


CNC frees contourdiepboren – Fanuc subprogramma Herhaal voorbeeld
Een heel eenvoudig cnc-programmeervoorbeeld dat laat zien
hoe een contour meerdere keren kan worden herhaald met het extra voordeel van pikken.
Dus als pikboren pikken cnc-machinisten deze keer een specifieke contour van een cnc-freesmachine.
Wat is Fanuc Sub-programmering lees Fanuc Subprogrammering
CNC-freescontourdiepboren
Het subprogramma is een eenvoudige mix van G-code-instructies.
Het hoofdprogramma O4000 roept subprogramma O4001 op om 10 keer te herhalen
M98 P104001
Subprogramma snijdt contour door elke keer een snedediepte van 2 mm te maken (in G91 incrementele programmering)
G1 G91 Z-2 (Incremental peck depth)
Daarna schakelt het subprogramma terug naar G90 Absolute Programming, dit maakt het programmeren van contouren eenvoudig.
Dus dit programma snijdt een specifieke contour van 20 mm diep door 10 steken van elk 2 mm te nemen.
Fanuc Subprogramma Herhaal Voorbeeld
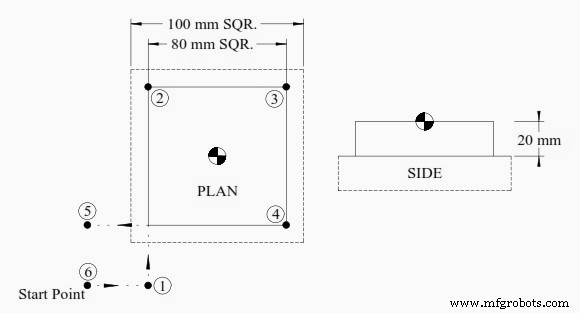
Contour pikken – Fanuc Mill Subprogramma Voorbeeld herhalen
O4000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-75 S? M3 (Start Point) G43 Z100 H1 Z5 G1 Z0 F? M98 P104001 (Call sub-program & repeat 10 times) G0 G90 Z100 M30
Subprogramma
Het onderstaande subprogramma voert een snede uit in G91 incrementele programmeermodus
schakelt vervolgens terug naar de G90 absolute programmeermodus voor de contourbewerking.
O4001 G1 G91 Z-2 (Incremental peck depth) G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant) Y40 (Move to position 2.) X40 (Move to position 3.) Y-40 (Move to position 4.) X-75 (Move to position 5 - Clear of material - cutter diameter) G40 Y-75 (Cancel compensation) M99
CNC machine
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- Fanuc CNC-programmavoorbeeld
- CNC draaibank programmeervoorbeeld
- Fanuc G21 Meten in millimeter met CNC-draaibank Programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- CNC-bewerkingscentrum programmeervoorbeeld
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- Fanuc Subprogramma Voorbeeld