


Wat is MIG-lassen en hoe MIG-lassen?
Wat is MIG-lassen?
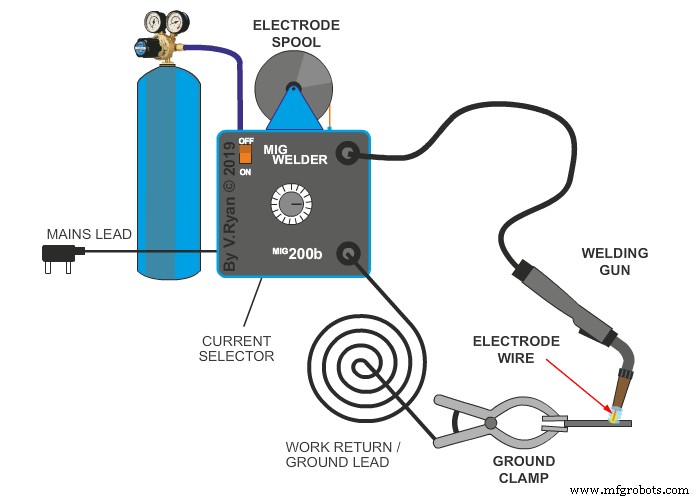
Metal Inert Gas (MIG)-lassen is een booglasproces waarbij gebruik wordt gemaakt van een continue massieve draadelektrode die wordt verwarmd en vanuit een laspistool in het smeltbad wordt gevoerd . De twee basismaterialen worden samengesmolten en vormen een verbinding. Het pistool voert een beschermgas aan langs de elektrode om het smeltbad te beschermen tegen verontreinigingen in de lucht.
Metal Inert Gas (MIG) is ook bekend als gasmetaalbooglassen (GMAW). Dit type lassen is in feite een booglasproces dat twee metalen verbindt. Dit wordt gedaan door de metalen te verhitten met behulp van een boog. Deze boog wordt gevormd tussen het te lassen oppervlak en een continu gevoede vulelektrode.
Bij dit type lassen wordt een beschermgas gebruikt om de gesmolten pool lasmetaal te beschermen tegen reactie met elementen die in de atmosfeer aanwezig zijn.
Metal Inert Gas (MIG) lassen werd in 1949 voor het eerst gepatenteerd in de VS voor het lassen van aluminium. De boog en het smeltbad gevormd met behulp van een blanke draadelektrode werden beschermd door heliumgas, dat op dat moment gemakkelijk beschikbaar was.
Vanaf ongeveer 1952 werd het proces populair in het VK voor het lassen van aluminium met argon als beschermgas en voor koolstofstaal met CO2. CO2 en argon-CO2 mengsels staan bekend als metal active gas (MAG) processen. MIG is een aantrekkelijk alternatief voor MMA, met hoge depositiesnelheden en hoge productiviteit.
Lees meer: Wat is booglassen? of Wat is lassen en zijn soorten?

Wat u nodig heeft voor Mig-lassen en de voorbereiding ervan
Zoals bij alle banen die risico's met zich meebrengen, moet u van veiligheid de eerste prioriteit maken.
- Geschikt gezichtsmasker.
- Beschermende handschoenen.
- Lassenademhalingsapparaat (als u in besloten ruimten of met beperkte ventilatie werkt).
- Rookafzuiger (indien gewenst).
- Lasjack of leren jack.
- Lasmouwen.
- Gesloten, slijtvaste werkschoenen.
Nu je het veiligheidsaspect hebt geregeld, gaan we eens kijken naar de apparatuur die je nodig hebt.
- MIG-lasser en toorts.
- Argon gasfles.
- Kooldioxide jerrycan.
- Voeding.
- Gasregelaar.
- Aardklem.
- Draadtoevoer.
Veiligheid voorop
Voordat u aan een lasproject begint, is het belangrijk om ervoor te zorgen dat u over de juiste beschermende kleding beschikt en dat mogelijke brandgevaren uit de lasruimte worden verwijderd.
Basisuitrusting voor lasveiligheid omvat leren schoenen of laarzen, broek met manchetten, een vlamvertragende jas met lange mouwen, leren handschoenen, een lashelm, veiligheidsbril en een hoofddoek of kalotje om de bovenkant van uw hoofd te beschermen tegen vonken en spatten.
