


10 Unit 5:Tikken
DOELSTELLING
Na het voltooien van deze unit, zou je in staat moeten zijn om:
• Beschrijf de tapprocedure.
• Bepaal het toerental voor tikken.
• Beschrijf het vullen en polijsten.
• Beschrijf de geavanceerde werkstukopspanning.
Tik op
Tikken is het proces waarbij een schroefdraad in een gat wordt gesneden, zodat een dopschroef of bout in het gat kan worden geschroefd. Het wordt ook gebruikt om draad op moeren te maken.
Het tappen kan op de draaibank worden gedaan door middel van voeding of met de hand. Ongeacht de methode moet het gat worden geboord met de juiste maat tapboor en aan het uiteinde worden afgeschuind.
Tikprocedures
Goede praktijken
Tikhulplijnen gebruiken
Kraangeleiders zijn een integraal onderdeel bij het maken van een bruikbare en rechte kraan. Bij gebruik van de draaibank of frees is de tap al recht en gecentreerd. Wees voorzichtig bij het handmatig uitlijnen van een kraan, want een kraangeleider van 90° is veel nauwkeuriger dan het menselijk oog.
Olie gebruiken
Bij het boren en tappen is het cruciaal om olie te gebruiken. Het zorgt ervoor dat de bits niet piepen, maakt de snede gladder, verwijdert de spanen en zorgt ervoor dat de boor en de kolf niet oververhit raken.
Pikken
Pikken helpt ervoor te zorgen dat bits niet oververhit raken en breken wanneer ze worden gebruikt om te boren of te tappen. Peck-boren houdt in dat u gedeeltelijk door een onderdeel boort en het vervolgens terugtrekt om spanen te verwijderen en tegelijkertijd het stuk laat afkoelen. Het is gebruikelijk om de hendel een volledige slag en vervolgens een halve slag terug te draaien. Telkens wanneer de boor of tap wordt teruggetrokken, verwijdert u zoveel mogelijk spanen en voegt u olie toe aan het oppervlak tussen de boor of tap en het werkstuk. Handtapprocedure 1. Selecteer de boormaat uit de tabel. Bij het kiezen van een tapmaat is deze grafiek de eerste plaats om te kijken
Handtapprocedure
Bij het kiezen van een kraanmaat is deze grafiek de eerste plaats om te kijken.
Tik- en spelingsboormaten
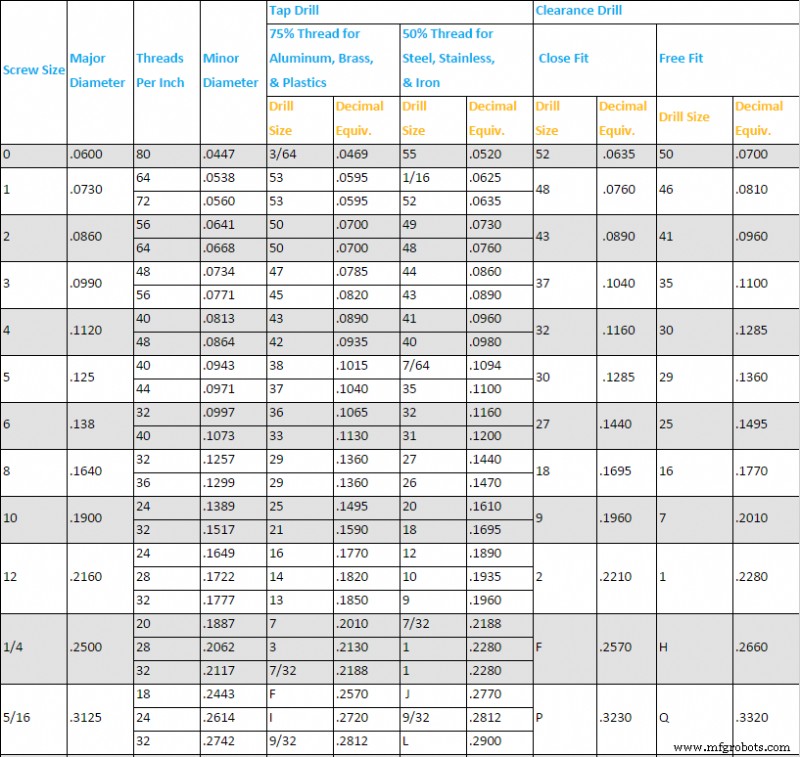
Als u nog meer druk uitoefent, zal de kraan waarschijnlijk breken. Hoe kleiner de kraan, hoe groter de kans dat hij breekt.
