


2 Unit 1:Tramming the Head
Doelstelling
Na het voltooien van deze unit, zou je in staat moeten zijn om:
- Beschrijf hoe je de molenkop moet vertrappen.
- Leg uit hoe je de bankschroef aangeeft.
- Leg het gebruik van veerspantangen uit.
- Beschrijf het verschil tussen klimmen en conventioneel frezen.
- Leg uit hoe je een kantentaster gebruikt.
- Beschrijf hoe u de snelwisselversnellingsbak correct instelt.
- Beschrijf hoe je de stapel vierkant maakt.
- Beschrijf vlakfrezen.
- Beschrijf geavanceerde werkhouding.
Hulpmiddelen om te trammen
Een meetklok is een precisie-instrument dat wordt gebruikt om minieme hoeveelheden doorbuiging tussen twee oppervlakken te meten.
Bij het trammen wordt een aan de boorkop bevestigde meetklok gebruikt om de oriëntatie van de freeskop ten opzichte van de freestafel te bepalen. Dezelfde sleutel die wordt gebruikt om de schacht vast en los te draaien, kan worden gebruikt om de verschillende bouten op de freeskop af te stellen.

Dial indicator gebruikt voor het trammen van het hoofd.
De molenkop vertrappen
Trammen zorgt ervoor dat de freeskop loodrecht staat op de X- en Y-as van de freestafel. Dit proces zorgt ervoor dat snijgereedschappen en freesvlakken loodrecht op de tafel staan. Correct trammen voorkomt ook dat er onregelmatige patronen ontstaan tijdens het frezen.

Een meetklok bevestigd aan de spil voor nauwkeurige uitlijning van de freeskop.
Een verticale molenkop kan van voren naar achteren en van links naar rechts kantelen. Soms kunnen deze aanpassingen afwijken. De freeskop moet periodiek worden gecontroleerd en afgesteld, waarbij u ervoor zorgt dat de spil loodrecht op de tafel staat.
- Verwijder de bankschroef van de freestafel.
- Bevestig een meetklok op de spil en verplaats de wijzerplaat op zes centimeter van de as van de spil. Zorg ervoor dat de indicatorsonde naar beneden is gericht.
- Verhoog de freestafel zodat wanneer deze in contact komt met de indicator, de indicator een waarde aangeeft tussen 0,005 inch en 0,010 inch. Deze meting wordt de preload genoemd.
- Plaats de meetklok zodat deze zichtbaar is en zet de ring vervolgens op nul.
- Draai de spil met de hand terwijl u naar de indicator kijkt.
- Als de meetwaarde op de meetklok op nul blijft, is de spil uitgelijnd.
- Als de aflezing niet nul is, ga dan door met het trammen van het hoofd zoals hieronder weergegeven.
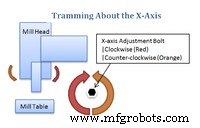
Tramming-proces voor de X-as
- Om rond de x-as te lopen (de richting van links naar rechts van de molenbank wanneer je naar de voorkant van de molen kijkt), draai je de zes bouten (drie aan elke kant van de molen) los met behulp van de molensleutel.
- /li>

Locatie van de bouten die moeten worden losgemaakt laat het hoofd rond de X-as draaien.
- Na het losdraaien van de bouten, draai ze weer met de hand vast plus een ¼ slag met behulp van de molensleutel.
- De stelbout die de freeskop op en neer rond de x-as beweegt, bevindt zich aan de achterkant van de frees.

