de warmtebehandelingstechnieken ook helpen om deze defecten te voorkomen.
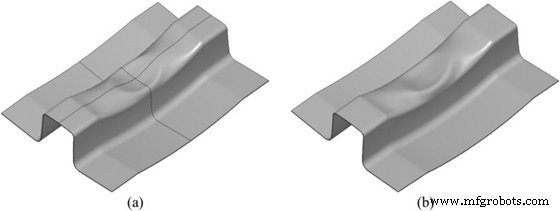
2. Rimpels
Wanneer de door de verwerkingsapparatuur uitgeoefende drukspanningsomstandigheden het plaatmetaal op zichzelf duwen, wordt de lineaire kracht naar binnen verpletterd totdat een gerimpelde flens wordt verkregen en de interne geometrie wordt beschadigd.
Dergelijke defecten kunnen worden tegengegaan door de platen uit te rekken of te trekken in plaats van ze te vormen. Bovendien kunnen trekkralen, trekbinders en kussentjes worden gebruikt wanneer het vel een ingewikkeld geometrisch profiel heeft. Bovendien helpen trekparels om de stroom van metaal in de matrijsholte te beheersen.
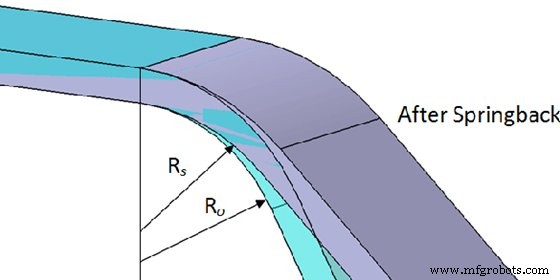
3. Terugvering
Wanneer de buigradius onder de ingestelde waarde komt die door de buigapparatuur wordt opgelegd, wordt de gewenste vorm niet bereikt. Dit staat bekend als terugvering of afwijking van het laatste onderdeel als gevolg van een onjuist proces.
Om deze defecten te corrigeren, moet u een overbuiging- of overcompensatieaanpassing opnemen. Dit elimineert echter niet de elastische vervormingsfout, waardoor de stijfheid van het onderdeel wordt verhoogd door positief uitrekken.
Defecten en oplossingen voor het buigen van plaatwerk
Het buigen van plaatwerk is een belangrijk plaatwerkproces vanwege het vermogen om een verscheidenheid aan onderdeelgeometrieën te tekenen zonder gereedschap, evenals snelle doorlooptijden, hoge herhaalbaarheid en automatisering. Het maakt het ook mogelijk producten uit één stuk metaal te vervaardigen, waarbij gebruik wordt gemaakt van plastische vervorming, in tegenstelling tot meerdere stukken die aan elkaar zijn verbonden via lassen of klinken, wat resulteert in lagere kosten, verbeterde sterkte en vereenvoudigde montage.
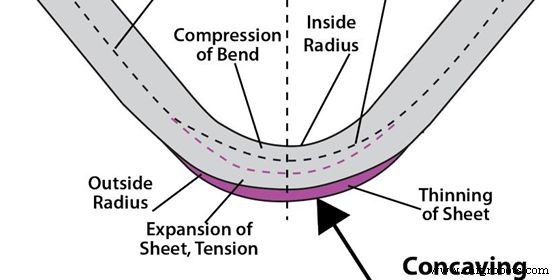
1. Scheuren in de buighoek
De twee belangrijkste redenen voor scheuren in een getrokken onderdeel zijn een slechte buigzaamheid van het metaal en een zeer kleine buigradius.
Om het optreden van deze defecten te voorkomen, gebruikt u zachtere metalen of vergroot u hun kneedbaarheid door ze langzaam te verwarmen en vervolgens af te koelen.
2. Instabiele buighoek
Primaire oorzaken voor dergelijke defecten zijn onvoldoende materiaaldruk en onregelmatige buigdruk die onregelmatige drukknik veroorzaakt. Asymmetrische convex-concave matrijsfilet kan ook bijdragen aan dit probleem.