Metaalvoorbereiding
In tegenstelling tot elektrodes met elektroden en gevulde elektroden, die grotere hoeveelheden speciale additieven bevatten, bestrijdt de massieve MIG-draad roest, vuil, olie of andere verontreinigingen niet goed. Gebruik een metalen borstel of slijper en maak het metaal schoon voordat u een boog raakt. Zorg ervoor dat uw werkklem ook is aangesloten op schoon metaal. Elke elektrische impedantie zal de prestaties van de draadaanvoer beïnvloeden.
Om sterke lassen op dikker metaal te garanderen, moet u de verbinding afschuinen om ervoor te zorgen dat de las volledig in het basismetaal doordringt. Dit is vooral belangrijk voor stootvoegen.
Apparatuurvoorbereiding
- Controleer uw kabels. Voordat u een boog slaat, moet u uw lasapparatuur controleren om er zeker van te zijn dat alle kabelverbindingen goed aansluiten en vrij zijn van rafels of andere schade.
- Selecteer de polariteit van de elektrode. MIG-lassen vereist een positieve DC-elektrode of omgekeerde polariteit. De polariteitsaansluitingen bevinden zich meestal aan de binnenkant van de machine.
- Gasstroom instellen. Zet het beschermgas aan en stel het debiet in op 20 tot 25 kubieke voet per uur. Als u een lekkage in uw gasslang vermoedt, breng dan een sopje aan en zoek naar luchtbellen. Als u een lek ontdekt, gooit u de slang weg en installeert u een nieuwe.
- Controleer de spanning. Te veel of te weinig spanning op de aandrijfrollen of de draadspoelnaaf kan leiden tot slechte draadaanvoerprestaties. Pas het aan volgens uw gebruikershandleiding.
- Inspecteer verbruiksartikelen. Verwijder overtollige spatten van contactbuizen, vervang versleten contactpunten en voeringen en gooi de draad weg als deze roestig lijkt.
Draadselectie
Er zijn twee veelvoorkomende soorten draad voor staal. Gebruik voor algemeen laswerk een AWS-classificatie ER70S-3. Gebruik ER70S-6 draad wanneer meer deoxidator nodig is om vuil of roestig staal te lassen. Wat de draaddiameter betreft, is de diameter van 0,030 inch een goede keuze voor het lassen van verschillende metaaldiktes in huis- en motorsporttoepassingen.
Gebruik bij het lassen van dunner materiaal een draad van 0,023 inch om de warmte-inbreng te verminderen. Gebruik voor het lassen van dikker materiaal met een hogere totale warmteclassificatie 0,035 "(of 0,045" draad als dit binnen de mogelijkheden van uw lasser ligt).
Gasselectie
- Een mengsel van 75 procent argon en 25 procent koolstofdioxide (ook bekend als 75/25 of C25) is het beste beschermgas voor algemeen gebruik voor koolstofstaal. Het zorgt voor de minste hoeveelheid spatten, het mooiste uiterlijk van de parels en moedigt de dunnere metalen niet aan om door te branden.
- 100 procent CO2 zorgt voor een diepere penetratie, maar verhoogt ook de spatten en de hiel zal ruwer zijn dan bij 75/25.
Spanning en stroomsterkte
De hoeveelheid spanning en stroom die nodig is om een las te lassen hangt af van vele variabelen, waaronder metaaldikte, metaaltype, verbindingsconfiguratie, laspositie, beschermgas en draaddiametersnelheid (onder andere).
Bekijk voor gedetailleerde informatie over de laspositie
Draad uitsteken
De uitsteking is de lengte van de niet-gesmolten elektrode die zich uitstrekt vanaf de punt van de contactbuis en is exclusief de booglengte. Houd in het algemeen een stok van 3/8 inch uit en kijk uit voor een sissend geluid van spek. Als de boog onregelmatig klinkt, kan het een boosdoener zijn dat uw overhang te lang is, wat een zeer veel voorkomende fout is.
Geweer duwen of trekken?
- De push- of forehandtechniek houdt in dat het pistool van (vóór) het lasbad wordt geduwd. Duwen geeft gewoonlijk een lagere penetratie en een bredere, plattere lasrups omdat de boogkracht weg van het lasbad wordt gericht.
