


5 Unit 4:Offset boorkop
DOELSTELLING
Na het voltooien van deze unit, zou je in staat moeten zijn om:
- Identificeer de offset boorkop
- Leg uit hoe je de opstelling voor de draaitafel corrigeert.
Offset boorkop
De offset-kottering is een hulpstuk dat past op de spindel van de freesmachine en zorgt ervoor dat de meeste geboorde gaten een betere afwerking en grotere diameternauwkeurigheid hebben. Offset-kotterkoppen worden gebruikt om een groot gat te maken wanneer de tolerantie geen boor toelaat of niet over een boor of ruimer beschikt die groot genoeg is. Een offset kotterkop kan worden gebruikt om het gat te vergroten, of in bepaalde gevallen de middellijn van het gat aan te passen.
Veiligheid:
Zorg ervoor dat alle stelschroeven goed vastzitten voordat u de machine gebruikt. Zorg ervoor dat de offset-boorkop voldoende speling heeft om in het gat te passen tijdens het kotteren. Verwijder de inbussleutel voordat u de frees draait. Controleer nogmaals de snelheid van de frees voor gebruik.
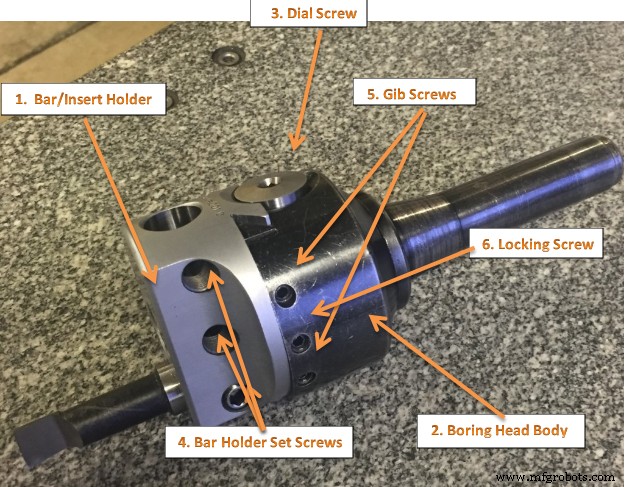
Figuur 1. Offset boorkop
OFFSET BORINGKOP EN GEREEDSCHAP
Afbeelding 1. toont een offset kotterkop. Merk op dat de boorbaar kan worden afgesteld op een rechte hoekas. Deze functie maakt het mogelijk om de kotterfrees nauwkeurig te positioneren om gaten met verschillende diameters te boren.
Deze afstelling is handiger dan het afstellen van de frees in de boorbaarhouder of het wisselen van de boorbaar. Een ander voordeel van de offset-boorkop is het feit dat de micrometerkraag met schaalverdeling ervoor zorgt dat het gereedschap nauwkeurig een gespecificeerde hoeveelheid kan worden verplaatst, meestal in stappen van (0,001) zonder het gebruik van een meetklok of ander meetinstrument.
Offset boorkop
A Boring Heads hebben drie hoofdcomponenten:
- saai hoofdlichaam
- staafhouder/inzethouder
- draaiknop
Het lichaam van de kotterkop heeft een zwarte oxide-afwerking om roest te voorkomen. De staafhouder of wisselplaathouder (#1) is gesatineerd verchroomd voor slijtvastheid. De wijzerplaatschroef (#3) is nauwkeurig geslepen om een nauwkeurige beweging van de staafhouder/inzetstukhouder in de zwaluwstaartschuif te geven. De spanwijdte is in de fabriek vooraf ingesteld. De twee gib-schroeven (#5) mogen niet worden losgedraaid om de maat aan te passen. Deze schroeven zijn alleen voor het afstellen van de gib-druk en zijn gevuld met rode was om onbedoelde afstelling te voorkomen. De borgschroef (#6) is de enige schroef die wordt gebruikt voor het maken van maatwijzigingen in de kotterkop.
Diameteraanpassing
Om de diameter van een Allied Criterion standaard kotterkop aan te passen:
1. Draai de borgschroef (#6) los.
2. Draai de draaiknop (#3) met de klok mee om de diameter te vergroten en tegen de klok in om de diameter te verkleinen.
3. Draai de borgschroef (#6) vast. Standaard boorkoppen afstellen
Procedure:
- Stel het werkstuk op en lijn het zorgvuldig uit parallel aan de tafelverplaatsing.
2. Lijn het midden van de freesmachinespil uit met het referentiepunt op het werkstuk.
3. Zoek de locatie van het gat met een centreerboor of een spotting tool.
4. Geboord gat van meer dan ½ inch. Zorg ervoor dat de offset-boorkop voldoende speling heeft om in het gat te passen tijdens het kotteren.
