


Sinumerik 810 CNC freesradius/afschuiningsprogramma voorbeeld
Siemens Sinumerik 810 cnc-freesprogrammeervoorbeeld dat laat zien hoe cnc-bewerkers Radius en Chamfer kunnen bewerken/programmeren.
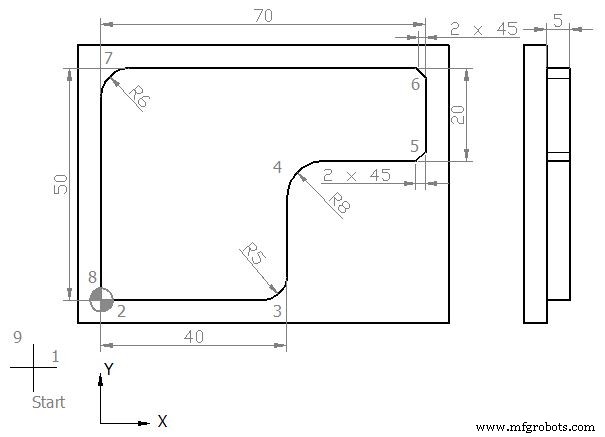
Sinumerik 810 Radius/afschuining programmeren
U+-waarden worden gebruikt voor Radius-programmering.
U--waarden worden gebruikt voor Chamfer-programmering.
Sinumerik 810 Radius/afschuining programmeervoorbeeld
Sinumerik 810 CNC freesradius afschuiningsprogramma
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X40 Y0 U5 N45 X40 Y30 U8 N50 X70 Y30 U-2 N55 X70 Y50 U-2 N60 X0 Y50 U6 N65 X0 Y0 N70 G40 X-20 Y-20 N80 G00 Z50 N85 Y100 N90 M30
Afgewerkt onderdeel
Nadat het bovenstaande bewerkingsproces is voltooid, ziet de component er als volgt uit,
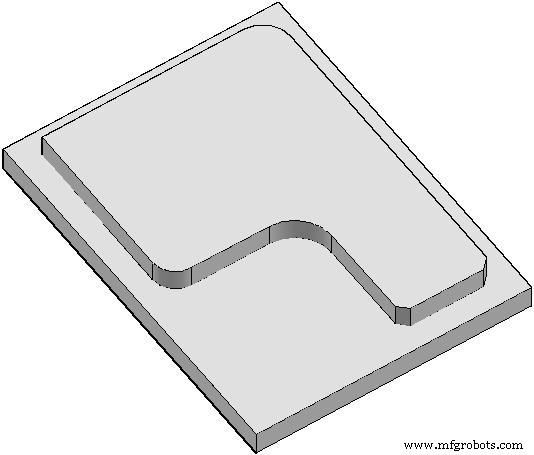
Afgewerkt onderdeel
Uitleg van codes die in het programma worden gebruikt
G00:ijlgang.
G54:nulpuntverschuiving nr. 1.
G64 :Ononderbroken baanmodus.
G90 :Absoluut dimensioneringssysteem.
G17 :Selectie X-Y-plan.
G42 :Activering freesradiuscompensatie (beweging rechts)
G40:Freesradiuscompensatie gedeactiveerd
S:Spiltoerental
F:Aanvoer asbewegingen
M:Freesbeweging (3=met de klok mee, 4=tegen de klok in)
D:gereedschapsnr.
M30:einde van het hoofdprogramma
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- Sinumerik 840D CNC-programmering
- CNC freesmachine programmeervoorbeeld voor beginners
- G01 Afschuining en hoekafronding, een voorbeeld van een CNC-programma
- Voorbeeld programma voor afschuining en radius met G01
- Hoe een volledige cirkel CNC-programma voorbeeldcode te frezen
- Sinumerik 840D boorcyclus CYCLE81 Voorbeeldcode CNC-programmering
- CNC frees contourdiepboren – Fanuc subprogramma Herhaal voorbeeld
- Voorbeeldprogramma Sinumerik CYCLE81 Boorcyclus – CNC draaien
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode