


Werkstukoffset instellen op Hermle UWF 851 CNC-frees met Sinumerik-besturing
Dit artikel beschrijft in het kort het hele proces van werkstukoffset instellen op de Hermle UWF 851 CNC-freesmachine met Siemens Sinumerik CNC-besturing.

Hermle UWF 851 CNC-frees met SINUMERIK 810 CNC-besturing
Houd de klus in een bankschroef met een diepte van 5 tot 10 mm.
Voorbereiding frees
Draai (grijp) de frees van Ø 12 mm vast in de gereedschapshouder met behulp van een gereedschapshouder-spaninrichting.
Pak dezelfde gereedschapshouder in uw linkerhand en druk op de gereedschapswisselknop om het gereedschapswisselmechanisme aan de rechterkant van de kop van de cnc-freesmachine.
Plaats de gereedschapshouder in de machinekop en duw deze omhoog, druk met de andere hand op de knop voor het sluiten van gereedschapswissel naast de knop voor gereedschapswissel.
Selecteer Jog Mod en druk op>
(knop Volgende pagina) om de Over Store-pagina te vinden. Selecteer de Over Store-pagina.
Voer S =450 (snelheid rmp) en M =03 (rotatie CW) in.
Druk op de Cycle Start-knop. Spil begint te draaien.
Selecteer incrementele mod. In deze mod kunnen 1 (0,001 mm), 10 (0,01 mm) en 100 (0,1 mm) kalibraties worden ingesteld voor gebruik met het handwiel. As zoals X, Y, Z, C- assen kunnen worden geselecteerd in het toetsenbordgedeelte.
Instelling werkstukoffset X-as
Selecteer 100 (0.1) kalibratie en druk op X om de X-as te activeren voor beweging.
Gebruik het handwiel om de snijplotter dichter bij de taak te brengen aan de zijde die wordt weergegeven in onderstaande afbeelding (X-as).
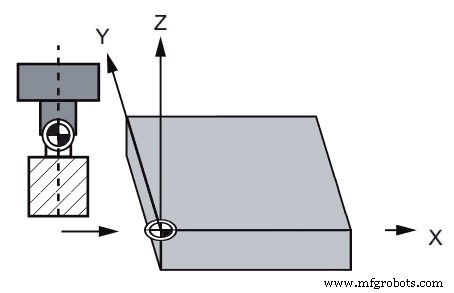
Instelling werkstukoffset in X-as
Geef de snijplotter wat diepte (5-10 mm).
Beweeg nu opnieuw in de X-as en wanneer u dichterbij genoeg bent zodat u de opening tussen uw taak en de snijplotter niet meer kunt zien, verlaagt u de incrementele mod-kalibratie tot 10 ( 0,01 mm), plaats een stuk papier tussen snijplotter en job.
Blijf langzaam bewegen, op een gegeven moment zal je papier snijden, stop daar, dit is de waarde van de aspositie die nodig is voor de instelling van de offset.
X-aswaarde invoeren in Nul-offset
Breng de pagina Zero Offset op het cnc-besturingsscherm door op het tabblad Setting Data te drukken en vervolgens op het tabblad Zero Offset.
Plaats de X-aswaarde die in de bovenstaande stap is genomen in Zero Offset (G54 X =………… …….).
Instelling werkstukoffset Y-as
Selecteer 100 (0,1 mm) incrementele mod. Selecteer de Z-as om de snijplotter meer naar boven te richten.
Selecteer de Y-as om de snijplotter naar de kant te verplaatsen die wordt weergegeven in de onderstaande afbeelding.
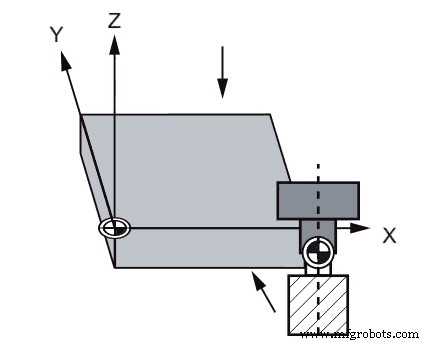
Instelling werkstukoffset Y-as
Selecteer de Z-as voor een freesdiepte van 5-10 mm.
Selecteer de Y-as om dichter bij de taak te komen.
Wanneer u zo dichtbij bent dat u de ruimte tussen uw taak en de snijder, verminder de Incremental Mod-kalibratie tot 10 (0,01 mm), plaats een stuk papier tussen de snijder en de job.
Blijf langzaam bewegen, op een gegeven moment zal uw papier snijden. Dit is nu de positie van de Y-as die zal worden gebruikt voor de nul-offset-instelling.
Y-aswaarde invoeren in Nul-offset
Druk op het tabblad Gegevens instellen en vervolgens op het tabblad Zero Offset om de pagina Zero Offset te openen. Voer nu de Y-aswaarde in die in de bovenstaande stap is genomen door
Plaats de waarde in Zero Offset (G54 Y =…………………).
Selecteer nu 100 (0,1 mm) Incrementele Mod. Selecteer Z-as om de snijplotter meer naar boven te richten.
Nog niet klaar…
Na voltooiing van de bovenstaande procedure, wanneer uw programma zal draaien op Automatic Mod, zal uw snijplotter beginnen (G00 X0 Y0) te werken op het hieronder getoonde punt, wat verkeerd is.
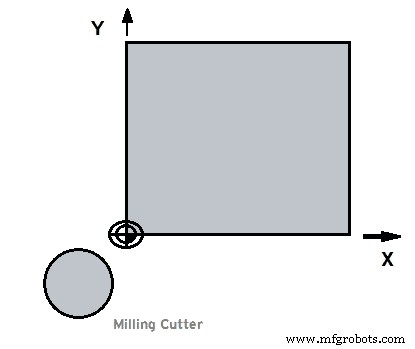
Work Offset Instelgereedschap onjuiste positie
Laatste stap
Wat we willen is dat de snijplotter begint bij het middelpunt, precies bovenaan het beginpunt van de taak, waar twee zijden (waarvan de waarden hierboven worden gemeten) elkaar ontmoeten.
Omdat dit het juiste punt is van waaruit alle componentafmetingen zijn berekend, zie figuur.
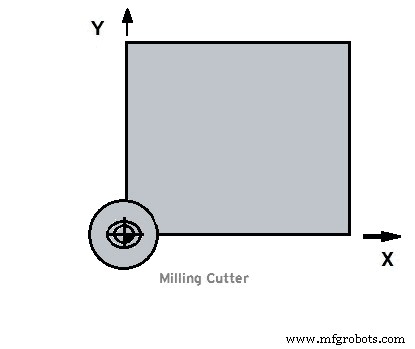
Work Offset Setting tool juiste positie
Om de freespositie te corrigeren, trekken we de freesradius van 6 mm af (omdat onze frees Ø12 mm is) van de X-as en voegen we 6 mm toe aan de Y-as in Zero Offset X, Y-waarden.
CNC machine
- M-TECH CNC-besturingssysteem
- SIEMENS 808D Besturingssysteem Cnc Wood Router Machine Start met back-updatum
- Waarom zaken doen met een machinewerkplaats met een CNC-kotterbank?
- Wat is een CNC-kotterbank en hoe werkt het?
- Kwaliteitscontrole bij CNC-bewerkingen
- Draaibank Met CNC
- Waarom moeite doen met een CNC-freesdraai?
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing
- Sinumerik 840D CNC-programmering
- Hoe gereedschapsoffset instellen – SINUMERIK 808D draaien
- Haas Mill M-codes