- Bij de sleep- of backhandtechniek (ook wel de pull- of trailingtechniek genoemd) wordt het laspistool naar achteren gericht op de lasplas en weggesleept van het afgezette metaal. Slepen produceert doorgaans een diepere penetratie en een smallere hiel met meer opbouw.
Bij het MIG-lassen van zacht staal kunt u de duw- of trektechniek gebruiken, maar houd er rekening mee dat duwen meestal een beter zicht geeft en u in staat stelt de draad beter in de verbinding te richten.
Reishoek
Reishoek wordt gedefinieerd als de hoek ten opzichte van het pistool in een loodrechte positie. Normale lasomstandigheden in alle posities vragen om een bewegingshoek van 5 tot 15 graden. Bewegingshoeken van meer dan 20 tot 25 graden kunnen leiden tot meer spatten, minder penetratie en algemene booginstabiliteit.
Werkhoek
De werkhoek is de positie van het pistool ten opzichte van de hoek van de lasverbinding en varieert met elke laspositie en verbindingsconfiguratie.
Welk gas voor MIG-lassen?
MIG-lassen (Metal Inert Gas) is een lasproces waarbij een elektrische boog ontstaat tussen een verbruikbare draadelektrode en het werkstuk. Bij dit proces worden inerte gassen of gasmengsels als beschermgas gebruikt. Argon en helium worden doorgaans gebruikt voor het MIG-lassen van non-ferrometalen zoals aluminium.
Het juiste beschermgas kiezen :
Veel MIG-lastoepassingen lenen zich voor verschillende soorten beschermgas. U moet uw lasdoelen en uw lastoepassingen evalueren om de juiste te kiezen voor uw specifieke toepassing. Houd rekening met het volgende bij het maken van uw keuze:
- De kosten van het gas
- De afgewerkte laseigenschappen
- Voorbereiding en opruimen na het lassen
- Het basismateriaal
- Het lasoverdrachtsproces
- Uw productiviteitsdoelen.
De vier meest voorkomende beschermgassen die bij MIG-lassen worden gebruikt, zijn argon, helium, kooldioxide en zuurstof. Elk biedt unieke voor- en nadelen in een bepaalde toepassing.
1. Kooldioxide (CO2)
Het meest gebruikte reactieve gas bij MIG-lassen is kooldioxide (CO2). Het is de enige die in zijn pure vorm kan worden gebruikt zonder toevoeging van inert gas. CO2 is ook de meest kosteneffectieve van de gebruikelijke beschermgassen, waardoor het een aantrekkelijke keuze is wanneer de materiaalkosten de hoogste prioriteit hebben.
Pure CO2 zorgt voor een zeer diepe laspenetratie, wat handig is voor het lassen van dik materiaal. Het zorgt echter ook voor een minder stabiele boog en meer spatten dan bij vermenging met andere gassen. Het is ook beperkt tot het kortsluitingsproces.
2. Argon
Voor bedrijven die waarde hechten aan laskwaliteit, uiterlijk en verminderde reiniging na het lassen, kan een mengsel van 75 tot 95 procent argon en 5 tot 25 procent CO2 de beste optie zijn. Het biedt een meer wenselijke combinatie van boogstabiliteit, plascontrole en minder spatten dan pure CO2.
Dit mengsel maakt ook het gebruik van een spuitoverdrachtproces mogelijk dat hogere productiviteitspercentages en visueel aantrekkelijkere lassen kan produceren. Argon zorgt ook voor een strakker penetratieprofiel dat handig is voor hoeklassen. Bij het lassen van een non-ferrometaal - aluminium, magnesium of titanium - moet u 100 procent argon gebruiken.
3. Zuurstof
Zuurstof, ook een reactief gas, wordt doorgaans gebruikt in hoeveelheden van negen procent of minder om de vloeibaarheid, penetratie en boogstabiliteit van het smeltbad in zacht koolstof, laaggelegeerd en roestvrij staal te verbeteren. Het zorgt er echter voor dat de lasafzetting oxideert, daarom wordt het niet aanbevolen voor gebruik met aluminium, magnesium, koper of andere exotische metalen.
4. Helium
Net als puur argon wordt helium over het algemeen gebruikt voor non-ferro metalen, maar ook voor roestvrij staal. Omdat helium een breed, diep penetratieprofiel creëert, werkt het goed met dikke materialen en wordt het meestal gebruikt in verhoudingen tussen 25 en 75 procent helium tot 75 tot 25 procent argon. Door deze verhoudingen aan te passen, worden de penetratie, het hielprofiel en de rijsnelheid gewijzigd.
