


Hoonproces:definitie, onderdelen of constructie, werkingsprincipe, voordelen, toepassing [Opmerkingen bij PDF]
Hallo, Welkom op onze blog, Ik hoop dat het goed met je gaat. In dit nieuwe artikel zullen we de definitie, onderdelen of constructie, werkingsprincipe, voordelen, nadelen en toepassing van het hoonproces in detail bestuderen.
Wat is de geschiedenis van het hoonproces?
Het was in de 16e eeuw toen Leonardo da Vinci gebruikte eerst een gereedschap om de binnenwanden van een houten pijp glad te strijken met behulp van een stok die op een schuurpapier was bevestigd. Deze stick kan zowel in lineaire als radiale richtingen bewegen.
Aan het begin van de 20e eeuw werden slijpgereedschappen ontwikkeld om de interne componenten van verbrandingsmotoren te slijpen.
In 1924 werd het eerste vijfbladige hoongereedschap met stok en veerbevestiging ontworpen en gepatenteerd. Na een paar jaar werd het hoonproces gebruikt voor productiedoeleinden in de industrie.
Laten we zonder verder uitstel naar ons hoofdonderwerp gaan,
Wat is een hoonproces?
Honen is een abrasief bewerkingsproces dat een combinatie is van slijp- en boorprocessen. Een hoonproces maakt gebruik van een schurend slijpgereedschap om het gegeven werkstuk nauwkeurig te bewerken. Een hoonproces verbetert de oppervlaktekwaliteit van het werkstuk en zorgt voor maatnauwkeurigheid van het te bewerken onderdeel.
Een bewegende schuursteen wordt gemaakt om in contact te komen met het te bewerken onderdeel, waardoor een nauwkeurig afgewerkte klus wordt geproduceerd.
Honen wordt gebruikt in industrieën waar nauwkeurigheid en esthetiek beide belangrijk worden geacht. Over het algemeen gebruikt een hoonproces CNC om het gereedschap op het werkstuk te richten. Een hoonproces wordt meestal gebruikt om de boorgaten in een werkstuk af te werken.

Kenmerken van het slijpproces:
De volgende kenmerken van het hoonproces zijn als volgt:
- Het is een zeer nauwkeurig proces met lage snelheid.
- Het hoonproces genereert een kruisgemarkeerd oppervlak op het werkstuk. Dit werkstuk wordt gebruikt om smeermiddelen vast te houden.
- Het kan worden gebruikt om de ronding van het gat te corrigeren.
- Hoge tolerantie van 2 tot 3 micron kan worden bereikt.
- Zowel harde als zachte materialen kunnen worden geslepen.
- Het bereik van de snijsnelheid varieert van 0,25 tot 1 m/s.
- De snijhoek varieert van 60 tot 90 o .
- De druk die tijdens het hoonproces op het laterale oppervlak van het werkstuk wordt uitgeoefend, varieert van 1000 kPa tot 2500 kPa.
Werkingsprincipe van het slijpproces:
Het basisprincipe van het hoonproces is de snijactie die wordt uitgevoerd door de schurende deeltjes wanneer zowel een lineaire als een tangentiële kracht wordt uitgeoefend. De wrijving die wordt gegenereerd door het contact van schuurstenen en het werkstuk resulteert in het verwijderen van materiaal van het werkstuk.
De volgende stappen hoe het slijpproces wordt uitgevoerd:
Het te honen werkstuk wordt op de werktafel gemonteerd en met behulp van klemmen geklemd. Aan de spindel wordt een vereist hoongereedschap bevestigd en de stabiliteit van het gereedschap wordt gecontroleerd.
De operator selecteert verschillende parameters zoals voeding en snelheid van het gereedschap. Wanneer het gereedschap het gat binnengaat, zet het uit vanwege de taps toelopende doorsnede van de kegel in het gereedschap.
Krachten werken loodrecht en evenwijdig aan het laterale oppervlak van het gat. Deze krachten resulteren in de snijdende actie dankzij de schuurstenen en zorgen voor een geweldige oppervlakteafwerking.
Indien nodig wordt tijdens het proces koelvloeistof toegevoegd om oververhitting van het oppervlak te voorkomen. Zodra het hoonproces is voltooid, wordt het gereedschap uit het gat verwijderd en worden de stenen naar binnen getrokken vanwege de terugverende kracht.
Het werk wordt vervolgens afgekoeld en vervolgens verwijderd door de armaturen los te maken.
Typen slijpmachines:
Er zijn twee soorten hoonmachines:
- Verticale hoonmachine en
- Horizontale Honingmachine
De constructie van de hoonmachine lijkt sterk op die van boormachines. Daarnaast kan een Honinggereedschap ook op een draaibank of een boormachine worden gemonteerd. De enige vereiste van het hoonproces is dat het gereedschap zowel moet draaien als parallel aan de as van het gat moet bewegen.
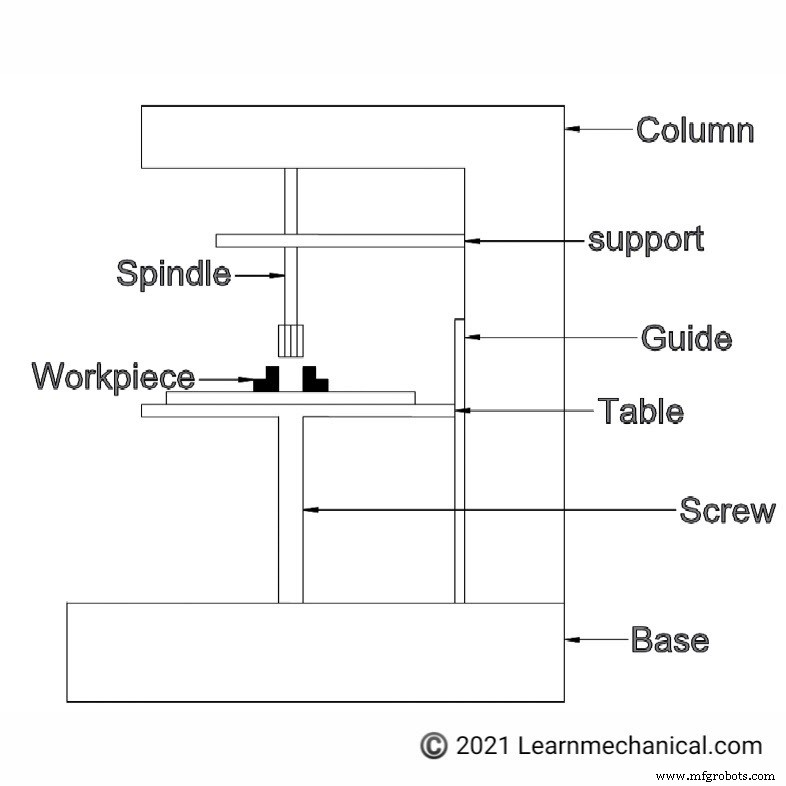
#1. Verticale hoonmachineconstructie of onderdelen:
De kolom en de verhoogde schroef zijn gemonteerd op de gietijzeren voet. De kolom verbindt CNC met de motor en bevat ook ondersteunende elementen.
De verhoogde schroef is verbonden met de werktafel en de armaturen worden aan de werktafel geplakt.
Het ene uiteinde van de spindel is verbonden met de motor en het andere uiteinde is verbonden met het gereedschap via een steunelement. De constructie lijkt veel op een boormachine.
Basis: De basis is het ondersteunende element dat wordt gebruikt om de hele opstelling van hoonapparatuur stevig vast te houden. De basis is gemaakt van gietijzer om maximale trillingen te absorberen en stabiliteit te bieden aan de apparatuur.
Kolom: De kolom is het belangrijkste ondersteunende element dat in de opstelling wordt gebruikt. Een verticale kolom wordt gebruikt om motoren, spil, gereedschap en het werkstuk vast te houden. Het fungeert ook als een verbindingselement voor verschillende werkende delen.
Richtlijnen: De geleidingen worden gebruikt voor de verticale beweging van het werkstuk.
Werktafel: Een werktafel wordt gebruikt om armaturen op te plaatsen. Het kan beweegbaar of stijf zijn.
Armaturen: Fixtures zijn de spaninrichtingen die worden gebruikt om het werkstuk vast te klemmen. In het geval van het hoonproces moeten de armaturen sterk en stijf zijn om aan de nauwkeurigheidseisen van het hoonproces te voldoen.
Spil: Een spil is een verbindingsinrichting die wordt gebruikt om het gereedschap met de motor te verbinden om een roterende beweging aan het gereedschap te geven.
Ondersteuning: Een steunelement wordt gebruikt om de spindel te ondersteunen en te voorkomen dat deze breekt.
Verhoogde schroef: De verhoogde schroef is bedoeld om de hoogte van de werktafel te vergroten.
CNC: Een numerieke computercontroller wordt gebruikt om de beweging van het gereedschap met betrekking tot het werkstuk te regelen of om de beweging van het werkstuk met betrekking tot het gereedschap te regelen.
Voeding: Bij het hoonproces wordt een gelijkstroomvoeding gebruikt.
Aanscherpingstool: Het gereedschap is het belangrijkste onderdeel van het hoonproces. Een hoon maakt het hoonproces anders dan slijp- en boorprocessen. De gereedschappen die worden gebruikt in verticale en horizontale hoonmachines zijn vergelijkbaar en worden verder beschreven.
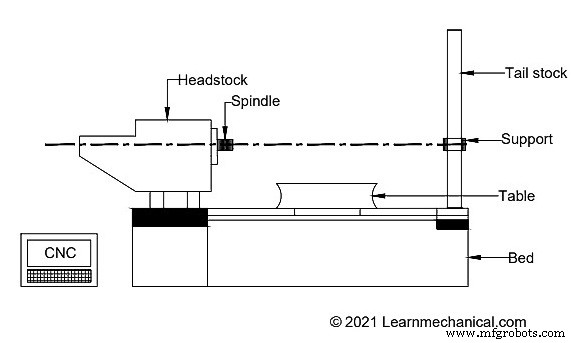
#2. Horizontale hoonmachineconstructie of onderdelen:
De opbouw van een horizontale hoonmachine is heel eenvoudig. De basis fungeert als platform voor alle te monteren elementen of componenten.
De losse kop is aan het ene uiteinde gemonteerd en de kop aan het andere uiteinde. De werktafel is bevestigd tussen de losse kop en kop.
De werktafel mag in het horizontale vlak bewegen. De spil is bevestigd aan de kop en het gereedschap. Het wordt gebruikt om de beweging van de motor op het gereedschap over te brengen. Op de werktafel bevinden zich armaturen om het werkstuk vast te klemmen.
Kop: Een kop bevat een motoroverbrenging om de rotatiesnelheid van het gereedschap te variëren.
Bed: Een bed is net zo vergelijkbaar als de basis in een verticale hoonmachine. Het is gemaakt van gietijzer en werkt als een demper.
Spil: De spindel is het verbindingselement dat de motor en het gereedschap verbindt.
Kolom: De kolom is een ondersteunend element dat wordt gebruikt om de Headstock te ondersteunen.
Armaturen: Fixtures worden gebruikt om het werkstuk vast te klemmen en de vrijheidsgraden te beperken. De opspanningen bij horizontaal honen moeten zeer nauwkeurig zijn aangezien er een grotere kracht op het werkstuk wordt uitgeoefend.
CNC: In het geval van horizontaal honen moet een computernumerieke controller worden geïnstalleerd om een betere nauwkeurigheid te garanderen. Dit kan maximale menselijke fouten elimineren.
Aanscherpingstool: Het aanzetgereedschap is het belangrijkste element dat hieronder wordt toegelicht.
Staartstuk: De losse kop is dat element dat zich aan het andere uiteinde van de basis bevindt. Het wordt gebruikt om het werkstuk te ondersteunen.
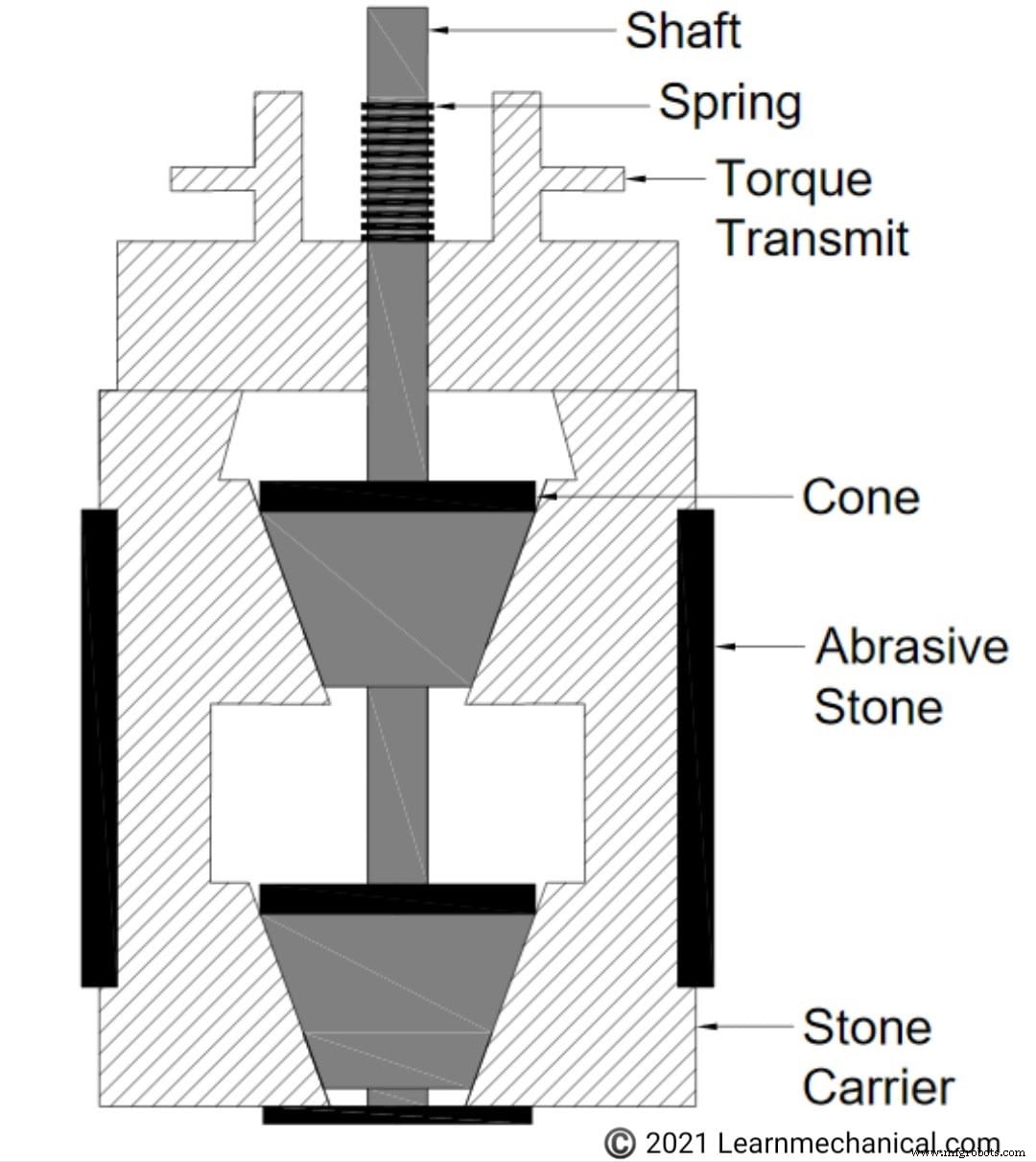
Honing Tool:
Er zijn verschillende hoongereedschappen op de markt die voor verschillende doeleinden kunnen worden gebruikt. Het gegeven diagram toont een hoongereedschap met dubbele kegel.
Deze bestaat uit een schuursteen op de buitendiameter van het gereedschap. De steen is dat deel dat in contact komt met het werkstuk.
In de steendrager bevinden zich twee kegels. Zodra er een lineaire kracht op de schacht wordt uitgeoefend, worden de stenen naar buiten geduwd.
Dit gebeurt door de taps toelopende doorsnede van de kegel. De stenen worden teruggetrokken door de omgekeerde werking van de veren.
Gebruikte schurende deeltjes:
Schuurstenen zijn schurende deeltjes die samengebonden zijn om een solide structuur te vormen die wrijving kan veroorzaken terwijl ze tegen een ander materiaal wrijven. Er is een verscheidenheid aan schuurdeeltjes beschikbaar op basis van korrelgrootte, gewenste oppervlakteafwerking en verschillende andere factoren. De meest gebruikte schuurdeeltjes zijn aluminiumoxide, siliciumcarbide en wolfraamcarbide.
Een belangrijke parameter van het hoonproces:
#1. Selectie schuurmiddel:-
De hoonbewerking is sterk afhankelijk van de gebruikte schuurdeeltjes. De keuze van Abrasive hangt af van de hardheid van het werkstuk en de gewenste oppervlakteafwerking. Voor zeer harde werkstukken wordt diamant als gereedschap gebruikt.
#2. Spindelsnelheid:-
Het spiltoerental of toerental van het gereedschap is een belangrijke parameter die de verschillende kenmerken van het werkstuk bepaalt. Als bijvoorbeeld een hoge materiaalverwijdering de belangrijkste zorg is, moet de snelheid minimaal zijn. Als oppervlakteafwerking de belangrijkste zorg is, moet de snelheid hoog zijn.
#3. Reciprocerende snelheid:
De heen en weer gaande snelheid van het gereedschap tov het werkstuk is van invloed op de oppervlakteafwerking van het werk. Hogere heen en weer gaande snelheden resulteren in een slechte oppervlakteafwerking van het werk.
#4. Aandrukdruk:
Zoals hierboven vermeld, varieert de hoondruk van 1000 kPa tot 2500 kPa. Een lagere hoondruk resulteert in een lage materiaalverwijdering en een hogere druk resulteert in een slechte oppervlakteafwerking.
Voordelen van het slijpproces:
Nauwkeurigheid: Het hoonproces is zeer nauwkeurig en nauwkeurig. In industrieën waar een gat- of boringdiameter nauwkeurig moet zijn, is het hoonproces van groot voordeel.
De hardheid van het werkstuk: Een ander voordeel van het hoonproces is dat het elk materiaal kan bewerken, ongeacht de hardheid en moleculaire structuur.
Behoudt de middellijn: Honingproces handhaaft de hartlijn van de boring of een gat. Andere afwerkingsprocessen kunnen de hartlijn van het gat verstoren.
Materiaalverwijdering: Er wordt minder materiaal verwijderd en de afwerking wordt verkregen met behulp van een hoonproces. Dit komt door het gebruik van een schuurmiddel.
Het gegenereerde patroon: Het hoonproces genereert een kruisgemarkeerd patroon op het oppervlak van het werkstuk. Dit biedt een groot voordeel voor het werkstuk om smeermiddelen vast te houden.
Nadelen van het slijpproces:
Hoge initiële kosten: De initiële kosten van de apparatuur zijn hoog. Dit is een economisch nadeel van de hoonmachine.
Hoge slijtage van het gereedschap: Schuurstenen worden gebruikt als de belangrijkste snijkant. De ruwheid van schuurstenen wordt gemakkelijk verminderd in het geval van een hoonproces.
Rechtheid van het gat: Het hoonproces verbetert alleen de kwaliteit van het binnenoppervlak van een gat of een boring. Het verbetert de rechtheid van het gat niet.
Soorten materialen :Het hoonproces is alleen geschikt voor ferromaterialen, het is niet erg effectief op non-ferromaterialen.
Toepassingen van het slijpproces:
- Het kan worden gebruikt voor het afwerken van krukassen in auto's
- Honing-proces wordt gebruikt voor het afwerken van tandwielen in de auto-industrie.
- Het wordt ook gebruikt voor productiedoeleinden waar holle cilindrische boringen nauwkeurig moeten worden afgewerkt.
- Het wordt ook gebruikt voor het afwerken van de interne diameter van de verbrandingsmotoren.
- Het kan worden gebruikt om de ronding van gaten te verbeteren.
Industriële technologie
- Lapproces:definitie, werkingsprincipe, typen, materiaal, voordelen, toepassing [Notities bij PDF]
- Rake Angle:definitie, belang en typen (positief, negatief, nul) [Opmerkingen bij PDF]
- Quick Return Mechanism:definitie, typen, werkingsprincipe, toepassingen, voordelen, nadelen [Opmerkingen bij PDF]
- Elektronenstraallassen:definitie, constructie, werking, toepassingen, voordelen en nadelen [Opmerkingen bij PDF]
- Extrusieproces:definitie, werkingsprincipe, typen, toepassingen, voordelen en nadelen [Opmerkingen bij PDF]
- Smeedproces:werken, toepassing, voor- en nadelen
- Extrusieproces:werken, typen, toepassing, voor- en nadelen
- Koepeloven:principe, constructie, werking, voordelen, nadelen en toepassing:
- Schuurstraalbewerking - onderdelen, werkingsprincipe, toepassing
- Ultrasoon bewerkingsproces - werkingsprincipe van onderdelen, voordelen:
- Ultrasoon bewerken:onderdelen, werking, toepassingen, voordelen met PDF