


Ultrasoon bewerken:definitie, onderdelen, werkingsprincipe, voordelen, toepassing
Ultrasoon bewerken is een fabricageproces waarbij materiaal van het oppervlak wordt verwijderd door middel van hoogfrequente trillingen met lage amplitude van een gereedschap tegen het materiaaloppervlak, de aanwezigheid van fijne schurende deeltjes.
In dit artikel zullen we de definitie, constructie of onderdelen, werkprincipes, voordelen, nadelen en toepassing van ultrasoon bewerken in detail bestuderen.
Wat is een ultrasoon bewerkingsproces?
Ultrasoon bewerken is een niet-conventioneel bewerkingsproces waarbij de schuurmiddelen op het werkstuk slaan om het materiaal te verwijderen. Deze bewerkingsmethode maakt gebruik van percussie of hameren van schuurmiddelen tegen het werkstuk met het gereedschap.
We hebben dus een gereedschap, het heeft geen directe invloed op het werkstuk, maar er zijn wat schurende deeltjes tussen het werkstuk en het gereedschap geplaatst.
Deze schurende deeltjes zijn hard en kunnen hun vorm behouden, wat betekent dat ze stijf zijn en daarom kunnen ze impacterosie van het werkstukmateriaal veroorzaken bij het werken met deze specifieke manier van percussie.
Het hameren wordt dus gedaan door een lichaam dat bekend staat als een gereedschap. Het gereedschapsmateriaal is voldoende taai zodat het op zichzelf geen brosse breuk ondergaat.
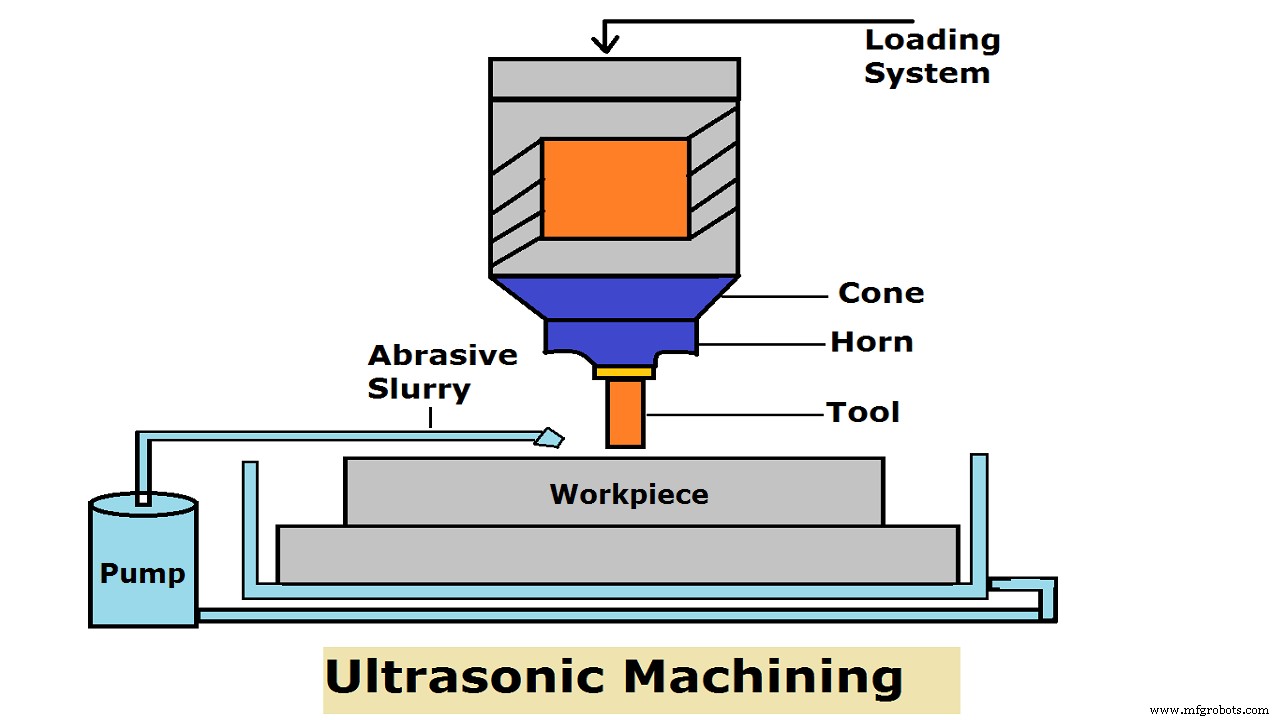
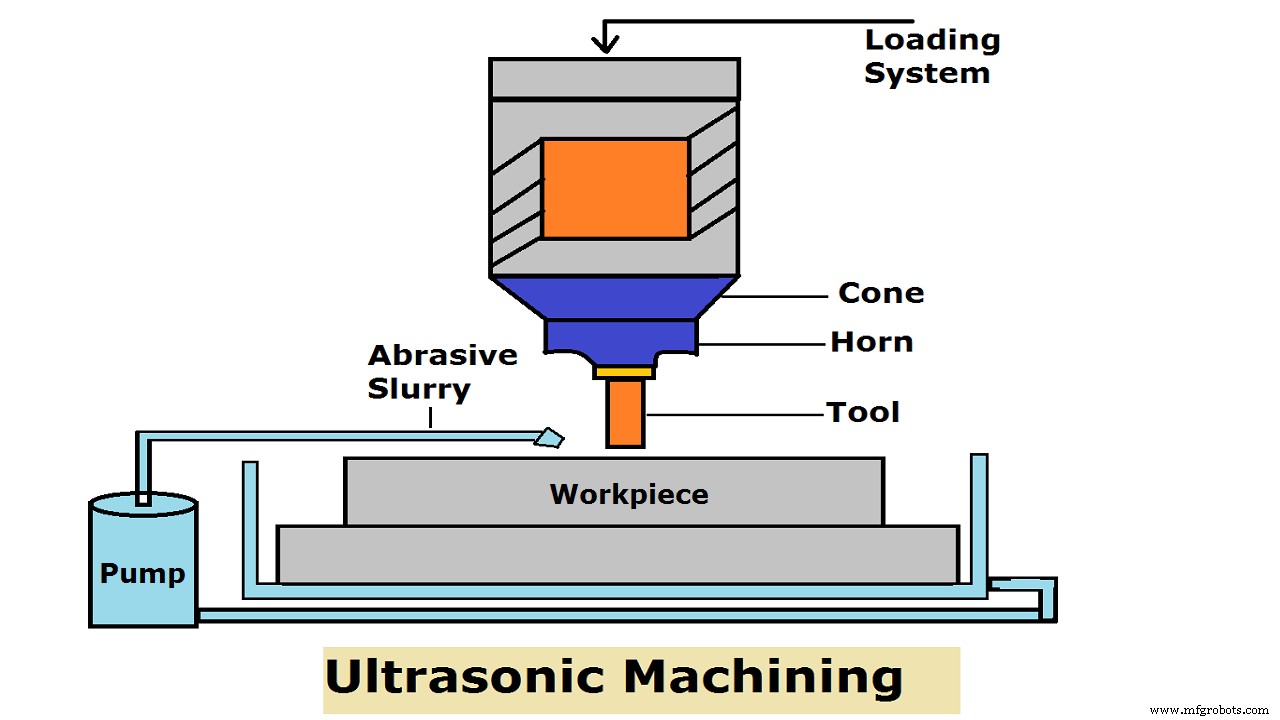
Ultrasone bewerkingsprocesconstructie of onderdelen:
Ultrasone bewerking bestaat uit de volgende hoofdonderdelen:
- Voeding
- Snelheidstransformator
- Hulpprogramma
- Schuurslurry
- Elektromechanische transducer
- Schuurpistool
- Werkstuk
Voeding:
De voeding wordt ook wel een hoogfrequente generator of elektronische oscillator genoemd. De belangrijkste functie is om een normale elektrische voeding met een frequentiebereik van 50-60 HZ om te zetten in een hoogfrequente elektrische voeding tot een bereik van 20-40 kHz, maar de amplitude van de trilling zal klein zijn tot een bereik van microns. P>
Snelheidstransformator:
Snelheidstransformator wordt ook wel het ontwerp van de hoorn genoemd. De functie van de hoorn is om de vibratie van de transducer te versterken en te focussen tot een voldoende intensiteit om het gereedschap aan te drijven om de snijbewerking uit te voeren.
Ze zijn gemaakt van hard, niet-magnetisch en gemakkelijk bewerkbaar staal met een goede vermoeiingssterkte zoals K-Monel, metaalbrons en zacht staal.
Lineair taps toelopende en exponentieel getapete hoorns hebben een lengte die gelijk is aan de helft van de golflengte van het geluid in het metaal waarvan ze zijn gemaakt.
Tool:
Hameren wordt gedaan door een lichaam dat bekend staat als het gereedschap en het gereedschapsmateriaal is voldoende ductiel geweest zodat het op zichzelf geen brosse breuk ondergaat.
We kunnen echter niet voorkomen dat materiaal parallel aan het werkstuk van het gereedschap wordt verwijderd, dus de slijtage van het gereedschap is voldoende en het moet ook bestand zijn tegen vermoeidheid, omdat we de slagsnelheid verhogen tot ultrasone frequenties om de materiaalverwijderingssnelheid te verhogen .
Dus als dat zo is, zal er een dynamische belasting zijn op het gereedschapsmateriaal. Het moet dus bestand zijn tegen vermoeidheid. En de bewerkingssnelheid is evenredig met dit hameren
Schuurslurry:
Schuurmiddelen moeten worden aangebracht op de plaats van bewerking en moeten samen met bewerkt materiaal van werkstuk- en gereedschapsmateriaal worden verwijderd, zodat ze in een slurry van en naar de plaats van bewerking worden vervoerd.
Het gereedschap wordt tegen het werkstuk gedrukt om een lichte druk te creëren, laag genoeg om schuurmiddelen niet te pletten en hoog genoeg om ervoor te zorgen dat de werkplek breekt.
Schuurmiddelen hebben een hogere breuksterkte dan het werkstuk. eerst moeten er schuurmiddelen worden geleverd.
Ze worden dus op de bewerkingsplaats aangebracht door ze in het algemeen in een waterig medium te dragen en het wordt een slurry genoemd.
Elektromechanische transducer:
De transducer zet elektrische energie om in mechanische trillingen. Het hoogfrequente elektrische signaal wordt naar de transducer verzonden, die het omzet in een hoge frequentie en trillingen met een lage amplitude.
Er zijn twee soorten transducers die worden gebruikt:
- Piëzo-elektrische transducer
- Magneto-beperkende transducer.
Piëzo-elektrische transducer:
Wanneer deze transducer wordt gecomprimeerd, genereert deze een kleine elektrische stroom. en wanneer er een elektrische stroom doorheen gaat, zal deze uitzetten. Wanneer de stroom wordt verwijderd, krijgt het kristal zijn oorspronkelijke grootte en vorm. deze transducers zijn verkrijgbaar tot 900 Watt.
Magnetostrictieve transducer:
Wanneer ze worden blootgesteld aan een magnetisch veld, veranderen dit type transducers ook van vorm. Deze transducers zijn gemaakt van nikkel en een nikkellegering. Het rendement is ongeveer 20-30%. Dergelijke transducers zijn beschikbaar tot 2000 Watt, de maximale lengteverandering is ongeveer 25 micron.
Schuurpistool:
Schuurmiddelen worden op de bewerkingsplaats aangebracht door ze in het algemeen in een waterig medium te dragen en dit wordt een slurry genoemd.
Laten we volume/volume zeggen 20 delen schuurmiddel in 100 delen water en laat het worden aangebracht met een mondstuk of met een schuurpistool, dat wil zeggen door een straal op de bewerkingslocatie, zodat de machine de hele tijd verse schuurmiddelen ontvangt onder een duidelijke druk en het puin van machinale bewerking:dat betekent, verwijder materiaal gebroken schuurmiddelen, al deze dingen worden verwijderd door die waterstraal en schuurmiddelen alleen.
Werkstuk:
Brosse niet-geleidende materialen zoals technisch keramiek worden machinaal bewerkt door middel van een ultrasoon bewerkingsproces.
Het beschadigt het werkstuk niet thermisch en veroorzaakt geen restspanning op het werkstuk. 3D-vormen kunnen door dit proces op het werkstuk ingewikkeld worden.
Ultrasoon bewerkingsproces Werkingsprincipe:
De werking van ultrasoon bewerken is:er is een opening tussen het gereedschap en het werkstuk van ongeveer 0,25 mm. Het gereedschap is gemaakt van ductiel materiaal. Tussen gereedschap en werkstuk bevindt zich een slurry van schuurmiddel.
Schuurmiddel wordt ingebed in het gereedschap en tijdens de neerwaartse reis van het gereedschap hameren schuurmiddelen op het werkstuk, waardoor materiaal wordt verwijderd.
Dit materiaal wordt weggespoeld van het bewerkingsgebied doordat de stroom van het slurrygereedschap licht taps toeloopt om rechte gaten te produceren.
Bij het verhogen van de viscositeit van het dragerfluïdum neemt de verwijderingssnelheid af als gevolg van problemen bij het spoelen. Door de frequentie te verhogen, zal MRR toenemen omdat het aantal impacts per tijdseenheid zal toenemen.
Door de amplitude te vergroten, zal de MRR toenemen als gevolg van de toename van het momentum van schuurmiddelen.
De amplitude van de trilling kan variëren van 5 tot 75 µm en de frequentie kan variëren van 19 tot 25 kHz.
Door de concentratie van schuurmiddelen te verhogen, zal de impact op meer plaatsen aanwezig zijn, wat de MRR (Material Removal Rate) verhoogt.
Maar wanneer de concentratie boven een bepaalde waarde stijgt, als gevolg van een botsing tussen de schuurmiddelen, gaat het momentum verloren, waardoor de MRR afneemt.
Door de grootte van het schuurmiddel te vergroten, zal er een impact optreden in het grotere gebied. Maar wanneer de maat groter wordt dan een bepaalde waarde, zal het momentum van schuurmiddelen afnemen.
Opgemerkt moet worden dat:MRR:ECM> EDM> USM
Ultrasone bewerkingsvideo:
Ultrasone bewerkingsvoordelen:
De volgende voordelen van Ultrasoon zijn:
- Ultrasone bewerking kan machinaal bros, niet-geleidend materiaal, hard en breekbaar materiaal worden gebruikt
- Er wordt geen warmte gegenereerd in dit bewerkingsproces, dus er is zeer weinig of verwaarloosbare fysieke verandering in het werkstuk.
- Niet-metaal dat niet kan worden bewerkt door EDM en ECM vanwege een slechte elektrische geleidbaarheid, maar dat heel goed kan worden bewerkt door ultrasoon verspanen.
- Het is braamloos en vervormt minder processen.
- Het kan worden gebruikt in combinatie met andere nieuwe technologieën zoals EDM, ECG, ECM.
- De werking is geruisloos.
- De apparatuur die hier bij deze bewerking wordt gebruikt, kan worden gebruikt door zowel ervaren als ongeschoolde operators.
- Er kan een goede oppervlakteafwerking en een hoge nauwkeurigheid worden bereikt.
- Elk materiaal kan worden bewerkt, ongeacht de geleidbaarheid.
Ultrasone bewerkingsnadelen:
De volgende nadelen van ultrasoon bewerken zijn:
- Materiaalverwijderingspercentage is laag.
- De energiebehoefte voor het snijden is hoog.
- Het zachtere materiaal is moeilijk te bewerken
- Het is moeilijk om diepe gaten te boren bij ultrasoon verspanen, omdat de beweging van de slurry beperkt is.
- Hoge gereedschapsslijtage door de beweging van schurende deeltjes.
Ultrasone bewerkingstoepassing:
De volgende Ultrasone bewerkingstoepassingen zijn:
- Ultrasone bewerking wordt gebruikt voor het bewerken van niet-geleidende keramiek.
- Materiaal met een hoog uitvalpercentage betekent dat kwetsbaar materiaal door dit proces zeer effectief kan worden bewerkt.
- Bewerking van matrijzen voor draadtrekken, ponsen en stansen.
- Het stelt een tandarts in staat om zonder pijn een gat van elke vorm op tanden te boren.
- Gebruikt voor het slijpen van kwarts, glas, keramiek.
- Wordt gebruikt om industriële diamanten te slijpen.
- Ook gebruikt voor het maken van matrijzen.
Industriële technologie
- Hoonproces:definitie, onderdelen of constructie, werkingsprincipe, voordelen, toepassing [Opmerkingen bij PDF]
- Lapproces:definitie, werkingsprincipe, typen, materiaal, voordelen, toepassing [Notities bij PDF]
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking - onderdelen, werkingsprincipe, toepassing
- Ultrasoon bewerkingsproces, werkprincipes en voordelen:
- Ultrasoon bewerken:onderdelen, werking, toepassingen, voordelen met PDF