


Elektronenstraallassen:definitie, constructie, werking, toepassingen, voordelen en nadelen [Opmerkingen bij PDF]
Vandaag ga ik u in dit artikel een diepgaand overzicht geven van Electron Beam Welding Machine .
Dit lasproces werd voor het eerst ontwikkeld in 1949 door Karl-Heinz Steigerwald, een Duitse natuurkundige.
In dit artikel zullen we eerst de definitie zien, hoe het werkt, daarna zal ik je ook de toepassingen, voordelen en beperkingen van EBW Machine laten zien.
Dus laten we zonder verder uitstel het artikel ingaan.
Wat is elektronenstraallassen?
Elektronenbundellassen is een lasprocédé in vloeibare toestand waarbij twee vergelijkbare of ongelijksoortige metalen worden samengevoegd door het gebruik van warmte en die warmte wordt gegenereerd door elektronen met hoge energie. Wanneer een elektron met hoge snelheid het werkstuk raakt, zijn er twee vormen van energieomzetting die kinetische energie en thermische energie plaatsvinden.
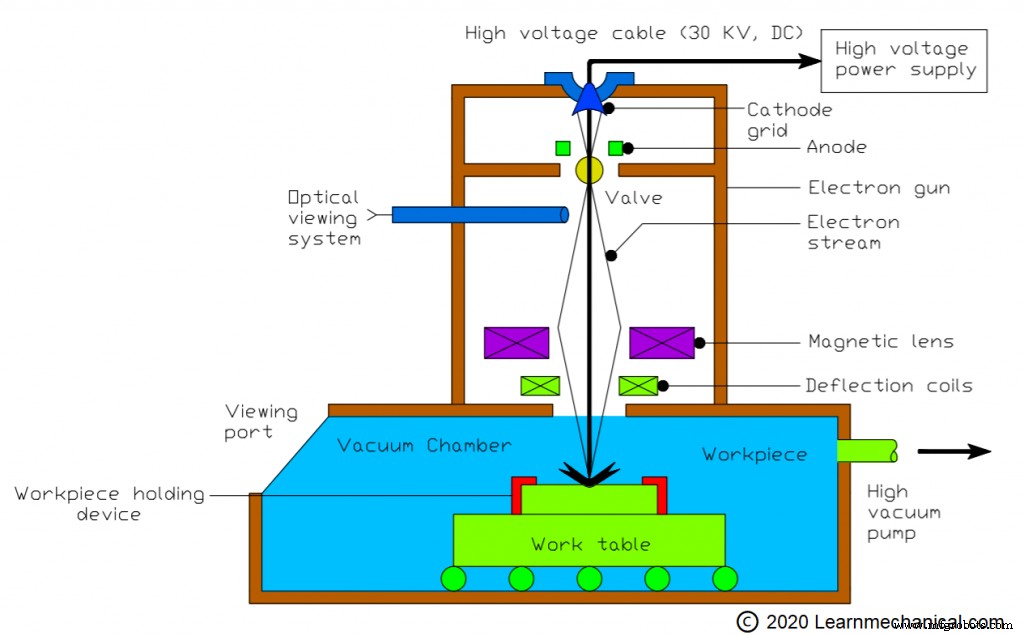
Bouw van elektronenstraallasmachine:
Elektronenstraallasmachine bestaat uit de volgende onderdelen:
- Hoogspanningsvoeding
- Elektronenkanon
- Kathoderaster
- Anode
- Optisch weergavesysteem
- Magnetische lens
- Afbuigspoel
- Vacuümkamer
- Werkstuk
- Werkstukhouder
Dus laat me je deze onderdelen nu in detail laten zien.
Hoogspanningsvoeding:
De voeding is onderverdeeld in twee manieren, de ene als laag en de andere als hoog voltage.
- Het laagspanningsbereik van het dunne lassen ligt tussen 5 en 30 kV.
- Hoogspanningsbereik voor dik lassen ligt tussen 70 en 150 kV.
Elektronenkanon:
In een elektronenkanon worden de vrije elektronen gegenereerd door middel van thermo-emissie van een hete metalen band of draad.
Het belangrijkste doel van het elektronenkanon is om vrije elektronen om te zetten in een elektronenbundel met behulp van kathoderooster, anode, magnetische lens en afbuigspoel.
Kathoderaster:
Door dit deel worden de vrije elektronen gegenereerd. De spanning van gegenereerde vrije elektronen is echter zeer laag eV. Om deze vrije elektronen te versnellen, worden ze door een hoog elektrisch veld geleid dat wordt geproduceerd door de anode en de emitter (kathode).
Anode:
De anode wordt gebruikt om de elektronen te versnellen die door het kathoderooster worden gegenereerd.
Optisch weergavesysteem:
Optisch kijksysteem helpt ons om het actiepunt te bepalen en in te stellen waar de elektronenstraal op het werkstuk wordt geraakt.
Magnetische lenzen:
Magnetische lenzen laten alleen de convergerende elektronen door. Het absorbeert de lage energie van divergente elektronen en zorgt voor een hoge intense elektronenstraal.
Afbuigspoel:
- De afbuigspoel is een soort magnetische lens en wordt gebruikt in kathodestraalbuizen.
- Het helpt om de elektronenstraal over het hele scherm te scannen.
Vacuümkamer:
- In de vacuümkamer is geen lucht aanwezig. Het lassen in deze machine vindt plaats in een vacuüm.
- De drukvoorinstellingen hier zijn lager dan de atmosferische of bij atmosferische druk.
- Het is ook bekend als de Braun-buis of -kamer.
Werkstuk:
- Het werkstuk is aan de armaturen bevestigd.
- Het werkstuk kan gelijkaardige of ongelijksoortige metalen zijn.
Werkstukhouder:
- Het apparaat voor het vasthouden van het werkstuk wordt ook wel Fixtures genoemd. Het wordt gebruikt om het werkstuk stevig vast te houden.
- De armaturen zijn gemaakt van stalen gietstukken, roestvrij staal, gietijzer, staal met hoge treksterkte, enzovoort.
Werkingsprincipe Elektronenstraallassen:
Het werkingsprincipe van elektronenlassen is hetzelfde als machinale bewerking met elektronenstralen. Hier gebruiken we om soortgelijke metalen of ongelijke metalen te verbinden met behulp van de elektronenstraal.
Eerst leveren we de stroom aan het systeem. Er is één kathode [hij heeft een negatieve lading] bevestigd zoals je kunt zien in het diagram en dat is gemaakt van wolfraam. En net onder de anode is aangesloten.
Nu moeten we een potentiaalverschil van ongeveer 30 tot 175 kV creëren, want als het coherente licht wordt geproduceerd door de kathoden die door de anoden gaan, en die anoden helpen het zo veel mogelijk te versnellen.
Nu verschijnt het coherente licht rechtstreeks op het werkstuk, terwijl de focusspoel is bevestigd die de extra opening tussen het coherente licht verkleint.
Nu komt het licht met behulp van een afbuigspoel direct op het werkstuk en hier is de temperatuur zo hoog dat het werkstuk smelt. De kinetische energie wordt nu omgezet in thermische energie.
Het werkstuk wordt hier aan de armaturen bevestigd en het hele proces gebeurt in een vacuüm dat betekent dat er geen lucht is. Als er lucht komt, kan de richting van coherente lichten worden afgebogen en kan het op een andere plaats lijken die we niet willen lassen.
Hier is een video van een moderne elektronenstraallasmachine:
Toepassingen van lassen met elektronenstralen:
Electron Welding heeft een breed toepassingsgebied. hier heb ik er een aantal opgesomd en dat zijn:
- Het wordt gebruikt voor het lassen en boren van het werkstuk.
- Elektronenbundellassen wordt gebruikt voor verschillende industrieën, zoals de scheepvaart, de automobielindustrie, de luchtvaart, de fabricage, enzovoort.
- Het wordt ook gebruikt in de defensiesector voor het maken van verschillende producten.
- Het is voor het verbinden van twee gelijkaardige of ongelijksoortige metalen.
- Voor het verbinden van vuurvast materiaal en dat zijn wolfraam, keramiek, enzovoort.
- Het wordt ook gebruikt in de medische industrie.
- Het elektronenlassen snijdt de smalle sleuven van 25 micronmeter.
Voordelen van lassen met elektronenstralen:
Dus hier zijn enkele voordelen van lassen met elektronenstralen:
- Er is geen vereiste voor toevoegmateriaal bij elektronenlassen.
- Er is heel weinig vervorming.
- De lasfouten lijken ook veel minder.
- Elektronenlassen last ook het harde materiaal.
- De oppervlakteafwerking die in dit proces wordt verkregen, is hoog.
- Het biedt ook een hoge metaalverbindingssnelheid.
- De warmte-effectieve zone en het lassen zijn smal.
- Dit proces helpt ook om uniforme en diffusiemetalen samen te voegen.
- Het lasproces is continu en strak.
- Het werkstuk heeft hoge sterkte-eigenschappen en behoudt tot 95% van de sterkte van de basismaterialen.
- Dit straallasproces is zeer nauwkeurig.
- Het lasproces is volledig geautomatiseerd.
Nadelen van lassen met elektronenstralen:
De nadelen van Electron Beam Welding zijn de volgende:
- Het proces kan niet worden uitgevoerd door een halfgeschoolde werknemer, dus het vereist een hoogopgeleide werknemer, wat betekent dat de persoon kennis moet hebben van het elektronenlasproces.
- De afmeting van het werkstuk is niet groot, het is beperkt vanwege de vacuümkamer.
- Er is veel onderhoud nodig.
- De elektronenlasapparatuur is duur.
- De installatie- en investeringskosten zijn hoog.
- Het elektronenlassen heeft röntgenstraling en dat is een groot probleem voor mens en
- De productiekosten zijn ook hoog.
Conclusie:
Dus daar heb je het:het diepgaande overzicht van elektronenstraallassen.
Ik hoop dat je dit artikel interessant vindt. We hebben ook veel op kennis gebaseerde artikelen over werktuigbouwkundige onderwerpen behandeld, kijk die ook gerust eens na.
Industriële technologie
- Hoonproces:definitie, onderdelen of constructie, werkingsprincipe, voordelen, toepassing [Opmerkingen bij PDF]
- Lapproces:definitie, werkingsprincipe, typen, materiaal, voordelen, toepassing [Notities bij PDF]
- Rake Angle:definitie, belang en typen (positief, negatief, nul) [Opmerkingen bij PDF]
- Quick Return Mechanism:definitie, typen, werkingsprincipe, toepassingen, voordelen, nadelen [Opmerkingen bij PDF]
- Extrusieproces:definitie, werkingsprincipe, typen, toepassingen, voordelen en nadelen [Opmerkingen bij PDF]
- Wat is lassen met elektronenstralen? - Definitie en proces
- Toepassingen, voor- en nadelen van TIG-lassen
- Werkingsprincipes, voor- en nadelen van MIG-lassen
- Toepassingen, voor- en nadelen van Elektroslaklassen (ESW)
- Toepassingen, voor- en nadelen van ondergedompeld booglassen
- Toepassingen, voor- en nadelen van plasmabooglassen