5. Installeer de boorkop in de freesmachine.
6. Installeer de boorbaar en draai de stelschroef vast en draai de borgschroef los en stel de boorbaar af op de rand van het gat.
7. Controleer opnieuw de uitlijning van het werkstuk, evenals de uitlijning van de spil met het referentiepunt, om er zeker van te zijn dat deze niet is verschoven. Als er een fout wordt geconstateerd, moet procedure 6 worden herhaald voordat deze wordt verwerkt.
8. Pas de snelheid van de freesmachine aan voor de grootte van het gat en het materiaal.
9. Schakel wormvoer in op Mill. Breng ganzenveer naar materiaal. Trek de hendel naar buiten om de stroomtoevoer in te schakelen. Als u op de gewenste diepte bent, duwt u de hand terug om het voer uit te schakelen en zet u de molen uit. Verwijder de boorkop uit het gat.
10. Werk het boorgat af tot de gewenste maat.
OPMERKING: Herhaal procedure 6-9 totdat het gat de gewenste grootte heeft.
Draaitabel
Een draaitafel kan worden gebruikt om bogen en cirkels te maken. Zo kan de ronde T-gleuf in de draaivoet voor een bankschroef gemaakt worden met behulp van een draaitafel. Draaitafels kunnen ook worden gebruikt voor indexering, waarbij een werkstuk een exacte hoeveelheid tussen bewerkingen moet worden gedraaid. U kunt tandwielen maken op een freesmachine met behulp van een draaitafel. Verdeelplaten maken het indexeren met een draaitafel eenvoudiger.
Draaitafels worden meestal "plat" gemonteerd, waarbij de tafel rond een verticale as roteert, in hetzelfde vlak als de frees van een verticale freesmachine. Een alternatieve opstelling is om de draaitafel op zijn uiteinde te monteren (of hem "plat" op een 90°-hoekplaat te monteren), zodat hij om een horizontale as draait. In deze configuratie kan ook een losse kop worden gebruikt, waardoor het werkstuk "tussen de centra" wordt gehouden.
Met de tafel gemonteerd op een secundaire tafel, wordt het werkstuk nauwkeurig gecentreerd op de as van de draaitafel, die op zijn beurt is gecentreerd op de as van het snijgereedschap. Alle drie de assen zijn dus coaxiaal. Vanaf dit punt kan de secundaire tafel worden verschoven in de X- of Y-richting om de frees op de gewenste afstand van het midden van het werkstuk in te stellen. Dit maakt concentrische bewerkingen op het werkstuk mogelijk. Door het werkstuk excentrisch op een ingestelde afstand van het midden te plaatsen, kunnen complexere bochten worden gesneden. Net als bij andere opstellingen op een verticale frees, kan de freesbewerking bestaan uit het boren van een reeks concentrische en mogelijk op gelijke afstanden liggende gaten, of het vlak- of kopfrezen van cirkelvormige of halfronde vormen en contouren.
Een draaitafel kan worden gebruikt:
- Om platte steeksleutels op een bout te bewerken
- Boor gaten op gelijke afstand van een ronde flens
- Een rond stuk snijden met een uitstekende tang
- Het maken van gaten met een grote diameter, via frezen in een cirkelvormig gereedschapspad, op kleine freesmachines die niet de kracht hebben om grote spiraalboren (>0,500″/>13 mm) aan te drijven
- Helixen frezen
- Om complexe bochten te knippen (met de juiste instelling)
- Om rechte lijnen onder elke hoek te snijden
- Om bogen te knippen
- Met de toevoeging van een samengestelde tafel bovenop de draaitafel, kan de gebruiker het rotatiecentrum overal op het te snijden onderdeel verplaatsen. Hierdoor kan op elke plaats op het onderdeel een boog worden gesneden.
- Om ronde stukken te snijden
Een draaitafel opzetten
Wanneer u een draaitafel op een freesmachine gebruikt, of u nu een boog wilt frezen of gaten in een cirkelvormig patroon wilt boren, zijn er twee dingen die moeten worden gedaan om het werkstuk op te stellen. Eerst moet het werkstuk op de draaitafel worden gecentreerd. Ten tweede moet de draaitafel gecentreerd zijn onder de spil. Daarna kan de freestafel op gepaste afstand worden verplaatst en kunt u beginnen met zagen.
U kunt de tafel eerst onder de spil centreren door het gat in het midden van de tafel aan te duiden. Dan zou je het werkstuk op de tafel kunnen monteren en het werkstuk af kunnen wijzen. Er zijn twee problemen met deze benadering. Ten eerste ga je ervan uit dat het gat in de tafel waar en gecentreerd is. Dat kan wel of niet waar zijn. Ten tweede riskeert deze benadering een soort opeenhoping van fouten, omdat je meet vanaf twee verschillende kenmerken (het gat van de draaitafel en een onderdeel op het werkstuk). Centreer eerst het werkstuk op de draaitafel en centreer vervolgens de draaitafel onder de spil.
