


3 methoden voor draadbewerking op CNC-bewerkingscentrum
3 M ethiek O v T hread M pijnlijke O n CNC M pijnlijke C voer in
Iedereen heeft een diepgaand begrip van de voordelen van het gebruik van een CNC-bewerkingscentrum om werkstukken te bewerken. Vandaag zal ik de draadverwerkingsmethoden met u delen. Er zijn 3 methoden voor draadbewerking door een CNC-bewerkingscentrum:draadfrezen, tapbewerking en pickbewerking.
1. Draad M ziek Methode
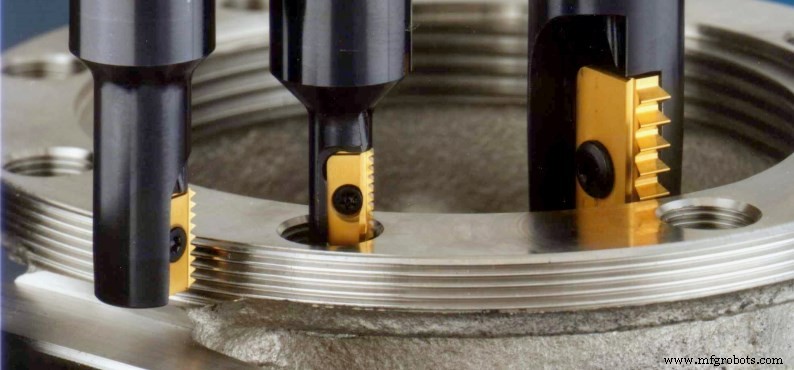
Draadfrezen is het gebruik van draadfreesgereedschappen voor het verwerken van schroefdraad met grote gaten, evenals het bewerken van draadgaten van moeilijk te bewerken materialen. Het heeft de volgende kenmerken:
- Het gereedschap is over het algemeen gemaakt van hard legeringsmateriaal, dat een hoge snelheid, hoge precisie van freesdraad en een hoge verwerkingsefficiëntie heeft.
- Met dezelfde spoed, of het nu een linkse of rechtse schroefdraad is, kan één gereedschap worden gebruikt, wat de kosten van het gereedschap verlaagt.
- De draadfreesmethode is vooral geschikt voor de draadbewerking van roestvast staal, koper en andere moeilijk te verwerken materialen. Het is gemakkelijk om chips te verwijderen en af te koelen, en kan de kwaliteit en veiligheid van de verwerking garanderen.
- Er is geen voorgeleider van het gereedschap, het is handiger om blinde gaten te verwerken met korte gaten met schroefdraad of gaten zonder ondersnijdingen.
Draadfreesgereedschappen zijn onderverdeeld in twee typen:machinaal geklemde hardmetalen frezen en integrale hardmetalen frezen. Machinaal geklemde gereedschappen kunnen gaten verwerken met een draaddiepte die kleiner is dan de lengte van het blad, en kunnen ook gaten verwerken met een draaddiepte die groter is dan de lengte van het blad. Gat en de integrale hardmetalen frees worden gebruikt om het gat te bewerken waarvan de draaddiepte kleiner is dan de gereedschapslengte.
Opmerking voor draadfrezen CNC-programmering:om geen schade aan het gereedschap of bewerkingsfouten te veroorzaken.
- Gebruik na het bewerken van het onderste gat met schroefdraad een boor om een gat met een kleine diameter te bewerken en gebruik boren om een groter gat te maken om de nauwkeurigheid van het onderste gat met schroefdraad te garanderen.
- Het gereedschap gebruikt over het algemeen een boogpad van 1/2 cirkel om in en uit te snijden om de draadvorm te garanderen, en de waarde voor de compensatie van de gereedschapsradius moet op dit moment worden ingevoerd.
2. Tik op Bewerking M ethiek
Geschikt voor draadgaten met kleine diameters of lage nauwkeurigheidsvereisten voor de gaten. Over het algemeen ligt de diameter van de boor met schroefdraad in het onderste gat dicht bij de bovengrens van de tolerantie voor de diameter van het onderste gat met schroefdraad, wat de bewerkingstoegift van de kraan kan verminderen en de belasting van de kraan kan verminderen. Verbeter de levensduur van de kraan.