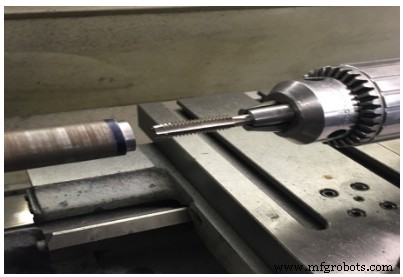
Afbeelding 1. Tik op
Tapprocedure voor draaibank
Procedure:
1. Monteer het werkstuk in de boorkop.
2. Vlak- en centreerboor.
3. Selecteer de juiste tapboor voor de te gebruiken kraan.
4. Voorbeeld:¼ – 20 unc gebruikte boor # 7.
5. Stel de draaibank in op het juiste toerental en boor met de tap tot de gewenste diepte. Gebruik veel snijvloeistof.
6. Let op:het werkstuk zal draaien bij het tappen met behulp van de draaibankkracht. Gebruik een zeer laag spiltoerental. (40 tot 60 tpm) en veel snijvloeistof.
7. Schuin de rand van het gat af.
Vijlen in een draaibank
Een werkstuk moet alleen op een draaibank worden gevuld om een kleine hoeveelheid materiaal te verwijderen, om brandwonden te verwijderen of om scherpe hoeken af te ronden. Als het oppervlak moet worden gevijld, moet het werkstuk altijd worden gedraaid tot ongeveer 0,002 tot 0,003 inch. Houd de vijlgreep in de linkerhand om letsel bij het vijlen op de draaibank te voorkomen, zodat de armen en handen uit de buurt van de draaiende boorkop kunnen worden gehouden.
Procedure:
1. Stel de spilsnelheid in op ongeveer twee keer de snelheid die wordt gebruikt voor draaien.
2. Monteer het werkstuk in de boorkop, smeer en pas het dode punt in het werkstuk aan.
3. Verplaats de wagen zo ver mogelijk naar de rechterkant en verwijder de gereedschapshouder (indien nodig)
4. Maak de spindel en de toevoerstang los.
5. Selecteer het juiste bestand dat moet worden gebruikt.
6. Start de draaibank.
7. Pak de vijlhendel in de linkerhand vast en ondersteun de vijlpunt met de rechterhand.
8. Oefen lichte druk uit en duw de vijl volledig naar voren. Laat de druk op de retourinzet los.
9. Verplaats de vijl ongeveer de helft van de breedte van de vijl voor elke slag en ga door met vijlen, met 30 tot 40 slagen per minuut totdat het oppervlak klaar is.
Afbeelding 2. Archivering
Bij het vijlen in een draaibank moet de volgende veiligheid in acht worden genomen.
• Mouwen oprollen.
• Gebruik geen vijl zonder een goed passend handvat.
• Horloges en ringen verwijderen.
• Oefen niet te veel druk uit op het bestand.
• Reinig de vijl regelmatig met een vijlborstel. Wrijf een beetje krijt in de vijltanden om verstopping te voorkomen en het schoonmaken te vergemakkelijken.
Polijsten in een draaibank
Nadat het werkstuk is gevijld, kan de afwerking worden verbeterd door te polijsten met een schuurdoek.
Procedure:
1. Selecteer het verzameltype en de kwaliteit schuurdoek. Gebruik voor de gewenste afwerking een stuk van ongeveer 6 tot 8 inch lang en 1 inch breed.
2. Stel de draaibank in op hoge snelheid (ongeveer 800-1000 tpm).
3. Koppel de toevoerstang en de spindel los.
4. Smeer en pas het dode punt aan.
5. Start de draaibank.
6. Houd de schuurdoek op het werkstuk.
7. Druk met de rechterhand de doek stevig op het werkstuk terwijl u het andere uiteinde van de schuurdoek stevig vasthoudt met de linkerhand.
8. Beweeg de doek langzaam heen en weer langs het werkstuk.

Afbeelding 3. Polijsten
Bij het polijsten in een draaibank moet de volgende veiligheid in acht worden genomen:
1. Mouwen oprollen.
2. Stop losse kleding in
Gebruik voor normale afwerkingen een schuurdoek met korrel 80 tot 100. Gebruik voor een betere afwerking een schuurdoek met een fijnere korrel.
Geavanceerde werkopspanning
Sommige onderdelen kunnen onregelmatig zijn, waardoor speciaal gereedschap nodig is om ze goed vast te houden voordat ze worden bewerkt.