Om het werkstuk op de draaitafel te centreren, draait u de draaitafel en let u op afbuiging van de indicatorwijzer. Pas de positie van de freestafel (X en Y) naar wens aan, totdat de naald niet meer doorbuigt.
U draait een draaitafel in door een meetklok in een klauwplaat of spantang in de spil te plaatsen, die vervolgens met de hand wordt gedraaid met de indicatorpunt in contact met het gat van de draaitafel. Als uw machine uit de versnelling kan worden gehaald, helpt het om dat te doen, zodat de spindel vrij kan zwaaien. Het is natuurlijk ook gemakkelijker om een boorkop te gebruiken dan een spantang, dus je hebt iets dat je gemakkelijk kunt draaien. Maak uw aanpassingen met behulp van de zadel- en tafelhandwielen.
Zodra je het midden hebt gelokaliseerd (de indicator zal hetzelfde lezen als je de spil draait, is het een heel goed idee om beide wijzerplaten op "0" te zetten, in plaats van een willekeurige locatie te markeren. Zorg ervoor dat je ook de speling correct hebt ingesteld Stel de wijzerplaat in een positieve richting in, dus het is gemakkelijk om eventuele wijzigingen af te tellen en je hoeft nooit te onthouden welke manier je hebt gekozen om de speling in te stellen. Ik markeer ook altijd de tafel en zadel met een waspotlood, zodat ik weet waar Dit geeft aan wanneer u moet stoppen met het draaien van de hendel wanneer "0" verschijnt als u de tafel terug naar het midden wilt krijgen om een ander onderdeel te laden.
Als je eenmaal het midden van de tafel hebt gevonden en de wijzerplaten hebt ingesteld en de tafel en het zadel hebt vergrendeld, heb je meestal een functie van je kant die je wilt centreren. In sommige gevallen kan het een gat zijn, in andere gevallen kan het de buitenrand van het cirkelvormige deel zijn. In een dergelijk geval is het gebruikelijk om dezelfde indicator te gebruiken en deze in het gat of de omtrek van het onderdeel te zwaaien. De omtrek kan vereisen dat u om klemmen heen moet, wat meestal kan worden bereikt door de schacht te gebruiken om de indicator ver genoeg omhoog te bewegen om ze vrij te maken. Wanneer je onderdelen inbelt naar een tafel die al is geplaatst, tik je op het onderdeel eromheen, je maakt geen aanpassingen met de zadel- of tafelhandvatten. Tik op het onderdeel nadat je de klemmen een beetje hebt vastgeklemd, zodat het niet wild beweegt. Op die manier kunt u een vrijwel perfecte locatie bereiken, zeker zo dichtbij als de machine kan werken.
Nadat het werkstuk op de draaitafel is gecentreerd, draait u de spil nu met de hand, zodat de indicatorpunt de binnenkant van het gat veegt. Pas de positie van de freestafel naar wens aan totdat er geen naaldafbuiging wordt waargenomen.
Uw draaitafel instellen
Hoe de spindel over het midden van de draaitafel te centreren. Hier zijn enkele van de methoden die u kunt gebruiken.
De draaitafel centreren met de verticale freesas
Volg de volgende procedure:
1. Plaats de verticale kop recht op de machinetafel.
2. Monteer de draaitafel op de freestafel.
3. Plaats een testplug in het middelste gat van de draaitafel.
4. Monteer een meetklok in de freesspil.
5. Terwijl de meetklok net de bovenkant van de testplug vrijmaakt, draait u de machinespil met de hand en lijnt u de plug ongeveer uit met de spil.
6. Breng de meetklok in contact met de diameter van de stekker en draai de spindel met de hand.
7. Stel de machinetafel af met de longitudinale (X) en crossfeed (Y) hendels totdat de meetklok geen beweging registreert.
8. Vergrendel de freestafel en het zadel en controleer de uitlijning opnieuw.
9. Pas indien nodig aan.
Een manier om uw draaitafel in te stellen
 |  Rough Position  Made a 3/8″ piece of brass and put a 60 degree point on it. It Should fit in the endmill holders. This method it to be quite useful for various setup operations.
|
|
 |  Visual Position  To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes.
|

|  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
Industriële technologie
- Wat is oppervlakteruwheid?- Eenheid, grafiek, meting
- Drukmachines:offsetdruk
- Hoe werkt offsetdruk?
- 3 voordelen van het gebruik van een boorfrees
- Wat is een offsetschroevendraaier?
- 16 Deel 2:Hardheidstest
- 22 Unit 5:CNC-bewerking
- 24 Unit 7:Mastercam
- Een inleiding tot boormachines
- Wat is een horizontale boormachine?
- Wat is een saaie kop voor een molen?