Iedereen moet de juiste kraan kiezen op basis van het te verwerken materiaal. In vergelijking met de frees en kottersnijder is de tap erg gevoelig voor het verwerkte materiaal. Kranen zijn onderverdeeld in doorlopende kranen en blindgatkranen. Het voorste uiteinde van de doorlopende tap is lang, wat de voorste spaanafvoer is. Wanneer het blinde gat wordt verwerkt, kan de verwerkingsdiepte van de draad niet worden gegarandeerd. Besteed aandacht aan het verschil tussen de twee. Let er bij gebruik van een flexibele taphouder op dat de diameter van de tapschacht en de breedte van het vierkant gelijk moeten zijn aan die van de taphouder. De diameter van de schacht van de tap voor star tappen moet gelijk zijn aan de diameter van de veerspantang.
De programmering van de tapverwerkingsmethode is relatief eenvoudig, ze bevinden zich allemaal in de vaste modus, voeg gewoon een parameterwaarde toe, er moet worden opgemerkt dat het formaat van de subroutine anders is voor verschillende CNC-systemen en dat de representatieve betekenis van de parameterwaarde anders is. /P>
3. Kies Bewerking M ethiek
De pickmethode is geschikt voor het verwerken van grote draadgaten op kokeronderdelen, of wanneer er geen tap en draadfrees is, wordt deze methode gebruikt om een draaddraaigereedschap op de boorbaar te installeren om draadkotteren uit te voeren. Er zijn verschillende voorzorgsmaatregelen voor het implementeren van de pick-and-button-verwerkingsmethode:
- Er moet een vertragingstijd zijn voor het starten van de spil om ervoor te zorgen dat de spil het nominale toerental bereikt.
- Het slijpen van handslijpende draadgereedschappen kan niet symmetrisch zijn en omgekeerd terugtrekken kan niet worden gebruikt. De spil moet worden gebruikt om de snijplotter te oriënteren om radiaal te bewegen en vervolgens terug te trekken.
- De gereedschapshouder moet nauwkeurig zijn en consistent met de positie van de gereedschapssleuf, anders kunnen er niet meerdere gereedschapshouders worden gebruikt voor bewerking, wat willekeurig klikken veroorzaakt.
- Pas bij het oppakken van de gesp op dat u deze niet met één mes pakt, zelfs niet met een zeer dunne gesp, anders zal het tandverlies en slechte oppervlakteruwheid veroorzaken, dus u moet het in meerdere messen verdelen om te plukken.
- De gespverwerkingsmethode is alleen geschikt voor enkele stukken, kleine batches, speciale spoeddraden en geen bijbehorend gereedschap, en de verwerkingsefficiëntie is laag.
De gesp-bewerkingsmethode van het CNC-bewerkingscentrum is slechts een tijdelijke noodmethode. Het wordt aanbevolen om de draadbewerkingsmethode te gebruiken om het gereedschap te verwerken om de efficiëntie en kwaliteit van de draadbewerking effectief te verbeteren, de verwerkingskosten te verlagen en de efficiëntie van het bewerkingscentrum te verbeteren.
Productieproces
- Wat is een verticaal bewerkingscentrum
- Wat zijn de meest voorkomende soorten schroefdraadbewerking in CNC?
- 5 configuratie en vereisten voor snelle CNC-bewerkingscentra
- CNC-bewerking:3 assen VS 4 assen VS 5 assen
- Oplossingen voor veelvoorkomende problemen bij de verwerking van CNC-bewerkingscentra
- Gemeenschappelijke draadbewerkingsmethoden voor CNC-bewerkingscentra
- Veelvoorkomende problemen en verbeteringsmethoden bij CNC-bewerking
- 3 compensatiemethoden die vaak worden gebruikt bij CNC-bewerkingen
- Hoe CNC-draadvonkbewerking uit te voeren?
- CNC dubbelkoloms bewerkingscentrum is een beest!
- CNC-bewerkingscentrumtechnologie