


Lasersnijden en buigen versus lassen:wat is kosteneffectiever bij de productie van plaatmetaal?
Op maat gemaakte behuizingen of beugels worden traditioneel geassembleerd door middel van lassen, maar de zich ontwikkelende plaatmetaaltechnologieën nodigen uit tot een frisse kijk op deze conventie.
In veel gevallen levert de combinatie van lasersnijden met CNC-gestuurd buigen een vergelijkbare structurele integriteit op, terwijl de totale kosten worden verlaagd. De sleutel is om vast te stellen wanneer deze aanpak echt vruchten afwerpt.
Deze gids ontleedt de werkelijke kostencontrasten, wijst de onderdeelfamilies aan die het meeste voordeel opleveren en schetst hoe u de beste fabricageroute kunt evalueren voordat u met de productie begint.

Waarom steeds meer fabrikanten traditionele gelaste constructies opnieuw evalueren
Voor alles wat geavanceerder is dan een platte beugel, zijn gelaste constructies al tientallen jaren de beste keuze. Toch zetten twee convergerende trends ingenieurs aan tot heroverweging.
Stijgende arbeidskosten bij fabricage
Lassen is een hooggekwalificeerde discipline. Het werven en behouden van deskundige lassers is de afgelopen tien jaar duurder geworden, en die trend versnelt alleen maar.
Gelaste fabricage vereist ook de opstelling van de opspanning, het slijpen na het lassen en meerdere inspecties voordat een onderdeel de werkplaats kan verlaten. Deze verborgen stappen verhogen de uiteindelijke prijs tot ver boven de oorspronkelijke prijsopgave.
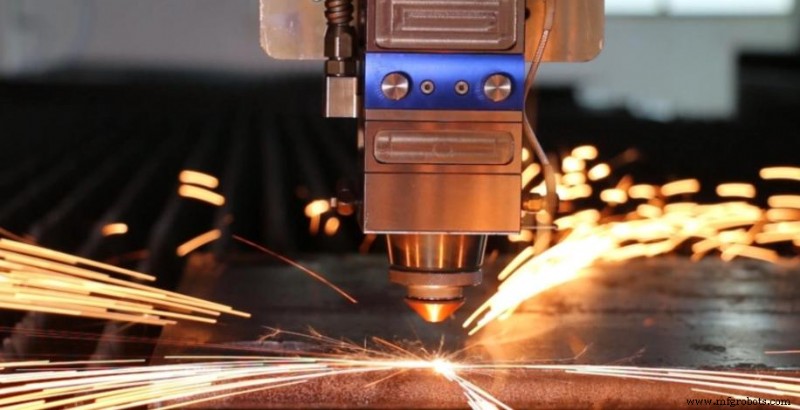
Vooruitgang in lasersnij- en buigtechnologie
Moderne fiberlasersystemen kunnen ingewikkelde geometrieën met nauwe toleranties en met ongekende snelheden snijden. Tegelijkertijd leveren CNC-afkantpersen uniforme bochten met minimale input van de operator.
De synergie van deze gereedschappen breidt het bereik van geometrieën uit die kunnen worden geproduceerd zonder een enkele las en tegen concurrerende kosten.
Lasersnijden + buigen versus gelaste assemblages:waar de kosten echt vandaan komen
Om eerlijk te kunnen vergelijken, helpt het om na te gaan waar elke methode de kosten met zich meebrengt.
Kostendrijvers van een gelaste constructie
- Meerdere componenten: Elk afzonderlijk stuk moet worden gesneden, ontbraamd en vastgezet voordat het lassen kan beginnen.
- Lasarbeid: De grootste kostenpost, die geschoolde tijd, verbruiksartikelen en procestoezicht omvat.
- Oppervlakafwerking: Lasnaden verlaten zelden de tafel schoon; slijpen, schuren en coaten kosten tijd en kosten.
- Ingewikkeldheid van de assemblage: Meer verbindingen betekenen meer mogelijkheden voor verkeerde uitlijning, dimensionale drift en herbewerking.
Kostendrijvers van een gebogen plaatstaalonderdeel
- Materiaalgebruik: Eén enkele platte plano wordt gesneden en in vorm gebracht, waardoor er minder afval en snijresten zijn.
- Servicekosten lasersnijden: Voorspelbaar en concurrerend, vooral voor nabestellingen met stabiele ontwerpen.
- Buigbewerkingen: CNC-gestuurde afkantpersen bieden consistente cyclustijden en verminderen de variaties in de opstelling.
- Overwegingen voor tools: De meeste bochten worden met standaard gereedschap afgehandeld; Voor ongebruikelijke profielen zijn mogelijk aangepaste matrijzen nodig.
Hier volgt een korte vergelijking van de belangrijkste kostenfactoren:
Vergelijkingstabel
Kostenfactor | Lasergesneden en gebogen onderdeel | Gelaste montage
Aantal componenten | Lager | Hoger
Montagearbeid | Minimaal | Significant
Laskosten | Geen | Vereist
Oppervlakteafwerking | Beperkt | Vaak vereist
Inspectie-inspanning | Lager | Hoger
Herbewerkingsrisico | Lager | Hoger
Wanneer de geometrie het toelaat, levert het verminderen van het aantal onderdelen grotere besparingen op dan alleen het optimaliseren van het lasproces.
Welke onderdelen zijn beter geschikt om te buigen in plaats van te lassen?

