


G28 Referentiepuntretour – CNC-draaibank
G28 Referentiepunt Terugkeer
G28 referentiepunt retour G-code wordt gebruikt om het referentiepunt via een tussenpositie te benaderen.
De tussenpositie kan absoluut X, Z of relatief U, W worden gespecificeerd.
Wat is referentiepunt lezen CNC Zero Return of Reference Point Return
Tijdens G28-referentiepuntterugkeercommandomachine,
bereikt het apparaat eerst snel het tussenpunt (G00),
vervolgens gaat het snel naar de referentiepuntpositie.
Programmeren
G28 X(U) Z(W)
X, Z absolute tussenpuntpositie.
U, W incrementele tussenpuntpositie.
Voorbeelden
Stel voor de volgende voorbeelden dat de werkelijke positie van het referentiepunt op uw machine X330 en Z529 is.
Voorbeeld 1
G28 U0 W0
de machine zal direct naar het referentiepunt gaan (omdat er geen tussenliggend punt is opgegeven).
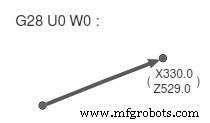
G28 Referentiepunt retour G28 U0 W0
Voorbeeld 2
G28 X100 Z100
de machine gaat eerst naar tussenstand X100 Z100
en gaat dan naar het referentiepunt.

G28 Referentiepuntretour
CNC machine