


Is het het waard? De voordelen van het gieten van investeringen
Verloren was, eenmalige mallen creëren precisieproducten met fijnere oppervlakken
Wat is investeringscasting?
Investeringsgieten, vaak "verloren was"-gieten genoemd, maakt gebruik van een vervangbaar vormproces om complexe producten met uitzonderlijk fijne oppervlakken te creëren. Het is een precisietechniek vanwege de veelzijdigheid die kan worden gecreëerd in matrijsontwerp. Zandgietpatronen moeten in tweeën worden gesplitst en hebben interne kernen die kunnen worden ondersteund in een gesloten gespleten mal. Investeringsmallen kunnen in bijna elke vorm worden gemaakt die in was kan worden gesneden en gecoat. Het proces en het vormen is duurder, maar de geproduceerde producten kunnen complexer en nauwkeuriger zijn. Het oppervlak van alle metalen gietstukken weerspiegelt de materialen waarin ze zijn gegoten. Zandgietstukken hebben daarom een hobbelige textuur. Investeringsafgietsels kunnen uit de mal komen met een gladdere afwerking.
Wat zijn veelvoorkomende producten voor het gieten van investeringen?
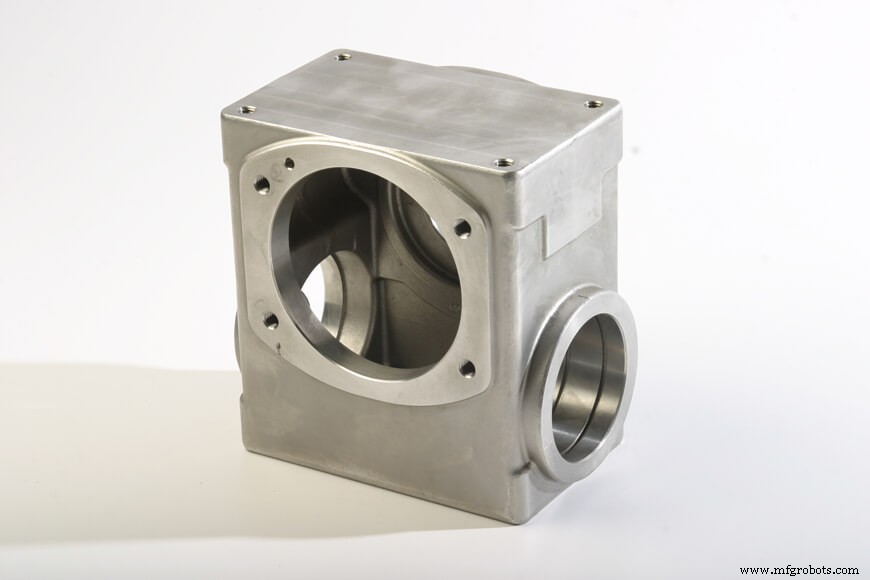
Investeringsgietproducten worden vaak gevonden als operationele stukken van precisiemachines. In een auto kan bijvoorbeeld het motorhuis zijn gegoten in zand. Ventilatoren, nokken en andere onderdelen met complexe vormen, vooral degene die bewegen en fijne oppervlakken nodig hebben, worden vaak gegoten.
Investeringen gieten is ook gebruikelijk voor zeer gedetailleerde beeldhouwwerken, sieraden of andere decoratieve items met zeer fijne details en gladde oppervlakteafwerkingen.

Proces voor het gieten van investeringen
Het investeringsgietproces vereist een vervangbaar patroon, meestal gemaakt van was; een keramisch malmateriaal; een oven; en een gietproces voor het smelten van metalen en het vullen van mallen.
Verbruiks- of waspatronen
Een patroon is een exacte replica van het te maken eindproduct. Humoristisch wordt een patroon gemaakt door een spuitgietmatrijs te vullen, vaak gemaakt van aluminium of staal. Deze mallen kunnen machinaal worden bewerkt, 3D-geprint of zelfs met de hand worden gesneden. Het maken van elk onderdeel met deze processen zou duurder zijn dan het maken van een mal en vervolgens over te gaan naar een gietproces. Verloren-wasgieten is duurder dan zandgieten, maar het kan nog steeds worden opgeschaald voor industriële productie met een hoge omzet. Nadat de spuitgietmatrijs is gemaakt, kunnen waspatronen snel en in grote hoeveelheden worden gemaakt, omdat ze een minimale tijd nodig hebben om af te koelen en te stollen.
Patroonsamenstellingen
Eenmaal gevormd, worden waspatronen samengevoegd tot een boom of gietsysteem, waarmee meerdere items tegelijkertijd kunnen worden gegoten. De boomformatie is gemaakt van een reeks poorten en sprues, ook gemaakt van vaste was. Deze vaste wastakken zullen uiteindelijk de holle kanalen vormen die gesmolten metaal dragen om elk eindproduct te vormen. De boomstructuren moeten zorgvuldig worden samengesteld om kwaliteitsproducten en efficiënte workflows te garanderen. Afhankelijk van de faciliteiten van een locatie en de productgrootte, kunnen veel patronen in dezelfde boom worden geassembleerd voor bulkproductie. Grotere items kunnen ook afzonderlijk worden gegoten.
Keramische "investerings" mal
Nadat de boomstructuur is gemonteerd, wordt deze gedompeld in een vloeibaar keramisch bad. Het keramiek bedekt de hele boom en laat het drogen. Deze baden worden meerdere keren herhaald, waarbij elke laag uithardt, totdat er een dikke mal ontstaat. De boom wordt vervolgens verwarmd om de was te smelten, die volledig uit de mal wegvloeit. Zodra de was is verwijderd, wordt de mal verwarmd tot een hogere temperatuur en wordt gesmolten metaal erin gegoten, waardoor de holtes worden gevuld die ooit door het waspatroon waren ingenomen. Het proces van het aanbrengen van de keramische slurry wordt het "investeringsaspect" van investeringsgieten genoemd.
Schimmelverwijdering
Zodra het metaal is afgekoeld en gestold, wordt de keramische mal afgebroken om de gegoten producten te onthullen. Poorten en sprues worden vervolgens verwijderd en eventuele aanvullende afwerkings- of behandelingsprocedures worden vervolgens toegepast.
Veelzijdige toepassing
Waspatronen kunnen in vrijwel elke vorm worden gemaakt, zonder taps toelopende delen en zonder de kwaliteit van het eindproduct aan te tasten.
Investeringsgieten kan worden gebruikt voor een scala aan producten en materialen. Afhankelijk van de gietfaciliteiten van een locatie, kunnen producten slechts een fractie van een ounce wegen en meer dan duizend pond. Keramische gietvormen zijn ook geschikt voor gieten bij hoge temperaturen.
Veelgebruikte materialen die worden gebruikt bij het gieten van investeringen zijn staal en andere legeringen op basis van ijzer, aluminium, nikkel, kobalt, titanium en koper. Afhankelijk van de toepassing kan investeringsgieten geschikt zijn voor zowel korte als lange productieruns en kan het meerdere honderden producten tegelijk produceren.
Was en keramische materialen kunnen tijdens het gehele investeringsgietproces worden hergebruikt. Gebruikte was wordt opnieuw geplaatst in poorten en stootborden, en keramische mallen kunnen opnieuw worden verwerkt voor gebruik in nieuwe mallen - meestal de buitenste keramische lagen waar minder precisie vereist is.
Voordelen van investeringsgieten boven zandgieten
Alle gietmethoden bieden veel ontwerpvoordelen:de mogelijkheid om materiaalinvoer te minimaliseren en om structuren te vormen die anders moeilijk te bereiken zouden zijn zonder aanzienlijke bewerking of montage.