Onderdelen die het meeste profiteren van lasersnijden en buigen
- Elektrische behuizingen en schakelkasten: Doosachtige ontwerpen met uniforme wanden en flenzen zijn ideaal voor het vormen van meerdere bochten vanuit één enkele plano.
- Apparatuurhoezen en kasten: Hun uniforme vorm kan met een minimaal aantal verbindingen worden geproduceerd.
- Montagebeugels en behuizingen: Vaak eenvoudig genoeg dat lassen kosten met zich meebrengt zonder structureel voordeel.
Deze onderdeeltypen delen een geometrie die kan worden vervaardigd uit vlakke plaat via een reeks rechte bochten, waardoor montage wordt geëlimineerd of verminderd.
Ontwerpkenmerken die buiging bevorderen
- Rechte bochten: Vermijd bochten of samengestelde bochten om de vorm rechtlijnig te houden.
- Consistente buigradii: Uniforme radii verminderen gereedschapsaanpassingen tijdens de run.
- Gemiddelde materiaaldikte: De meeste opstellingen werken het beste in het bereik van 0,5‑6 mm.
- Toegankelijke buiglocaties: Kenmerken die de kantpersmatrijs kan bereiken zonder interferentie van aangrenzende geometrie.
Situaties waarin lassen de betere keuze blijft
- Zeer dikke materialen waar buigkracht onpraktisch wordt.
- Grote structurele raamwerken ontworpen om zware lasten te ondersteunen.
- Complexe 3D-geometrieën die niet uit een platte plano kan worden uitgevouwen.
- Toepassingen met hoge belasting waar lasversterking structureel noodzakelijk is.
Voorbij de kosten:productieprestaties vergelijken
De kosten zijn van cruciaal belang, maar doorlooptijd en kwaliteitsconsistentie bepalen vaak of een project op schema blijft.
Doorlooptijd en productie-efficiëntie
- Lasersnijden + buigen: Minder procesfasen betekenen minder tijd tussen bewerkingen, kortere wachtrijtijden en snellere prototype-iteraties.
- Lassen: Elke verbinding voegt tijd toe aan de voorbereiding van het armatuur, de boogontsteking en de afwerking na het lassen.
Voor producten die uit één enkele plaat kunnen worden vervaardigd, verkort het buigen doorgaans de productiecyclus doordat meerdere montagestappen worden geëlimineerd.

Kwaliteitsconsistentie en herhaalbaarheid
- Lasersnijden + buigen: CNC-besturing zorgt voor herhaalbare gereedschapsbanen; bochtlocaties worden programmagestuurd, waardoor de variatie bij de operator wordt verminderd.
- Lassen: Warmte-inbreng kan nabijgelegen kenmerken vervormen, en de variatie in afmetingen is sterk afhankelijk van de vaardigheden van de operator en de procescontrole.
Beide methoden kunnen onderdelen van hoge kwaliteit produceren als ze op de juiste manier worden beheerd, maar gebogen onderdelen bieden doorgaans een meer voorspelbare maatconsistentie bij hogere volumes.
Gebruik de onderstaande tabel om snel te beoordelen welke productieaanpak het beste past bij uw onderdeelontwerp en toepassingsbehoeften.
Ontwerpkarakteristiek | Lasersnijden en buigen | Lassen heeft de voorkeur
Dun tot middelgroot plaatstaal | ✅ |
Meerdere flenzen | ✅ |
Eenvoudige doosstructuren | ✅ |
Dikke plaatconstructie | | ✅
Structurele kozijnen | | ✅
Hoge belastingvereisten | | ✅
Hoe ingenieurs beslissen welke optie de beste waarde oplevert
Technische teams wegen drie kerndimensies af:
- Geometrie: Kan het onderdeel uit een vlakke plano worden uitgevouwen en met standaardbochten worden gevormd? Zo ja, dan is buigen haalbaar.
- Structurele vereisten: Is er voor de toepassing lasnaadversterking nodig, of volstaat een gebogen flens?
- Economie: Wanneer arbeid, inspectie, nabewerking en doorlooptijd worden meegerekend, welke methode komt dan naar voren tijdens de volledige productierun?
Bij op maat gemaakte plaatwerkprojecten is het goedkoopste materiaal niet altijd de goedkoopste keuze; ontwerpbeslissingen die processen stroomlijnen, arbeid verminderen en kwaliteitsrisico's minimaliseren, leveren de grootste besparingen op.
De slimme keuze maken voor uw volgende fabricageproject
De keuze tussen lasersnijden met buigen en lassen is niet altijd voor de hand liggend, maar vroeg je af:“Kan dit gebogen worden in plaats van gelast?” kan downstream aanzienlijke tijd en kosten besparen.
Voor veel behuizingen, deksels, beugels en behuizingen is een zorgvuldig ontworpen gebogen onderdeel goedkoper, sneller en consistenter qua afmetingen dan een gelast geheel.
Dat gezegd hebbende, het volledig elimineren van lassen is niet altijd nodig. Het meest economische ontwerp combineert vaak lasersnijden, buigen en een paar strategisch geplaatste lasnaden, waardoor onnodige verbindingen worden weggesneden om besparingen te realiseren.
JTR biedt lasersnijservice , precisie plaatwerk buigen , en gelaste fabricage onder één dak, en werkt samen met technische teams om deze afwegingen te evalueren. Als u bezig bent met een ontwerp en een eenvoudige beoordeling wilt van welke aanpak zinvol is voor uw project, neem dan contact met ons op om uw behoeften te bespreken.

Industriële technologie
- Een CMMS-software selecteren in 5 stappen
- Laserstraalbewerking:onderdelen, werkingsprincipe, toepassingen en beperkingen
- Wat gebeurt er met de batterij met bedrading met omgekeerde polariteit?
- Gereedschapsstabiliteitsoplossing voor diepgatboren
- Star- en Delta-verbonden verlichtingsbelastingen
- Deskundige gids voor het repareren van printplaten (PCB's) - Bewezen technieken en tips
- Wat is Plant Asset Management?
- Proto Tech Tip:Onderdeelmarkering
- Field Engineering Spotlight:Mike Strobel
- Zes supply chain-strategieën voor olie en gas in het coronavirustijdperk
- Harvard-onderzoekers bouwen programmeerbare metamaterialen met Kirigami