


Laslijn:de oorzaken, defecten en hoe deze te vermijden

Het hebben van een defect of smet op een voltooid onderdeel zal zeker iemand ontevreden achterlaten. Bij onderdelen die van kunststof zijn gemaakt, kan dit nog meer problemen opleveren, aangezien de smet kan leiden tot een functionele storing van het onderdeel. Een voorbeeld van zo'n smet op kunststof onderdelen is de laslijn.
Deze lijnen kunnen ernstige gevolgen hebben voor uw kunststof product, aangezien dit kan leiden tot het mislukken van het hele productieproces. Dit zou normaal gesproken het verlies van een enorme hoeveelheid geld betekenen, aangezien het proces helemaal opnieuw zou moeten beginnen. Om dit te helpen voorkomen, behandelt dit artikel de oorzaken van laslijnen, de defecten die het veroorzaakt en hoe u dit kunt voorkomen.
Hoe zien laslijnen eruit?

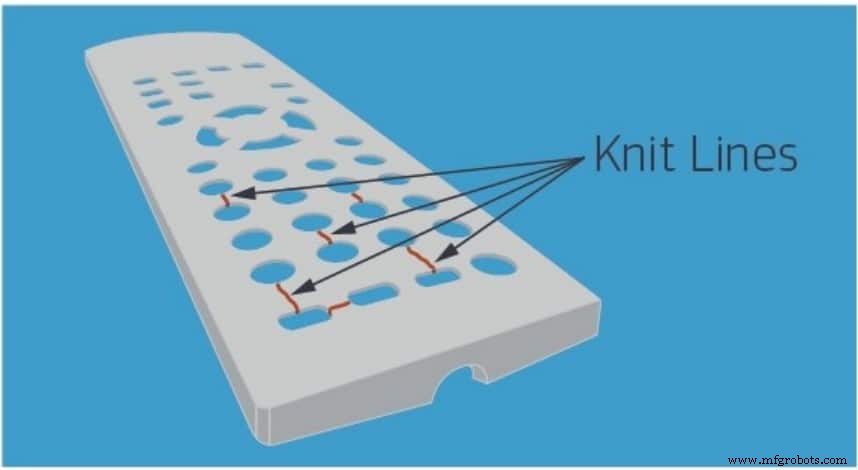
Laslijn (ook bekend als een breilijn) is de lijn waar twee stroomfronten elkaar ontmoeten wanneer twee of meer stroomfronten tijdens het vormproces niet aan elkaar kunnen "breien" of "lassen". Deze lijnen komen meestal voor rond gaten of obstakels en veroorzaken plaatselijk zwakke plekken in het vormdeel.”
Een andere terminologie die machinisten in de volksmond gebruiken met betrekking tot laslijnen, zijn meldlijnen. Hoewel beide qua uiterlijk vergelijkbaar zijn, hebben ze één klein verschil. Het verschil is de ontmoetingshoek van de twee stroomfronten. Voor laslijnen is de ontmoetingshoek altijd kleiner dan 135 graden. Elke ontmoetingshoek groter dan dit creëert een meldlijn.
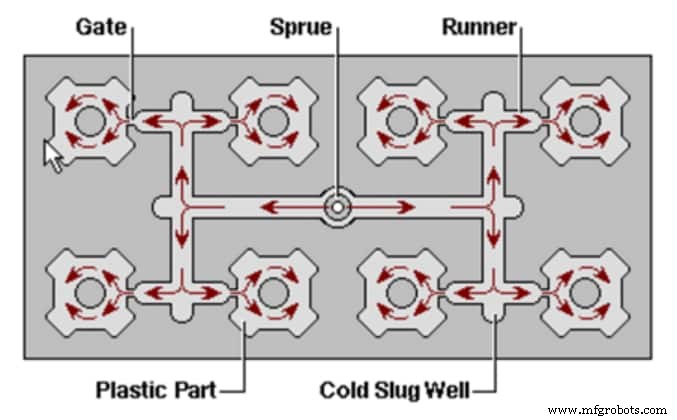
Om beter te begrijpen hoe dit fenomeen ontstaat, is het nodig om te weten wat er gebeurt als plastic stroomt. Wanneer plastic stroomt, vormen ze een glad continu stroomfront. Deze stroom blijft overal soepel als het geen obstakels raakt.