Een belangrijk voordeel van investeringsgieten is echter de veelzijdigheid van de mal. Omdat de mal vervangbaar is en omdat waspatronen onopvallend in vloeibare vorm kunnen worden verwijderd, hebben fabrikanten een uitzonderlijke hoeveelheid vrijheid bij het ontwerpen van gegoten producten. Investeringsgieten biedt veel meer complexe ontwerpmogelijkheden dan de meeste andere giet- en gietmethoden.
Investeringsgieten versus zandgieten

Zandgieten is een andere effectieve gietmethode waarbij zand wordt gebruikt om wegwerpmallen te vormen. Het is de meest gebruikte gietmethode in Noord-Amerika, maar er zijn een aantal belangrijke verschillen.
Houd bij het kiezen van de beste gietmethode voor een project rekening met het volgende:
- Zandvormpjes moeten uit elkaar worden getrokken om een patroon te verwijderen voordat je gaat gieten. Om een goede mal te garanderen, moet een patroon worden ontworpen met taps toelopende delen, of tocht, om wrijving te minimaliseren - en om te voorkomen dat de zandvorm wordt verstoord - wanneer de secties uit elkaar worden gehaald. Omdat zandvormen uit twee delen bestaan, heeft het eindproduct altijd een scheidingslijn, die na afkoeling mogelijk moet worden weggeslepen.
- Zandgietvormen kunnen eenvoudig worden aangepast aan ontwerpwijzigingen. Dit geeft een technicus de vrijheid om onderdelen snel en gemakkelijk te vervangen nadat deze zijn getest.
- Interne holtes kunnen ook een uitdaging zijn voor zandgieten, die afhankelijk zijn van het gebruik van kernen. Een kern is een voorgevormde vorm die in een mal wordt gestoken om het inwendige van het onderdeel te vormen dat niet in contact komt met het oppervlak van de mal. Afhankelijk van de vorm en complexiteit van een kern - die een enkel onderdeel kan zijn of een assemblage van meerdere kernen - kan het tijdrovend zijn om te vormen en vast te zetten in een mal.
- Bij zandgieten worden nieuwe gietstukken sneller vervaardigd dan bij investeringsgieten vanwege de herbruikbaarheid van het patroon.
- Het is ook vermeldenswaard dat zandvormen, zelfs met synthetische toevoegingen en hoge verdichting, de hardheid van keramiek niet kunnen bereiken. Als gevolg hiervan hebben zandgegoten oppervlakken vaak hogere toleranties en moeten ze machinaal worden geslepen om een afgewerkt oppervlak te krijgen.
- Het is ook vermeldenswaard dat zandvormen, zelfs met synthetische toevoegingen en hoge verdichting, de hardheid van keramiek niet kunnen bereiken. Als gevolg hiervan hebben zandgegoten oppervlakken vaak hogere toleranties en moeten ze machinaal worden geslepen om een afgewerkt oppervlak te krijgen.
- Zandgieten kan metalen componenten van alle maten en gewichten produceren, terwijl voor investeringsgieten de uiteindelijke stukken minder dan 100 pond moeten wegen.
- Met investeringsgieten kunnen waspatronen in vrijwel elke vorm worden gemaakt.
- Keramische mallen zijn ook erg hard, wat zorgt voor gladde oppervlakken met lage toleranties, vaak met zeer dunne wanden. Zodra alle poorten en aanspuitingen zijn verwijderd, vereisen veel producten geen extra arbeid voor behandeling of afwerking.
- Met investeringsgieten kunnen waspatronen in vrijwel elke vorm worden gemaakt, zonder taps toelopende delen en zonder de kwaliteit van het eindproduct aan te tasten.
- Keramische mallen zijn ook erg hard, wat zorgt voor gladde oppervlakken met lage toleranties, vaak met zeer dunne wanden. Zodra alle poorten en aanspuitingen zijn verwijderd, vereisen veel producten geen extra arbeid voor behandeling of afwerking.
Een investeringsproject plannen
Het bepalen van de beste productiemethode hangt af van een aantal factoren. Hier zijn een paar dingen om te overwegen met uw productieontwerpprofessionals:
- Eindproducttype: Wat is de gewenste maat en vorm van het product? Verschillende gietmethoden zullen beter geschikt zijn voor bepaalde afmetingen, en ze zullen ook van invloed zijn op de hoeveelheid bewerking die nodig is om de uiteindelijke afmetingen te bereiken.
- Aantal: Bij het afwegen van hoeveelheden kijk je best zo ver mogelijk vooruit. Wat op korte termijn voordeliger kan zijn, kan duurder uitpakken als meerdere batches voor de lange termijn worden gepland. Een grotere initiële investering in gereedschappen en matrijzen kan later vaak geld besparen. Voor kleine oplagen of eenmalige producties is echter niet dezelfde investering nodig.
- Toleranties: Hoe exact moeten uw afmetingen zijn? Met investeringsgieten kunnen vaak minimale toleranties worden bereikt, vooral voor producten met zeer dunne wanden.
- Mechanische toepassing: Gieten kan de hoeveelheid montage die nodig is voor mechanische toepassingen verminderen, wat vaak tijd en arbeid bespaart.
- Materiaalvereisten: Keramische mallen die worden gebruikt bij investeringsgieten zijn geschikt voor een breed scala aan materialen, waaronder legeringen op staal- en ijzerbasis die bij hoge temperaturen worden gegoten.
- Postproductie: Net als bij andere vormen van gieten, kunnen gegoten producten, afhankelijk van hun uiteindelijke toepassing, verschillende warmtebehandelingen of andere oppervlaktebehandelingen ondergaan, indien nodig.
Investeringsgieterijen
De meeste gieterijen die investeringsgietstukken produceren, bieden niet noodzakelijkerwijs andere productiemethoden voor gietstukken, maar specialiseren zich liever in één enkele gieterijproductiemethode. Er bestaan aanzienlijke verschillen tussen productiemethoden zoals zandgieten versus investeringsgieten, waardoor het onwaarschijnlijk is dat één bedrijf over de infrastructuur beschikt die nodig is om meer dan één vormproductiemethode aan te bieden.
Het is normaal dat investeringsgietstukken meer kosten dan gietstukken die zijn geproduceerd met andere, eenvoudigere methoden, zoals zandgieten. De behaalde voordelen, waaronder complexiteit, betrouwbaarheid, reproduceerbaarheid, oppervlakteafwerking en andere, maken het verschil in kosten echter meer dan goed.
Het is belangrijk om de ontwerpparameters van het gietstuk dat u ontwerpt of probeert te kopen, echt te begrijpen. Als investeringsgietstukken een netvormdeel kunnen bieden zonder machinale bewerking, maar er moet een zandgietstuk worden bewerkt, dan kunnen de extra kosten voor investeringsgieten gerechtvaardigd zijn.
Bronnen
- Grote, Karl-Heinrich en Erik K. Antonsson. Springer Handbook of Mechanical Engineering, Volume 10 . Pasadena, CA:Springer Science &Business Media, 2009.
- Hunt, L.B. "De lange geschiedenis van het gieten van verloren was:meer dan vijfduizend jaar kunst en vakmanschap." Gouden bulletin . Juni 1980, Volume 13, Issue 2, pp 63-79.
- Rundman, Karl B. Metal Casting (referentieboek voor MY4130) . Michigan Tech. Universiteit:Department of Materials Science and Engineering.
Metaal
- De voordelen van productie op korte termijn
- De voordelen van non-ferrometalen
- Zijn aangepaste CNC-routers de investering waard?
- Demag-kranen:waarom de investering de moeite waard is?
- Zijn de snelste lasersnijsystemen de investering waard?
- De waarde van investeringscasting (deel 2)
- Investment Casting vs. Die Casting:wat zijn de verschillen?
- Het Shell Making of Investment Casting-proces begrijpen
- Inleiding tot het gietproces van roestvrij staal
- Investment Gieten Oppervlakteafwerking
- Het principe van investeringsvormen: