


Sinumerik Mill-programma – Opdrachten voor absolute maatvoering G90 AC
G90 Absolute Dimensions of Absolute Programming is Modal G-code. Siemens Sinumerik biedt AC-opdracht (niet-modale absolute afmetingen) voor toegang tot de absolute positie van individuele assen.
Lees het volledige artikel Sinumerik Absolute Dimensions G90 Modal en AC Non-modal Command.
Absolute afmetingen (absolute programmering)
Bij absolute maatvoering of absolute programmering heeft de geprogrammeerde positie altijd betrekking op het nulpunt van het momenteel geldige coördinatensysteem (werkstuk-nulpunt).
Het volgende cnc-programmavoorbeeld toont het gebruik van de volgende Siemens Sinumerik-commando's,
- G90 Modal Absolute Dimensions-commando
- AC Niet-modaal commando Absolute dimensies
Absolute afmetingen programmavoorbeeld
Sinumerik Mill-programma
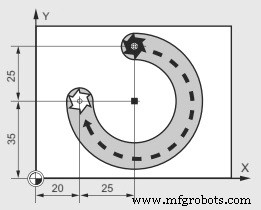
N10 G90 G0 X45 Y60 Z2 T1 S2000 M3 ; Modal Absolute dimensions active N20 G1 Z-5 F500 ; circular interpolation, circle center point in absolute dimensions. N30 G2 X20 Y35 I=AC(45) J=AC(35) N40 G0 Z2 N50 M30
Omdat niet-modale absolute dimensies (AC) mogelijk zijn voor spilpositionering (SPOS, SPOSA) en interpolatieparameters (I, J, K).
Dus gebruikt dit programma AC niet-modale absolute dimensies commando om toegang te krijgen tot het middelpunt van de cirkel afmetingen.
CNC machine
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- G Code Voorbeeld Mill – Voorbeeld G Code Programma voor beginners
- Sinumerik L93 insteekcyclusprogramma voorbeeld
- Sinumerik Absolute afmetingen G90 Modaal en AC niet-modaal commando
- Hust CNC-frees G90 absolute coördinaten Voorbeeld van incrementele coördinaten G91
- Sinumerik CYCLE82 Boren Verzinkboorcyclus Voorbeeldprogramma
- Sinumerik 810 CNC freesradius/afschuiningsprogramma voorbeeld
- Sinumerik 810 programmeervoorbeeld CNC-frees
- Siemens Sinumerik freesprogrammeervoorbeeld
- CNC-freesprogrammeeroefening met G90 absoluut programmeren G91 incrementeel programmeren
- Basisprogramma voor CNC-frezen zonder komma