Om dit op te lossen, verhoogt u de opvijzelkracht en balanceert u de speling in de convex-concave matrijsfilet.
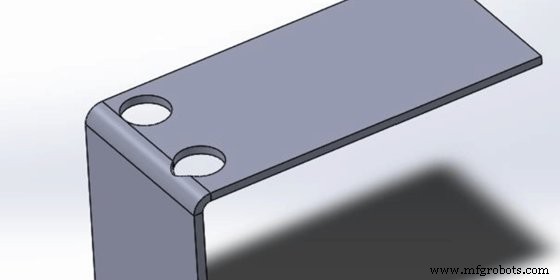
3. Gatvervorming
De locatie van het gat kan worden vervormd door de wrijving tussen het concave matrijsoppervlak en het buitenoppervlak tijdens het buigproces.
Dergelijke defecten kunnen worden opgelost door de druk van de uitwerpplaat te verhogen of door een harde plek op deze plaat toe te voegen om de wrijving tussen de bovengenoemde oppervlakken te vergroten, zodat ze niet verschuiven.
4. Ongelijke concave stuk bodem
Dergelijke defecten worden meestal veroorzaakt door het gebruik van een uitwerpapparaat, vanwege onvoldoende kracht of oneffen materiaal.
Zorg er daarom voor dat het uitwerpapparaat is ingesteld op de juiste krachtmeting, of helemaal is verwijderd en dat het materiaal gelijkmatig is geëgaliseerd voordat het buigproces begint.
5. Niet-parallelle buiging naar het midden van de gaten
Dit defect wordt veroorzaakt doordat de buighoogte kleiner is dan de minimale buighoogtelimiet, waardoor de curve uitzet en vervormd raakt.
Gewoon de hoogte van het buigstuk of het materiaal verhogen, lost dit soort defecten op.
Defecten en oplossingen voor het lassen van plaatwerk
Lassen wordt vaak gebruikt om twee of meer stukken plaatstaal samen te voegen. Of het nu gaat om MIG-lassen (gasmetaalbooglassen), TIG-lassen (gaswolfraambooglassen), afgeschermd metaalbooglassen (SMAW) of fluxkernbooglassen (FCAW), er kunnen verschillende defecten optreden als de juiste techniek niet wordt gebruikt.
Veelvoorkomende defecten in het lasproces van plaatwerk zijn onder meer:

1. Spatten
Spatten treden op wanneer druppeltjes van gesmolten materiaal worden gevormd in de buurt van de lasboog. Het wordt meestal veroorzaakt door hoge stromen, verkeerde polariteit of onvoldoende gasafscherming.
Om dit te voorkomen, vermindert u de stroom- en booglengte en vergroot u de toorts-tot-plaat hoek. Het gasmondstuk schoonmaken kan ook helpen.

2. Porositeit
Deze defecten worden veroorzaakt wanneer waterstof, stikstof en zuurstof worden geabsorbeerd in het smeltbad. Bij het stollen komen ze vast te zitten in de las. Vet, vocht, verf en roest kunnen ook porositeit veroorzaken.
Om dit probleem te voorkomen, zorgt u ervoor dat de plaatranden schoon en droog zijn, gebruikt u verse lasmaterialen en controleert u de lastoorts op lekkage.

3. Ondersnijding
Ondersnijding treedt op wanneer hoge spanningen of lange booglengtes worden gebruikt. Het gebruik van een verkeerde elektrode of een elektrode die te groot is in verhouding tot de dikte, evenals een hoge bewegingssnelheid van de toorts, kan dit probleem ook veroorzaken.
Dergelijke defecten kunnen worden voorkomen door een elektrode van precies de juiste maat te gebruiken, ervoor te zorgen dat de toorts langzaam wordt bewogen en om te voorkomen dat u zich in de buurt van de verticale plaat houdt als er een horizontale hoeklas wordt gemaakt.
4. Scheuren
Er kunnen zich barsten vormen op de las wanneer de interne spanningen groter zijn dan de sterkte van de las of het basismetaal (of beide). Ze kunnen zich in de loop van de tijd verspreiden en moeten daarom onmiddellijk worden aangepakt.
