


Fanuc G68 Coördinaten Rotatie Programma Voorbeeld
Fanuc G68 Coördinatenrotatie G-Code maakt het gemakkelijk voor cnc-machinisten om een patroon van bewerkingen in een geroteerde hoek uit te voeren.
Hier is een basisvoorbeeld van cnc-programmering dat helpt om de daadwerkelijke werking van G68-coördinatenrotatie te begrijpen.
Fanuc G68-programmavoorbeeld
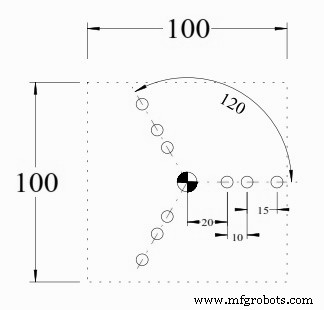
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X20 Y0 S1500 M3 G43 Z100 H1 Z5 G81 R3 Z-20 F? M8 X30 X45 G68 X0 Y0 R120 X20 Y0 X30 X45 G68 X0 Y0 R240 X20 Y0 X30 X45 G69 G80 G0 G90 Z100 M30
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- Fanuc CNC draaibank programmeervoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Haas G71 voorbeeldprogramma
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G68 coördinatenrotatie
- Fanuc G-codelijst