


Wat is TIG-lassen:principe, werking, uitrusting, toepassingen, voor- en nadelen
Vandaag zullen we leren over wat TIG-lassen is, zijn principe, werking, apparatuur, toepassing, voor- en nadelen met zijn diagram. TIG staat voor wolfraam inert gas lassen of soms staat dit lassen bekend als gas tungsten booglassen. Bij dit lasproces wordt de warmte die nodig is om een las te vormen geleverd door een zeer intense elektrische boog die gevormd wordt tussen de wolfraamelektrode en het werkstuk. Bij dit lassen wordt een niet-smeltbare elektrode gebruikt die niet smelt. Bij dit type laswerk . is meestal geen toevoegmateriaal nodig maar als het nodig was, werd een lasstaaf rechtstreeks in de laszone gevoerd en gesmolten met onedel metaal. Dit lassen wordt meestal gebruikt voor het lassen van aluminiumlegeringen. 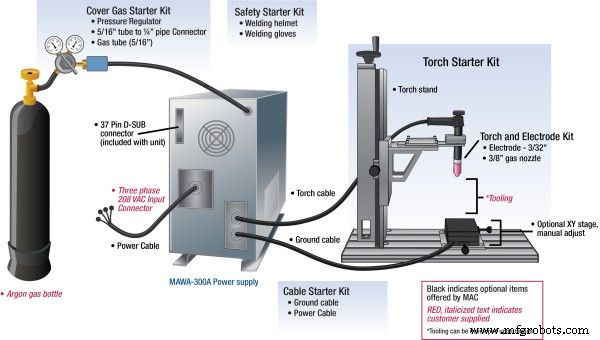
TIG-lassen:
Principe:
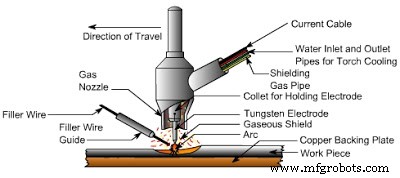
TIG-lassen werkt volgens hetzelfde principe van booglassen . Bij een TIG-lasproces wordt een zeer intense boog geproduceerd tussen de wolfraamelektrode en het werkstuk. Bij dit lassen is meestal het werkstuk verbonden met de positieve pool en de elektrode is verbonden met de negatieve pool. Deze boog produceert warmte-energie die verder wordt gebruikt om metalen platen te verbinden door smeltlassen . Er wordt ook een beschermgas gebruikt dat het lasoppervlak beschermt tegen oxidatie.
Apparatuur
Power Source:
De eerste eenheid van apparatuur is de stroombron. Een krachtige stroombron die nodig is voor TIG-lassen. Het maakt gebruik van zowel AC- als DC-stroombronnen. Meestal wordt gelijkstroom gebruikt voor roestvrij staal, zacht staal, koper, titanium, nikkellegeringen, enz. en wisselstroom wordt gebruikt voor aluminium, aluminiumlegeringen en magnesium. De stroombron bestaat uit een transformator, een gelijkrichter en elektronische besturing. Meestal is 10 – 35 V vereist bij 5-300 A stroom voor een juiste booggeneratie.
TIG Torch:
Het is een zeer belangrijk onderdeel van TIG-lassen. Deze toorts heeft drie hoofdonderdelen, wolfraamelektrode, spantangen en mondstuk. Deze zaklamp is watergekoeld of luchtgekoeld. In deze toorts wordt een spantang gebruikt om de wolfraamelektrode vast te houden. Deze zijn verkrijgbaar in verschillende diameters afhankelijk van de diameter van de wolfraamelektrode. Het mondstuk zorgt ervoor dat de boog en de afgeschermde gassen in de laszone kunnen stromen. De doorsnede van het mondstuk is klein, wat een hoge intense boog geeft. Er zijn passages van afgeschermde gassen bij het mondstuk. Het mondstuk van TIG moet regelmatig worden vervangen omdat het verslijt door de aanwezigheid van een intense vonk.
Beschermgastoevoersysteem:
Normaal gesproken worden argon of andere inerte gassen gebruikt als afgeschermd gas. Het belangrijkste doel van afgeschermd gas is om de las te beschermen tegen oxidatie. Afgeschermd gas laat geen zuurstof of andere lucht in de gelaste zone komen. De keuze van inert gas is afhankelijk van het te lassen metaal. Er is een systeem dat de stroom van afgeschermd gas naar de gelaste zone regelt.
Opvulmateriaal:
Voor het lassen van dunne platen wordt meestal geen vulmateriaal gebruikt. Maar voor dikke las wordt vulmateriaal gebruikt. Vulmateriaal wordt gebruikt in de vorm van staven die direct handmatig in de laszone worden ingevoerd.
Werkt:
De werking van TIG-lassen kan als volgt worden samengevat.
- Eerst een laagspannings-hoge stroomtoevoer geleverd door de stroombron aan de laselektrode of wolfraamelektrode. Meestal is de
elektrode verbonden met de negatieve pool van de stroombron en werkt stuk naar positieve pool. - Deze stroom wordt geleverd door een vonk tussen de wolfraamelektrode en het werkstuk. Wolfraam is een niet-verbruikbare elektrode, die een zeer intense boog geeft. Deze boog produceert warmte die de basismetalen doet smelten om laswerk te vormen gezamenlijke.
- De afgeschermde gassen zoals argon, helium worden via een drukventiel en een regelventiel aan de lastoorts toegevoerd. Deze gassen vormen een schild dat geen zuurstof en andere reactieve gassen in de laszone toelaat. Deze gassen creëren ook plasma dat de warmtecapaciteit van de elektrische boog verhoogt en dus het lasvermogen vergroot.
- Voor het lassen van dun materiaal is geen toevoegmetaal vereist, maar voor het maken van dikke verbindingen wordt wat toevoegmateriaal gebruikt in de vorm van staven die handmatig door de lasser in de laszone worden gevoerd.
Toepassing:
- Meestal gebruikt om aluminium en aluminiumlegeringen te lassen.
- Het wordt gebruikt om roestvrij staal, koolstoflegeringen, koperlegeringen, nikkellegeringen enz. te lassen.
- Het wordt gebruikt om verschillende metalen te lassen.
- Het wordt meestal gebruikt in de lucht- en ruimtevaartindustrie.
Voor- en nadelen:
Voordelen:
- TIG zorgt voor sterkere verbindingen in vergelijking met schildbooglassen.
- De verbinding is corrosiebestendiger en kneedbaarder.
- Er kan een brede waarheid van voegontwerp ontstaan.
- Het vereist geen flux.
- Het kan eenvoudig worden geautomatiseerd.
- Dit lassen is zeer geschikt voor dunne platen.
- Het zorgt voor een goede oppervlakteafwerking omdat verwaarloosbare metaalspatten of lasvonken het oppervlak beschadigen.
- Er kan een foutloze verbinding worden gemaakt dankzij de niet-verbruikbare elektrode.
- Meer controle over lasparameters in vergelijking met ander lassen.
- Zowel AC- als DC-stroom kunnen als voeding worden gebruikt.
Nadelen:
- De te lassen metaaldikte is beperkt tot ongeveer 5 mm.
- Er was hooggekwalificeerde arbeid voor nodig.
- De initiële of instelkosten zijn hoog in vergelijking met booglassen.
- Het is een langzaam lasproces.
MIG-lassen:principe, werking, apparatuur, toepassingen, voor- en nadelen
Wat is een metaalvormingsproces? Hoe kunnen we het classificeren?
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Toepassingen, voor- en nadelen van TIG-lassen
- Werkingsprincipes, voor- en nadelen van MIG-lassen
- Toepassingen, voor- en nadelen van Elektroslaklassen (ESW)
- Toepassingen, voor- en nadelen van ondergedompeld booglassen
- Toepassingen, voor- en nadelen van plasmabooglassen