


G20 draaicyclus – CNC-draaibank Fanuc 21 TB
G20 langsdraaicyclus voor Fanuc 21 TB cnc-besturing is een modale G-code.
G20 draaicyclus kan ook worden gebruikt voor recht draaien en conisch draaien.
G20 draaicyclus is eenvoudig te programmeren en te leren.
De G20-draaicyclus wordt gebruikt voor eenvoudig draaien, maar meerdere gangen zijn mogelijk door de X-aslocatie van extra gangen te specificeren.
De onderstaande cnc-programmacode toont ook een zeer krachtige functionaliteit van de G20-draaicyclus, namelijk dat een cnc-machinist de snedediepte van elke passage van de G20-draaicyclus kan regelen, wat onmogelijk te bereiken is met andere draaiende ingeblikte cycli zoals G71 Rough Turning Cycle .
G20 draaicyclusformaat voor recht draaien
G20 X… Z… F…
of
G20 U… W… F…
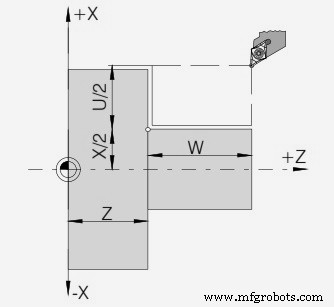
X – te snijden diameter (absoluut).
Z – eindpunt in de z-as (absoluut).
F – voeding.
U – te snijden diameter (incrementeel).
W – Eindpunt in z-as (incrementeel).
G20 draaicyclus – CNC-draaibank Fanuc 21 TB
G20 draaicyclusformaat voor conisch draaien
G20 X… Z… R… F…
of
G20 U… W… R… F…
X – Te snijden diameter (absoluut).
Z – Eindpunt in de z-as (absoluut).
R – Incrementele conische afmeting in X met richting (+/-)
F – Aanvoer.
U – Te verspanen diameter (incrementeel).
W – Eindpunt in de z-as (incrementeel).
Aangezien cnc-bewerkers de X- of U-waarde kunnen gebruiken voor de contourwaarde, kunnen Z of W op dezelfde manier worden gebruikt of u kunt zelfs absolute (X, Z) en incrementele (U, W) waarden combineren.
G20 draaicyclus voorbeeld CNC-programmacode
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Uitleg CNC-programmacode
Zoals u kunt zien in de bovenstaande cnc-programmacode,
Gereedschap bevindt zich op X56 Z2-punt,
De eerste snede wordt gemaakt op X51 en het gereedschap beweegt W-20 in de Z-as.
Tweede snede is gemaakt op X46
Derde snede is gemaakt op X41
…
Laatste snede is gemaakt op X30
G20 draaicyclusfunctie
Als u de bovenstaande cnc-programmacode bestudeert, zult u merken dat
1 – met G20 zowel absolute (X51.0) als incrementele (W-20.0) waarden worden gebruikt om te snijden.
2 – Als bovenstaande code toont ook een zeer krachtige functionaliteit van de G20-draaicyclus, namelijk dat een cnc-machinist de snedediepte van elke doorgang van de G20-draaicyclus kan regelen, wat onmogelijk te bereiken is met andere draaiende ingeblikte cycli zoals de G71 ruwe draaicyclus.
U zult dus merken dat de eerste vijf sneden 5 mm diep zijn, maar de laatste slechts 1 mm diep.
Annulering van de G20-draaicyclus
De G20-draaicyclus is een modale G-code.
“Modale” G-code betekent dat ze van kracht blijven totdat ze worden geannuleerd of vervangen door een tegenstrijdige G-code.
Dit betekent dat de G20-draaicyclus actief blijft totdat een ander bewegingscommando wordt gegeven zoals G00, G01 enz. Zoals in het bovenstaande cnc-programmavoorbeeld wordt G20 G-code geannuleerd met G00 G-code.
CNC machine
- Het CNC-draaicentrum versus de CNC-draaibank
- Wat is een draaibankmachine?
- CNC Fanuc G76 draadsnijcyclus
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC Fanuc G75 groefcyclus
- CNC Fanuc G73 patroon herhalende cyclus
- Fanuc G-codelijst
- CNC Fanuc G92 draadsnijcyclus
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering