


Wat is ondergedompeld booglassen (SAW)?- Een volledige gids
Wat is booglassen onder water (SAW)?
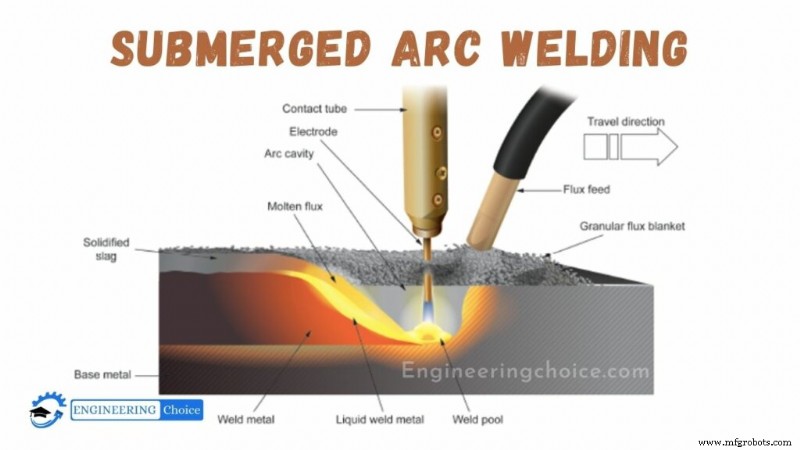
Ondergedompeld booglassen (SAW) is een verbindingsproces waarbij een elektrische boog wordt gevormd tussen een continu gevoede elektrode en het te lassen werkstuk. Een deken van poedervormige flux omringt en bedekt de boog en zorgt, wanneer gesmolten, voor elektrische geleiding tussen het te verbinden metaal en de elektrode.
Het eerste SAW-octrooi werd in 1935 aangevraagd. Het proces vereist een continu gevoede verbruikbare vaste of buisvormige (metaalkernige) elektrode. De gesmolten las en de boogzone worden beschermd tegen atmosferische verontreiniging door te worden "ondergedompeld" onder een deken van korrelig smeltbaar vloeimiddel bestaande uit kalk, silica, mangaanoxide, calciumfluoride en andere verbindingen.
Wanneer gesmolten, wordt de flux geleidend en zorgt voor een stroompad tussen de elektrode en het werkstuk. Deze dikke laag flux bedekt het gesmolten metaal volledig en voorkomt zo spatten en vonken en onderdrukt de intense ultraviolette straling en dampen die deel uitmaken van het afgeschermde metaalbooglassen (SMAW)-proces.
Hoe werkt booglassen onder water?
Ondergedompeld booglassen (SAW) is een algemeen booglasproces waarbij een boog wordt gevormd tussen een continu gevoede elektrode en het werkstuk. Een deken van poedervormig vloeimiddel genereert een beschermend gasschild en een slak (en kan ook worden gebruikt om legeringselementen aan het smeltbad toe te voegen) die de laszone beschermen.
Beschermgas is niet nodig. De boog is ondergedompeld onder de fluxdeken en is normaal gesproken niet zichtbaar tijdens het lassen. Dit is een gevestigde en uiterst veelzijdige lasmethode.
De elektrode kan een massieve of gevulde draad zijn of een strook gemaakt van een vel gesinterd materiaal. Het vloeimiddel kan worden gemaakt door ofwel bestanddelen te smelten om een glasachtige slak te vormen (die vervolgens wordt vermalen om een poeder te vormen) of door de bestanddelen te agglomereren met behulp van een bindmiddel en een corning-proces. De chemische aard en grootteverdeling van de flux helpen de boogstabiliteit en bepalen de mechanische eigenschappen van het lasmetaal en de vorm van de lasrups.
SAW wordt meestal gebruikt als een gemechaniseerd proces. Lasstroom (meestal tussen 300 en 1000 ampère), boogspanning en rijsnelheid hebben allemaal invloed op de vorm van de lasrups, de penetratiediepte en de chemische samenstelling van het afgezette lasmetaal. Aangezien de operator het smeltbad niet kan observeren, moet grote afhankelijkheid worden gesteld van de parameterinstelling en positionering van de lasdraad.
Hoewel SAW normaal gesproken wordt gebruikt met een enkele draad die wisselstroom of gelijkstroom gebruikt, zijn er een aantal varianten, waaronder het gebruik van twee of meer draden, het toevoegen van gehakte draad aan de verbinding voorafgaand aan het lassen en het gebruik van metaalpoedertoevoegingen.
Extra productiviteit kan worden behaald door een niet-geleidende draad met een kleine diameter in de voorrand van het smeltbad te voeren. Dit kan de depositiepercentages met maximaal 20% verhogen. Deze varianten worden in specifieke situaties gebruikt om de productiviteit te verbeteren door de depositiesnelheden en/of rijsnelheid te verhogen. Door de draad te vervangen door een strook van 0,5 mm dik, meestal 60 mm breed, kan het proces worden gebruikt voor het opduiken van componenten.
Toepassingen voor ondergedompeld booglassen
De toepassingen van ondergedompeld booglassen omvatten de volgende
- Het onderwaterbooglassen kan worden gebruikt om drukvaten zoals ketels te lassen.
- Veel structurele contouren, pijpen, grondverzetgereedschap, scheepsbouw, spoorwegbouw en locomotieven.
- Dit type lassen kan worden gebruikt om machineonderdelen te repareren.
Voordelen van ondergedompeld booglassen
Enkele voordelen van ondergedompeld booglassen zijn:
- Sterke, degelijke lassen zijn gemakkelijk te maken
- Er wordt minimale lasrook uitgestoten
- Er wordt minimaal booglicht uitgestraald
- SAW is geschikt voor zowel binnen- als buitenwerkzaamheden
- Minder vervorming
- Diepe laspenetratie
- Minimale randvoorbereiding
- Hoge depositiesnelheden zijn mogelijk
- Dikke materialen kunnen worden gelast
- Ten minste de helft of meer van de flux kan worden teruggewonnen
Nadelen van ondergedompeld booglassen
Ondanks de goede voordelen van ondergedompeld booglassen. Er treden ook enkele beperkingen op. De volgende zijn de nadelen van ondergedompeld booglassen.
- Het is beperkt tot sommige ferrometalen zoals staal en roestvrij staal
- Het is ook beperkt tot lange rechte naden of gedraaide pijpen en vaten
- Backing strips zijn vereist voor een goede penetratie
- Het is beperkt tot materialen met een hoge dikte.
Productieproces
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is lassen? - Definitie | Soorten lassen
- Wat is Gas Tungsten Arc Welding of TIG-lassen?
- Wat is flux-Cored Arc Welding (FCAW)? – Een volledige gids
- Wat is een gids voor exotherm lassen? - Proces en gebruik
- Wat is koolstofbooglassen? - Apparatuur en werken?
- Wat is ondergedompeld booglassen (SAW)?- Een volledige gids
- Wat is laselektroden? - Een complete gids
- Wat is Shielded Metal Arc Welding (SMAW)?
- Wat is aluminium gaslassen? - Een complete gids?
- Wat zijn de non-ferrometalen? - Een volledige gids