


Hust CNC-frees G90 absolute coördinaten Voorbeeld van incrementele coördinaten G91
Hust CNC eenvoudig basis G-code programmavoorbeeld, dat het verschil laat zien tussen G90 Absolute Coördinaat &G91 Incrementele Coördinaat.
Deze tutorial is ook van toepassing op de meeste Fanuc cnc-besturingen.
Dit is een goede bron voor beginnende cnc-machinisten en cnc-programmeurs om het verschil tussen G90 en G91 te begrijpen.
Op Hust CNC-freesbesturingen
G90 G-code wordt gebruikt voor absolute coördinaat
G91 G-code wordt gebruikt voor incrementele coördinaat.
G90 absolute coördinaat
De oorsprong (werkstuknulpunt) is de referentie. De coördinaten van alle punten die de vorm van het werkstuk (machineonderdeel) beschrijven, worden berekend vanaf de oorsprong.
G91 incrementele coördinaat
De coördinaten van alle punten die de vorm van het werkstuk (machineonderdeel) beschrijven, worden berekend vanaf het eindpunt van het vorige blok.
Hust CNC-flexibiliteit
G90 absolute coördinaat
In G90 Absolute Coordinate-modus
X wordt gebruikt voor X-as Absolute bewegingen.
Y wordt gebruikt voor Y-as Absolute bewegingen.
Z wordt gebruikt voor Z-as Absolute bewegingen.
Maar in G90 Absolute Coordinate-modus kunnen U, V, W worden gebruikt voor opdrachten voor incrementele verplaatsing van de as.
U wordt gebruikt voor incrementele bewegingen van de X-as.
V wordt gebruikt voor incrementele bewegingen van de Y-as.
W wordt gebruikt voor incrementele Z-asbewegingen.
Kortom, als u werkt in de modus G90 Absolute Coördinaat, dan kunt u desgewenst incrementele bewegingen maken door U, V, W te gebruiken.
Het is dus niet nodig om G91 Incrementele coördinaatopdracht G-Code te gebruiken.
G91 incrementele coördinaat
In de modus G91 Incrementele coördinaten
X wordt gebruikt voor incrementele bewegingen over de X-as.
Y wordt gebruikt voor incrementele bewegingen over de Y-as.
Z wordt gebruikt voor incrementele bewegingen over de Z-as
In de modus G91 Incrementele coördinaten kunnen U, V, W niet worden gebruikt.
Voorbeeld CNC-programma
Hust CNC-frees G90 absolute coördinaten G91 voorbeeld van incrementele coördinaten
G90 absolute coördinaat
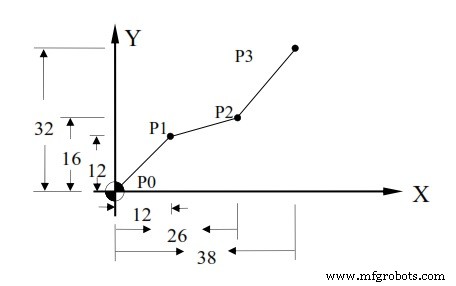
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 incrementele coördinaat
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90 absolute coördinaat
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Gemengd gebruik
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
Of
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
CNC machine
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- Haas CNC frees G-codes
- Hoe een volledige cirkel CNC-programma voorbeeldcode te frezen
- CNC frees contourdiepboren – Fanuc subprogramma Herhaal voorbeeld
- Beginnende CNC-bedieners een standaard CNC ingeblikte cyclusvoorbeeld G90
- Sinumerik Mill-programma – Opdrachten voor absolute maatvoering G90 AC
- Heidenhain absolute en incrementele werkstukposities met voorbeeld
- Hust CNC G-codelijst – CNC-frees H4M &H4CL-M