1. Het onderdeel kan niet in een spantang of spantang worden geplaatst bij het snijden over de gehele buitendiameter van de kolf.
2. Onderdelen met gaten erdoorheen moeten op een doorn van een draaibank (een taps toelopende as) worden gedrukt en vervolgens op de doorn worden geklemd in plaats van op het onderdeel zelf.
3. Als het gat te groot is, zal het gebruik van een draaibankdoorn het stuk niet voldoende ondersteunen. Gebruik in plaats daarvan de buitenste kaken om de binnendiameter van het onderdeel vast te pakken.
4. Onderdelen met complexe geometrieën moeten mogelijk worden bevestigd op een frontplaat die verder op de spil wordt geïnstalleerd.
DRAAIBANK:
De volgende tabel biedt een snelle vergelijking van de sterke en zwakke punten van de verschillende manieren om het werkstuk op een draaibank te houden:
Methode
Precisie
Herhaalbaarheid
Gemak
Opmerkingen
Spantangen
Hoog
Hoog
Hoog
Snel, hoge precisie, hoge herhaalbaarheid, goede grip, onwaarschijnlijk dat het werkstuk beschadigd raakt, grip verspreid over een groot gebied. Dure klauwplaten en spantangen. Geschikt voor beperkte lengtes. Het werkstuk moet rond zijn en bijna precies op de spantangmaat passen.
3-klauwplaat met zachte kaken
Hoog
Hoog
Hoog
Voor grotere werkstukken zijn 3 klauwplaten met zachte kaken de norm in de CNC-wereld.
Zelfcentrerende klauwplaat met 3 kaken en harde kaken
Laag
Laag
Hoog
Gewoon, goedkoop, eenvoudig. Lage precisie, lage herhaalbaarheid als u het werkstuk verwijdert en terug moet plaatsen.
4-klauwplaat
Hoog
Hoog
Gemiddeld
Het kan tijdrovend zijn om de kaken individueel af te stellen, maar zal resulteren in een hoge precisie. Kan stukken offset bevatten voor het draaien van nokken of excentrieken. Kan onregelmatige vormen en vierkante of rechthoekige voorraad bevatten.
Zelfcentrerende boorkop met 6 kaken
Gemiddeld
Gemiddeld
Hoog
Het beste voor werken met dunne muren of om afgewerkte randen van het werkstuk vast te pakken. Duidelijk goed voor hex stock.
Frontplaat draaien
Varieert met setup
Gemiddeld
Laag
Ideaal voor onregelmatige vormen. Betreft klemmen zoals een freesopstelling. Heeft mogelijk tegengewichten nodig om de zaken in evenwicht te houden.
Draaien tussen centra
Hoog
Hoog
Laag
Grote precisie, maakt het mogelijk een onderdeel terug te plaatsen tussen de centra met een zeer hoge herhaalbaarheid.
Constant gezicht draaien
Hoog
Hoog
Hoog
Het moderne alternatief voor het draaien tussen centra. In plaats van het gebruik van draaibanken, wat nogal lastig is om op te zetten, gebruikt het constant face-systeem hydraulische of andere kracht om het spindeluiteinde vast te pakken en aan te drijven.
Priëlen uitbreiden
Hoog
Hoog
Hoog
Deze werken van binnen naar buiten in plaats van van buiten naar binnen, maar lijken verder veel op spantangen.
Methode beschrijft de specifieke techniek of tooling die moet worden gebruikt.
Precisie beschrijft hoe precies het werkstuk zal worden vastgehouden, of hoe dicht bij concentrisch het met de spil zal lopen voordat er sneden worden gemaakt.
Herhaalbaarheid beschrijft hoe gemakkelijk het is om het werkstuk eruit te halen en er weer precies in te krijgen.
EENHEIDSTEST
1. Welke boormaat moet worden gebruikt voor ½ -20 tap?
2. Wat is het doel van afschuining?
3. Wat is de beste RPM om te tikken?
4. Welk spiltoerental stellen we in voor het vijlen?
5. Wat is het doel van polijsten?
6. Wat is de beste schuurdoek voor normale afwerkingen?
7. Welk type werk is het meest geschikt voor klauwplaten met drie klauwen?
8. Wat zijn de speciale kenmerken van de drieklauwplaat?
9. Leg het verschil uit tussen een drie-klauwplaat en een 4-klauwplaat.
10. Wat zijn de voor- en nadelen van een opvangbak?
Industriële technologie