


Sinumerik L93 insteekcyclusprogramma voorbeeld
CNC-programmeervoorbeeldcode die laat zien hoe Sinumerik L93 Recessing Cycle moet worden geprogrammeerd.
Sinumerik L93 inbouwcyclus
Sinumerik L93 insteekcyclus maakt bewerking van groef of uitsparing mogelijk.
Sinumerik insteekcyclus L93 maakt bewerking van
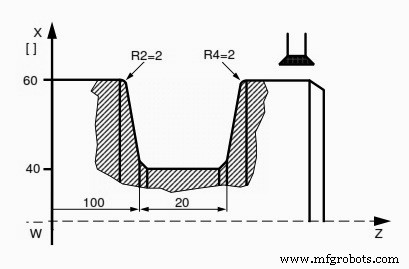
Sinumerik L93 Programmavoorbeeld insteekcyclus
Voorbeeld programma Sinumerik L93 insteekcyclus
%1 N05 G95 G0 X65 Z105 D03 T03 S500 M04 N10 G01 F0.2 N15 R10=0 R21=60 R22=100 R23=-1 N20 R24=1 R25=1 R26=5 R27=20 N25 R28=0 R29=10 R30=-2 R31=40 N30 R32=2 R33=-2 R34=2 R35=15 N35 L93 P1 N40 G0 X100 Z200 N45 M30
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Haas G71 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- Programmavoorbeeld L930 Freescirkelkamer Sinumerik 840C
- G84 Voorbeeld van een CNC-tapcyclus