Helium creëert een "hetere" boog die hogere rijsnelheden en hogere productiviteit mogelijk maakt. Het is echter duurder en vereist een hoger debiet dan argon. U moet de waarde van de productiviteitsstijging berekenen ten opzichte van de hogere kosten van het gas. In roestvrij staal wordt helium meestal gebruikt in een driedelige formule van argon en CO2.
Hoe MIG-lassen?
Dit is een basisgids, geen definitieve instructie. We zullen u door de verschillende stadia van MIG-lassen van staal leiden om u een rudimentair begrip te geven van wat het proces inhoudt.
Voordat we bij de methode zelf komen, zijn er enkele huishoudelijke praktijken die we moeten doornemen. De setup is cruciaal als je de beste resultaten wilt.
1. De machine instellen
Neem de tijd om vertrouwd te raken met het lasapparaat. Het eerste dat u moet doen, is de koperkleurige draadspoel in de lasser controleren. Zorg ervoor dat deze is vastgezet met de spanmoer, maar vrij kan draaien terwijl de invoerrollen de draad door het laspistool trekken. Als je aluminium aan het lassen bent, moet de draad zilverkleurig zijn.
2. De gastanks
De gastank bevindt zich achter de MIG. Het is ofwel 100 procent argon of een mengsel van argon en koolstofdioxide. Open de hoofdkleppen op elke tank om te zien of ze vol zijn. De meters moeten tussen 0 en 2500 PSI aangeven. Stel de regelaar in op 15-25 PSI, afhankelijk van wat u aan het lassen bent.
3. Het laspistool
Zorg ervoor dat de geleidingsdraad in het laspistool zit en een beetje door de metalen punt steekt. De tips zijn opofferend en variëren afhankelijk van de dikte en het type metaal dat wordt gelast. Knijp in de trekker om er zeker van te zijn dat er geen problemen zijn en dat de draad erdoor gaat.
4. De grondklem
De aardklem is de kathode in het circuit en voltooit het circuit tussen het laspistool, de lasser en het werkstuk. Zorg ervoor dat het aan het project is bevestigd en dat de verbinding schoon is, zonder roest of vuil dat de werking hindert. Als je eenmaal tevreden bent dat alles klopt, is het tijd om te beginnen.
5. Bereid de las voor
U kunt het belang van het voorbereiden van de las niet onderschatten. Het verwijderen van vlekken en het wegslijpen van roestplekken zal allemaal helpen om de integriteit van uw las te vergroten.
6. Bereid het gebied voor
Gesmolten metaal kan een lange weg spuwen. Het is daarom belangrijk dat er zich geen brandbare materialen in het spuwpad van de lasser bevinden. Verwijder alle plastic, papier of doek die zouden kunnen smeulen en ontbranden.
Houd een kooldioxide-brandblusser bij de hand voor het geval er een storing optreedt. Gebruik nooit water om de vlammen te doven terwijl u in de buurt van een krachtige machine staat die pulseert met dodelijke elektriciteit. We weten allemaal dat water en elektriciteit een recept zijn voor rampen.
7. Trek je veiligheidsuitrusting aan
Zet het gezichtsmasker op uw hoofd, maar op dit moment is het niet nodig om het masker naar beneden te vouwen terwijl u het lasgebied voorbereidt. Trek lashandschoenen aan en zorg ervoor dat uw armen beschermd zijn met de lasmouwen. Draag bij het werken in een nauwe of slecht geventileerde ruimte een gasmasker om verstikkingsgevaar te voorkomen.
Las nooit gegalvaniseerd staal, omdat het zink tijdens het verzinken warm wordt en giftig gas vrijgeeft. Bij inademing veroorzaakt het griepachtige symptomen die enkele dagen kunnen aanhouden. Dit wordt soms een "metalen douche" genoemd. Hoewel de symptomen tijdelijk zijn, kunnen langdurige effecten op uw longen catastrofaal zijn.
Bekijk het artikel over Wat is galvaniseren?
8. Bevestig de grondklem
Dit kan op elk metalen oppervlak worden bevestigd om het elektrische circuit te voltooien. Het metalen project of de lastafel is voldoende.