Afstelbout gebruikt om de freeskop te positioneren verticaal rond de X-as.
- Twee gradenbogen worden gebruikt om de algemene uitlijning aan te geven. De grotere gradenboog op de molenkop heeft een rode indicatiepijl die moet worden uitgelijnd met de nulmarkering op de gebogen hoekmeter op het lichaam van de molen. Dit biedt slechts een algemene richtlijn, de aflezing van de meetklok is vereist voor nauwkeurige uitlijning.
- Plaats de meetklok aan de achterkant van de tafel. Zet de meetklok op nul (vooraf geladen op 0,005″ tot 0,010″). Zorg ervoor dat u meet op een ongerept oppervlak van de maaltafel. Het kan nodig zijn om de tafel te verschuiven om de gaten in de tafel te vermijden.
Dial die aangeeft rond de molenkop X- as.
- Met de wijzerplaat op nul en de spil in neutraal, draait u de spil zodat de wijzerplaatindicator zich nu aan de voorkant van de tafel bevindt, idealiter een draai van 180 graden. Zorg ervoor dat u de klem vastpakt die aan de spil is bevestigd (om te voorkomen dat u de verticale configuratie van de wijzerplaat verandert).
- Let op de richting waarin de wijzerplaat draait om de richting te bepalen waarin de freeskop moet bewegen. Een beweging met de klok mee vereist dat de freeskop omhoog moet worden afgesteld, terwijl een aflezing tegen de klok in vereist dat de freeskop naar beneden wordt afgesteld.
Afstelling freeskop over de X-as .
- Het bovenstaande diagram laat zien hoe beweging van de stelbout correleert met beweging in de freeskop. Zodra u zeker bent van de juiste richting, moet de stelbout worden gedraaid, stelt u de freeskop zo af dat ½ het verschil tussen de voor- en achterkant wordt bereikt. Als de achterste aflezing bijvoorbeeld nul is en de voorste aflezing 0,010″, past u de freeskop zo aan dat de wijzerplaat 0,005″ dichter bij nul staat.
- Nadat de eerste aanpassing is voltooid, zet u de meetklok opnieuw op nul. Het wordt aanbevolen om dezelfde positie op nul te zetten om verwarring te voorkomen, maar dit is niet nodig. Ga door met het aanpassingsproces totdat het verschil tussen de voorkant en de achterkant niet groter is dan 0,002 inch.
- Als u tevreden bent met de aflezingen, begint u de losgedraaide bouten opnieuw vast te draaien, waarbij u ze gelijkmatig in rotatie aandraait om verandering in de uitlijning te voorkomen. Controleer de meting tussen de voorkant en de achterkant opnieuw om er zeker van te zijn dat de freeskop niet significant bewoog door het vastdraaien.
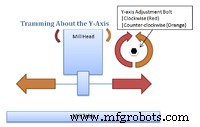
Tramming-proces voor de Y-as
- Om te beginnen met rond de y-as te lopen, zijn er vier bouten aan de voorkant van de frees die moeten worden losgedraaid om beweging van de freeskop mogelijk te maken. De bouten moeten worden losgedraaid en vervolgens weer vastgedraaid tot net buiten handvast (ongeveer ¼ draai voorbij handvast met de juiste sleutel).

Locatie van de bouten die moeten worden losgemaakt laat de kop rond de Y-as draaien.
- De afstelbout om de freeskop naar links en rechts om de y-as te bewegen wordt weergegeven in de onderstaande afbeelding. Door deze bout met de klok mee en tegen de klok in te draaien zal de freeskop overeenkomstig bewegen.

