


Haas G76 draadsnijcyclus meerdere gangen
Haas G76 draadsnijcyclus kan worden gebruikt voor uitwendige schroefdraad, inwendige schroefdraad, rechte schroefdraad, conische schroefdraad.
Met de Haas G76-schroefdraadcyclus kan een programmeur eenvoudig meerdere snijgangen over de lengte van de schroefdraad aansturen.
De aard van gereedschapsbelasting en slijtage kan worden gecontroleerd door de P-code te gebruiken. De P-code kan aangeven aan welke kant het gereedschap
snijdt en hoeveel materiaal er wordt gesneden.
Haas G76 draadsnijcyclustoepassingen
Hass G76 draadsnijcyclus kan worden gebruikt voor,
Haas G76 draadsnijcyclus
Haas G76 draadsnijcyclusformaat
G76 X(U) Z(W) K D A F(E) I P Q
Parameters
X – X-as absolute locatie, maximale draaddiepte Diameter (optioneel).
Z – Z-as absolute locatie, maximale draadlengte (optioneel).
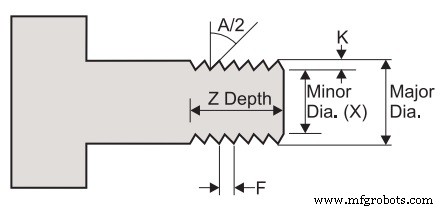
K – Draadhoogte, definieert draaddiepte, radiusmaat .
D – Snijdiepte eerste doorgang.
A – Beitelneushoek (waarde:0 tot 120 graden).
F(E) – Voedingssnelheid, de spoed van de schroefdraad.
U – X-as incrementele afstand, begin tot maximale draaddiepte Diameter (optioneel).
W – Z-as incrementele afstand, begin tot maximale draadlengte (optioneel).
I – Draad taps toelopend aantal, radius meten (optioneel).
P – Enkelzijdig snijden (belastingsconstante) (optioneel).
Q – Draadbeginhoek (gebruik geen decimale punt) (optioneel).
Machine-instellingen
Instelling 95 – Grootte draadafschuining.
Instelling 96 – Hoek draadafschuining.
Instelling 86 – Overmaat draadafwerking.
M-code
M23 – Afschuinen AAN
M24 – Afschuinen UIT
Uitleg parameters Haas G76-schroefdraadcyclus
K -Draadhoogte
De hoogte van de schroefdraad wordt gedefinieerd als de afstand van de top van de schroefdraad tot de wortel van de schroefdraad.
De berekende schroefdraaddiepte (K) is de waarde van K min de nabewerkingstoeslag (instelling 86, Garenafwerktoeslag) is dit bedrag.
D – Snijdiepte eerste doorgang
De diepte van de eerste snede door de schroefdraad wordt gespecificeerd in D. De diepte van de laatste snede door de schroefdraad kan worden geregeld met instelling 86.
Draadafschuining
Aan het einde van de schroefdraad wordt een optionele afschuining uitgevoerd.
De grootte en hoek van de afschuining wordt geregeld met instelling 95 (schroefdraadafschuining) en instelling 96 (schroefdraadafschuinhoek).
P – Snijden met één snijkant (belastingconstante) (optioneel)
Er zijn vier opties voor G76 meervoudig draadsnijden beschikbaar
CNC machine
- G76 draadsnijcyclus – verder dan de basis
- CNC Fanuc G76 draadsnijcyclus
- Conisch draadsnijden met Fanuc G76 draadsnijcyclus
- Aanbevolen tabel draadaanvoerpassen
- Invoedingshoek regelen met Fanuc G76 draadsnijcyclus
- Fanuc G76 draadcyclus voor dummies
- CNC Fanuc G92 draadsnijcyclus
- G76 Threading Cycle One Line Format for Fanuc 10/11/15T
- Conisch draadsnijden met G92-draadsnijcyclus
- Mach3 Draai G76 draadsnijden ingeblikte cyclus
- Hoe de G76 draadsnijcyclus volledig te beheersen Aantal gangen en snedediepte uitgelegd