


Conisch draadsnijden met Fanuc G76 draadsnijcyclus
Taps draadsnijden is geen gebruikelijke praktijk in werkplaatsen met cnc-machines, maar soms willen klanten een onderdeel met taps draadsnijden, dus hier is de oplossing. Taps draadsnijden op een cnc-draaibank met Fanuc-besturing is heel eenvoudig met de Fanuc G76-draadsnijcyclus. Fanuc CNC-gestuurde draadsnijcyclus G76 geeft ons veel flexibiliteit.CNC Programmeren van taps draadsnijden met Fanuc draadsnijcyclus G76 is niet zo moeilijk, er moet slechts één parameter worden toegevoegd.
Normaal draadsnijden met het Fanuc G76 CNC-programma voor draadsnijcyclus
N5 G76 P010060 Q100 R0.05 N6 G76 X30 Z-20 P1024 Q200 F2
Eén G76-parameter die moet worden toegevoegd voor taps toelopend draadsnijden is R in het tweede G76-blok.
Conisch draadsnijden met het Fanuc G76 CNC-programma voor draadsnijcyclus
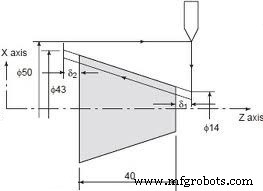
Conisch draadsnijden met Fanuc G76 draadsnijcyclus
N5 G00 X50 Z5 N6 G76 P010060 Q100 R0.05 N7 G76 X43 Z-45 P1024 Q200 R-14.5 F2
Andere parameters van Fanuc draadsnijcyclus G76 worden hier uitgelegd.
De parameter R in het tweede blok van G76 is de taps toelopende waarde. Merk op dat R wordt gegeven als straalwaarde .
Hoe de R-parameter te berekenen voor taps toelopend draadsnijden op Fanuc met G76 draadsnijcyclus.
R =(Begindiameter – Einddiameter) / 2
CNC machine
- G76 draadsnijcyclus – verder dan de basis
- CNC Fanuc G76 draadsnijcyclus
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 groefcyclus
- Invoedingshoek regelen met Fanuc G76 draadsnijcyclus
- Fanuc G-codelijst
- Fanuc G76 draadcyclus voor dummies
- CNC Fanuc G92 draadsnijcyclus
- G76 Threading Cycle One Line Format for Fanuc 10/11/15T
- Conisch draadsnijden met G92-draadsnijcyclus
- Mach3 Draai G76 draadsnijden ingeblikte cyclus