Afstelbout gebruikt om de freeskop te positioneren rond de Y-as.
- De indicatiepijl op de gradenbogen om rond de y-as te lopen, bevindt zich op een op zichzelf staande plaat die in contact staat met de verticale gradenboog. Deze indicatiepijl en de nul op de verticale gradenboog kunnen worden gebruikt om een startpunt voor trammen te schatten.
Afstelling freeskop over de Y-as .
- De afbeelding hierboven laat zien hoe de afstelbout voor het trappen rond de y-as de freeskop beïnvloedt. Gebruik hetzelfde proces als beschreven voor het trammen over de x-as, maar gebruik locaties links en rechts van de freeskop als uw referentiepunten in tegenstelling tot de voor- en achterkant zoals eerder gedaan.
- Zodra de aanpassingen zijn voltooid, draait u de bouten op de kop van de frees vast en controleert u de metingen rond de x-as en de y-as opnieuw. Het is mogelijk dat de tram in beide richtingen is gewijzigd door het opnieuw aandraaien van de bouten. Zorg ervoor dat alle metingen binnen 0,002 inch zijn. Als de metingen niet binnen de tolerantie vallen, moet het tramproces opnieuw worden uitgevoerd.
De bankschroef aangeven
- De meeste werkstukken worden vastgehouden in een bankschroef die aan de tafel wordt geklemd.
- Het is belangrijk om de bankschroef uit te lijnen met de invoerassen op de machine om functies te bewerken die zijn uitgelijnd met de randen van het papier.
- Bevestig de bankschroef op het bed met behulp van T-bouten en zet hem stevig vast, terwijl je de bankschroef nog steeds kunt aanpassen.
- Installeer een meetklok in de spindel van de machine met de sonde van de operator af gericht.
- Breng de spil naar beneden en plaats het tafelbed totdat de vaste bek op de bankschroef de indicator raakt. Ga door totdat de indicator een halve omwenteling heeft geregistreerd.
- Zet de ring van de meetklok op nul.
- Laat de indicator over het gezicht van de bankschroef lopen met de kruisinvoer.
- De indicator blijft op nul staan als de bankschroef in het kwadraat staat.
- Als de indicator niet op nul blijft, lijnt u de bankschroef opnieuw uit door licht te tikken met een zachte hamer totdat de indicator de helft van zijn vorige waarde aangeeft.
- Herhaal het proces totdat de meetklok nul aangeeft tijdens een volledige beweging van de ene kant van de bankschroef naar de andere.
- Maak de T-bouten stevig vast, zonder de richting van de bankschroef te veranderen. Controleer de uitlijning van de bankschroef opnieuw.
Soorten frezen
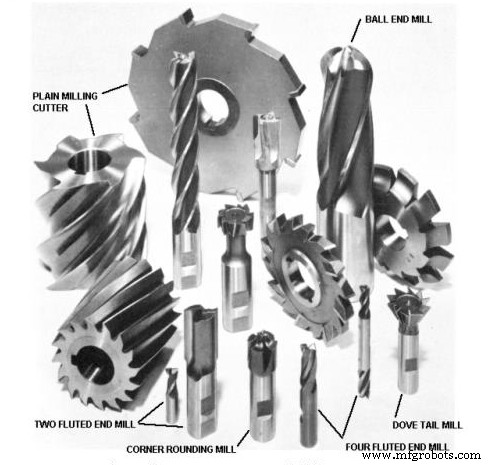
Een assortiment frezen.
- Frezen met massieve assen worden meestal gebruikt in verticale frezen.
- Frezen met spiegaten worden meestal gebruikt in horizontale frezen.
- Flensfrezen worden gebruikt om holtes, spiebanen en sleuven te snijden.
- Twee gegroefde vingerfrezen kunnen worden gebruikt om als een boor in een werkstuk te duiken.
- 2 en 3 groeven zijn over het algemeen voor aluminium, 4 groeven is beter voor roestvrij staal. Meer fluiten zijn beter snijden, maar hebben een hogere prijs.
- Flensfrezen met meer dan twee fluiten mogen niet in het werk worden gedompeld.
- Filets kunnen worden geproduceerd met kogelfrezen.
- Meerdere functies zoals ronde randen kunnen worden gemaakt met gevormde frezen.
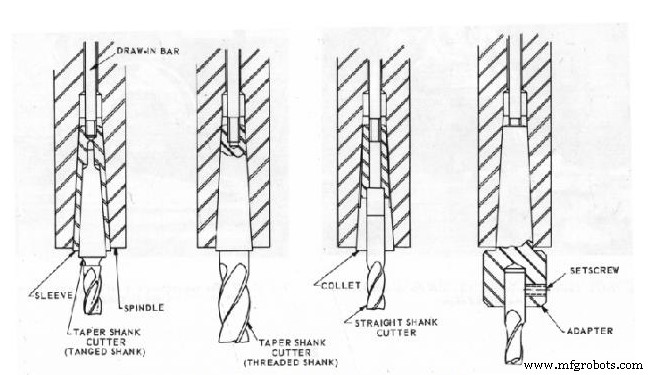
Methoden om een frees vast te houden.
Veerspantangen
- Als een stuk gereedschap moet worden verwijderd, vergrendel dan de schacht in de hoogste positie.
- Maak vervolgens de dissel los met een sleutel terwijl u de rem gebruikt.
- Zorg ervoor dat de draden van de trekstang in de spantang blijven zitten. Als ze niet zijn ingeschakeld, zal de snijplotter vallen en mogelijk worden beschadigd wanneer de spantang wordt losgemaakt van de spil.
- Als u de spantang van de spil wilt halen, tikt u op het uiteinde van de trekstang.
- Draai tenslotte de dissel los van de spantang.
- Om een ander mes te installeren, plaatst u het mes in een spantang die op de schacht past.
- Steek de spantang in de spil en zorg ervoor dat de spiebaan goed uitgelijnd is met de spie in de spil.
- Begin met het inrijgen van de trekstang in de spantang terwijl u de snijder met één hand vasthoudt. Gebruik daarna een sleutel om de dissel vast te zetten terwijl u de rem inschakelt.
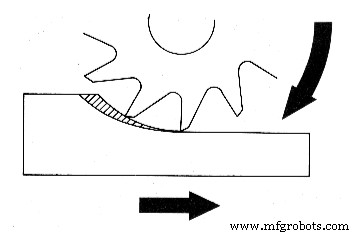
Klim vs. conventioneel frezen
Het is belangrijk om het verschil te kennen tussen conventioneel en meelopend frezen. Het gebruik van de verkeerde procedure kan resulteren in gebroken frezen en afgedankte werkstukken.
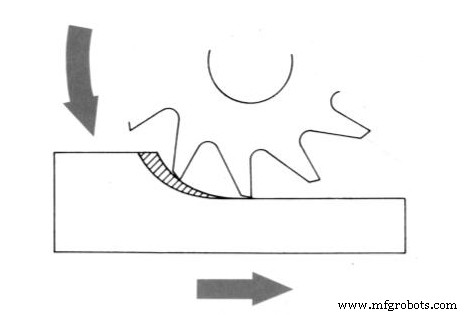
Conventioneel frezen
- Het werkstuk wordt tegen de rotatie van de frees in gevoerd.
- Conventioneel frezen heeft meestal de voorkeur voor voorbewerken.
- Conventioneel frezen vereist minder kracht dan klimmend frezen.
- Vereist geen spelingverwijderaar en strakke tafelplaten.
- Aanbevolen bij het bewerken van gietstukken en warmgewalst staal.
- Ook aanbevolen als er een hard oppervlak is dat het gevolg is van kalkaanslag of zand.
Bovenstaand weergegeven:conventioneel frezen
Klimfrezen
- Het werkstuk wordt aangevoerd met de rotatie van de frees.
- Deze methode resulteert in een betere afwerking. Spanen worden niet in het werkstuk gedragen, waardoor de afwerking niet wordt beschadigd.
- Installaties kosten minder. Bij meelopend frezen wordt het werkstuk naar beneden gedrukt, zodat eenvoudige vasthoudapparaten kunnen worden gebruikt.
- De spaandikte wordt meestal kleiner naarmate deze dichter bij een rand komt, dus er is minder kans op het breken van een rand, vooral bij brosse materialen.
- Verhoogt de standtijd van het gereedschap. De standtijd kan tot 50% worden verlengd doordat spanen zich achter het gereedschap ophopen.
- Spaanders kunnen gemakkelijker worden verwijderd omdat de spanen achter de snijder vallen.
- Vermindert het benodigde vermogen met 20%. Dit komt door het gebruik van een hogere spaanhoekfrees.
- Niet aanbevolen als het werkstuk niet stevig kan worden vastgehouden of als de machine geen hoge krachten kan dragen.
- Kan niet worden gebruikt voor het machinaal bewerken van gietstukken en warmgewalst staal.
- Deze methode kan het werkstuk in de snijplotter trekken en weg van het vasthoudapparaat, wat resulteert in gebroken snijplotters en afgedankte werkstukken.
Bovenstaand weergegeven:Climb Milling
Spilsnelheid instellen
- Spilsnelheid verandert afhankelijk van de geometrie van de aandrijflijn.
- Een handslinger kan worden gebruikt om de spilsnelheid op nieuwere machines aan te passen.
- Om de snelheid te wijzigen, moet de spil draaien.
- De snelheid (in RPM) wordt weergegeven op de meetklok.
- Er zijn twee schalen op de meetklok voor het lage en hoge bereik.
- Er wordt een hendel gebruikt om het bereik van de machine te wijzigen.
- Af en toe is een lichte rotatie van de spil nodig om de tandwielen correct te laten passen.
Een Edge Finder gebruiken
- De randen van een werkstuk moeten worden gelokaliseerd voordat freeswerk wordt uitgevoerd dat grote nauwkeurigheid vereist. Een kantenzoeker helpt bij het vinden van de randen.
- 800-1200 spiltoerental wordt aanbevolen.
- Als u een kantentaster wilt gebruiken, verplaatst u de twee helften een beetje zodat ze wiebelen terwijl ze ronddraaien.
- Beweeg het werkstuk langzaam richting de kantentaster.
- De kantentaster centreert zichzelf en verliest dan plotseling zijn concentriciteit.
- De digitale uitlezing vertelt u de positie van de spil.
- De diameter van de kantentaster is 0.200″. Dus het optellen of aftrekken van de helft daarvan (0.100″) wordt het gereedschapscentrum.
- Als u linksboven centreert, voegt u 0,100″ toe aan de X-as en trekt u 0,100″ af van de Y-as. Als u rechtsboven centreert, trekt u 0,100″ af van de X-as en trekt u 0,100″ af van de Y-as.
- Deelreferentie nul is wanneer de bit op de X- en X-assen op nul wordt gezet.
- Een puntige kantenzoeker is een stuk eenvoudiger, maar niet zo nauwkeurig. Only use a pointed edge finder if precision is not necessary.
Using the Micrometer Dials
- Most manual feeds on a milling machine have micrometer dial indicators.
- If the length of the feed is known, the dial indicator should be set to that number (thousandths of an inch).
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?
Industriële technologie
- De 555 IC
- De kwadratische formule
- De D Latch
- De Common-base versterker
- De nuances van Mill Turn and Turn Mill:kijk dichterbij!
- De molenmachine en zijn verschillende subcategorieën
- Molenboormachine - De koopgids
- Introductie van de verticale bandzaagmolen
- Wat is een saaie kop voor een molen?
- Kies de beste freesboor voor uw taak
- De verschillende soorten bevestigingsmiddelen begrijpen