Als de stroom echter in contact komt met een object of obstakel, zoals een pin, splitst deze zich onmiddellijk in twee verschillende delen om rond het object te gaan. Nu heb je twee verschillende kanten:de ene stroomt door het ene deel van het object en de andere aan de andere kant van het object.
De stroom komt aan de voorkant weer bij elkaar en laat aan de oppervlakte een lichte depressie achter. Deze lichte depressie is een kleine lijn die de laslijn of breilijn wordt genoemd. De laslijn mag echter niet door de hele stroom lopen. Dus, naarmate de stroming voortduurt, kunnen de twee stromingsfronten geleidelijk weer samenkomen om één ononderbroken stromingsfront te maken. Dit gaat door totdat de laslijnen in kunststof spuitgieten verdwijnen.
Oorzaken van laslijnen
Zoals veel defecten aan onderdelen, dragen een aantal factoren bij aan de vorming van laslijnen tijdens het ontwerpen van onderdelen. Enkele van deze factoren zijn:
- Druk
- Temperatuur
- Matrijsontwerp
- Snelheid
- Onzuiverheid
- Overmatige schimmelafgifte
Druk
Als de druk niet genoeg is om de stroom te duwen en weer samen te smelten, kan dit een brede laslijn creëren. Dit kan gebeuren als de machine defect is of als de instelling niet correct is uitgevoerd. Het kan ook een gevolg zijn van problemen met het ontwerp van de matrijs.
Temperatuur
Als de temperatuur niet hoog genoeg is, kan het zijn dat u voortijdig stolt. Sommige delen kunnen stollen terwijl het andere deel nog vloeit. Hiermee kunt u uiteindelijk laslijnen krijgen.
De temperatuur die nodig is voor een continue harsstroom kan op verschillende plaatsen dalen. Sommige van dergelijke plaatsen zijn de mal, de lopers naar de mal en de spuitgietmachine.
Matrijsontwerp
Schimmel met een slecht ontwerp kan laslijnen veroorzaken in verschillende delen van uw ontwerp. Enkele veelvoorkomende fouten in het ontwerp van de mal die breilijnen kunnen veroorzaken, zijn een onjuiste wanddikte en onjuist geplaatste poorten.
Snelheid
Met een lage snelheid zal de hars langzaam door de mal gaan. Dit betekent dat de fronten mogelijk niet op gelijke tijdstippen afkoelen. Als de ene afkoelt voordat deze de andere raakt, kunnen er breilijnen ontstaan bij het spuitgieten.
Onzuiverheid
Als de hars onzuiverheden bevat, zal er geen vlotte doorstroming door de mal zijn. Dit kan betekenen dat het ene deel van de stroom sneller zal zijn dan het andere.
Overmatige schimmelafgifte
Als er te veel schimmel loskomt, hebt u mogelijk een hogere druk nodig om het door de machine te duwen. Zo niet, dan daalt de snelheid en kunnen laslijnen ontstaan.
Waarom u laslijnen moet vermijden
Gebreide lijnen bij spuitgieten zijn ongewenst, vooral wanneer het uiterlijk van het oppervlak en de sterkte van het onderdeel belangrijke punten van zorg zijn. Daarom moet u ze om de volgende redenen vermijden:
Kwetsbaarheid

Laslijnen zijn meestal het zwakste gebied van uw kant. Het materiaal kan dus gemakkelijk van een dergelijk gebied afbreken. Als het onderdeel is ontworpen voor een doel dat een goede sterkte vereist, kan de kwetsbaarheid die wordt veroorzaakt door laslijnen verhinderen dat het effectief een dergelijk doel dient.
Als u bijvoorbeeld een gebreide lijn rond een schroefgat in uw onderdeel hebt, kan de lijn breken wanneer u rijdt en een schroef door het gat draait.
Vervormt het uiterlijk van het oppervlak
Gebreide lijnen kunnen het uiterlijk van uw ontwerp vervormen. Hoeveel moeite je ook in het ontwerp steekt om er aantrekkelijk uit te zien, een enkele gebreide lijn kan het aandachtspunt zijn dat het ontwerp vervormt.
Tips voor het elimineren van breilijn
U kunt laslijnen in kunststof spuitgieten elimineren door te zorgen voor één front tijdens het gehele gietproces. U kunt het breiwerk ook elimineren door ervoor te zorgen dat de lijn goed bedekt is. De volgende tips kunnen u hierbij helpen:
- Wijzig het onderdeelontwerp
- Wijzig het vormontwerp
- Pas de vormomstandigheden aan
Wijzig het onderdeelontwerp
U kunt dit doen door de wanddikte te vergroten. Dit helpt de drukoverdracht te vergemakkelijken en zorgt er ook voor dat er een hogere smelttemperatuur is. Het verdikken van deelwanden kan helpen om de afkoelsnelheid van de hars te vertragen. Dit geeft de hars meer tijd om zich naar het onbedekte deel te verspreiden voordat het uiteindelijk afkoelt en stolt.
U moet echter oppassen dat u de deelwanden niet te dik maakt. Als je dat wel doet, kan het zijn dat je verzakkingen krijgt.
U kunt ook de verhouding van de onderdeeldikte verminderen. Bij een lichtere stroom zal de vloeistof sneller een groter bereik bestrijken. Het zou dus de laslijn moeten sluiten.
U kunt ook de afmeting en positie van de poort aanpassen. Houd het brei-veroorzakende deel zo ver mogelijk weg van de rand van uw ontwerp. Als je het te dicht bij de rand houdt, kan het gemakkelijk afbreken.
Wijzig het malontwerp
U kunt het ontwerp van de mal wijzigen door de poort en de geleiders te vergroten. U moet ook ingesloten lucht in het spuitgieten van de laslijn verwijderen. Als u de lucht niet verwijdert, zullen er ongevulde delen in uw onderdeelontwerp ontstaan, wat verder zou leiden tot meer verzwakking. U kunt de ingesloten lucht verwijderen door een ventilatieopening in het laslijngebied te plaatsen.
Een andere manier om het ontwerp van de mal te wijzigen, is door het ontwerp van de poort te wijzigen. Dit helpt om het spuitgieten van de laslijn te elimineren of ervoor te zorgen dat ze zich dichter bij de poort vormen onder hoge pakkingdruk en bij hoge temperatuur.
Pas de vormomstandigheden aan
Een andere manier om laslijnen bij kunststof spuitgieten te elimineren, is door de vormomstandigheden aan te passen. De voorwaarden zijn temperatuur, injectiesnelheid en injectiedruk.
Als de smelttemperatuur laag is of de injectiesnelheid en -druk laag zijn, kan het zijn dat u een meer uitgesproken laslijn krijgt. U kunt dus de laslijn elimineren door deze voorwaarden te verhogen.
Conclusie
Het hebben van laslijnen op elk afgewerkt plastic onderdeel is een fabricagefout die ten koste van alles moet worden vermeden. Behalve dat het een lelijk litteken achterlaat op het oppervlak van uw product, heeft het ook functionele nadelen zoals verhoogde kwetsbaarheid.
Om ervoor te zorgen dat uw kunststof eindproduct van de hoogste kwaliteit is en geen laslijnen bevat, is RapidDirect de beste keuze voor u. We leveren onderdelen van de hoogste fabricage- en functionele kwaliteit, waardoor onze klanten altijd tevreden zijn. Binnen 12 uur nadat we contact met ons hebben opgenomen, sturen we u een offerte met een schatting van de kosten voor de productie van uw onderdelen.
We bieden ook professionele DFM-analyse en schimmelstroomanalyse en sturen GRATIS ontwerpfeedback voor elke bestelling die bij ons wordt geplaatst. Op deze manier kunnen we uw ontwerp optimaliseren om ervoor te zorgen dat het product geen gebreken vertoont.
Bij ons krijgt u spuitgegoten kunststoffen van de hoogste kwaliteit.
Samengesteld materiaal
- 'Lange'' en 'Korte'' transmissielijnen
- 4 belangrijke oorzaken van uitval van schakelapparatuur en hoe deze te vermijden
- Wat is pompcavitatie en hoe voorkom ik het?
- 5 redenen waarom IoT-projecten mislukken en hoe u dit kunt vermijden
- Wat is MIG-lassen en hoe MIG-lassen?
- Hoe titanium te lassen:proces en technieken
- Wat is lasspatten en hoe kan het worden verminderd?
- Gietdefecten:soorten, oorzaken en oplossingen
- 5 veelvoorkomende gevaren voor kraanvogels en hoe ze te vermijden?
- De meest voorkomende oorzaken van kraanongevallen (en hoe ze te vermijden)
- Verschillende soorten lasfouten en oplossingen