Deze gebreken kunnen worden voorkomen door de randen van de metalen platen zorgvuldig schoon te maken, te vijlen, te slijpen en te ontbramen, zodat ze goed in elkaar passen. Het helpt ook om ervoor te zorgen dat de temperatuur goed is terwijl beide zijden van het gewricht worden opgewarmd.
Andere veel voorkomende defecten in plaatwerkoppervlakken
Afgezien van processen voor het vormen van plaatmetaal, kunnen er tijdens het fabricageproces andere veelvoorkomende defecten optreden.

Enkele van de meest voorkomende zijn bijvoorbeeld krassen op het oppervlak, vervuiling, deuken en gaatjes. Er kan ook niet-uniformiteit optreden als gevolg van hoge trekspanningen of drukknik tijdens het fabricageproces van plaatwerk.
Soms kan het moeilijk zijn om deze defecten onder controle te houden en vereist het vaak speciale aandacht tijdens het proces.
Bezorgd over plaatwerkdefecten? WayKen is er voor jou
Concluderend is het duidelijk dat plaatmetaal een vitale rol speelt in de maakindustrie vanwege het vermogen om verschillende processen te ondergaan. Tijdens het werken kunnen er verschillende defecten optreden, waardoor de bruikbaarheid wordt aangetast. Als u via dit artikel waarschijnlijk de basiskennis van plaatwerkgebreken kent, laat dan nu een professionele service voor de rest zorgen!
Bij WayKen zijn we gespecialiseerd in rapid prototyping en een verscheidenheid aan plaatbewerkingsprocessen, waaronder snijden, stempelen, buigen en lassen. We bieden onze klanten ook eersteklas technische ondersteuning. Ons team van experts heeft meer dan 20 jaar ervaring in productie en kwaliteitsborging, zodat u erop kunt vertrouwen dat uw project goed wordt uitgevoerd. Ga vandaag nog aan de slag en ontvang binnen 12 uur een offerte!
Veelgestelde vragen
Wat is het verschil tussen metaalfolie, plaat en plaat?
Als de dikte van een metalen stuk minder dan 0,2 mm (0,0079") is, staat het bekend als een folie. Als de dikte tussen 0,2 mm en 6 mm (0,25”) ligt, wordt het beschouwd als een plaat. Als de dikte meer dan 6 mm is, is het een plaat.
Wat zijn plaatfouten?
Plaatwerkgebreken zijn onvolkomenheden die tijdens het fabricageproces kunnen optreden. Deze defecten kunnen worden veroorzaakt door verschillende factoren, zoals onjuiste materiaalkeuze, slecht gereedschap of onjuiste bedieningsprocedures.
Is het gebruikelijk om defecte plaatmetalen onderdelen te herwerken?
Het nabewerken van defecte plaatwerkdelen is een veelvoorkomend verschijnsel in veel industrieën. Er zijn verschillende redenen waarom dit kan gebeuren, zoals verkeerde afmetingen, beschadigd materiaal of slechte kwaliteitscontrole. In de meeste gevallen is het goedkoper en sneller om het onderdeel simpelweg te herwerken dan om het volledig te vervangen.
Productieproces
- 5 veelvoorkomende problemen met 3D-metaalprinten - en hoe u ze kunt oplossen
- Zeven Last-Mile Delivery-uitdagingen en hoe ze op te lossen
- 9 Veelvoorkomende lasproblemen en hoe u ze kunt oplossen
- Ander plaatwerk buigproces
- 5 veelvoorkomende gevaren voor kraanvogels en hoe ze te vermijden?
- Veelvoorkomende fouten bij de fabricage van PCB's en hoe ze te verhelpen
- Hoe u deze 5 veelvoorkomende metaalafschuifdefecten kunt vermijden
- Vijf veelvoorkomende metaalafschuifdefecten en manieren om ze te vermijden
- 4 veelvoorkomende soorten metaalgietprocessen
- Verschillende soorten plaatbewerkingsprocessen
- Verschillende soorten walserijen en defecten in gewalst metaal