9. Open de gasfles
Draai de stelmoer op de gasregelaar los en draai aan het wiel bovenop de bus om deze los te draaien. Zorg ervoor dat uw hand zich rond de rand van het stuur bevindt en er niet overheen voor het geval de druk toeneemt en het stuur loskomt.
Buig ook niet over de bus bij het openen van de klep. Ga tegenover hem staan en op armlengte afstand. U zult merken dat de PSI op de meter begint te stijgen. U kunt beginnen met lassen wanneer u meer dan 1.000 PSI bereikt. Nu is het tijd om de stelschroef op de regelaar vast te draaien totdat de PSI tussen 15-25 staat.
10. Zoek de lasinstelling
Veel MIG-lassers hebben lasinstellingen aan de onderkant van het deksel. Deze grafiek is een handige gids voor het bepalen van spanning en snelheid. Voor deze oefening gebruiken we een draaddikte van 0,035 inch en de gassamenstelling is 75 procent argon en 25 procent koolstofdioxide. De enige andere variabele die de instellingen bepaalt, is de dikte van het materiaal.
Bij veel MIG-lassers bevinden de lasinstellingen zich aan de onderkant van het deksel. Deze tabel is een praktische gids voor het bepalen van spanning en snelheid. Voor deze oefening gebruiken we draad van 0,035 inch en de gassamenstelling is 75 procent argon en 25 procent koolstofdioxide. De enige andere variabele die de instellingen bepaalt, is de dikte van het materiaal.
11. Zet de lasser aan
Steek de lasmachine in het stopcontact en schakel hem in. Zorg ervoor dat er geen voorwerpen of puin zijn die je voortgang belemmeren of je in gevaar brengen.
12. Stel de draadsnelheid en het voltage in
Gebruik dezelfde tabel uit stap 4 en stel de draadsnelheid en spanning in op de gewenste instellingen. In dit voorbeeld wordt ervan uitgegaan dat u 18 gauge metaal aan het lassen bent. Dus de draadsnelheid moet 16 zijn en de spanning 120.
Als de instellingen te hoog zijn, verschijnen er gaten in uw werkstuk als het door de las smelt. Als de instellingen te laag zijn, zal de las zich in bursts ophopen omdat er te veel draad wordt toegevoerd en gespoten om een zwakke las te creëren.
U weet wanneer de instellingen precies goed zijn als u soepel en gelijkmatig en vrij begint te lassen. Luister ook naar het sprankelende geluid, een beetje als een opgewonden bij. Dit zou u moeten vertellen dat de instellingen voor spanning en snelheid correct zijn.
Tip: Als je aluminium aan het lassen bent, zou je een laag gezoem moeten horen in plaats van vonken en ploffen.
13. Controleer de draad in de lastoorts
Er moet ongeveer 2,5 cm van de lasdraad uitsteken door de punt van de lastoorts. Als het te veel is, knip het dan op maat.
14. Las weg
Laat het gezichtsmasker zakken en begin met het lassen van het metaal. Je kunt zowel de push- als de pull-techniek gebruiken. Duwen zorgt voor plattere maar bredere lassen, terwijl trekken zorgt voor een strakkere en diepere laspenetratie.
Probeer de kralen in een zigzagpatroon of in concentrische cirkels te leggen die een golvend, wervelend patroon creëren. De hoek waarin u werkt, hangt ook af van het type verbinding dat u aan het lassen bent.
Verplaats de toorts naar beneden vanaf de bovenkant van de las. Zorg ervoor dat de kralen ongeveer een centimeter of twee lang zijn. Als je langer blijft, bestaat het risico dat het metaal opwarmt, wat kan kromtrekken en verzwakken. Las een plek, ga dan naar een andere, enzovoort. Je kunt dan eindigen door aan het einde van elke sectie deel te nemen.
Wanneer u het einde van het werkstuk bereikt, draait u de draadaanvoer naar de laagste stand.
15. Sluit de cilinderklep
Draai de klep van de gasfles met de hand totdat deze goed gesloten is.
16. Ontlucht de regelaar
Druk de trekker op het laspistool in, omdat hierdoor de regelaar wordt ontlucht. Kijk hoe de Cubic Feet Per Hour (CFH) naar het laagst mogelijke niveau zakt. De draad wordt nog steeds gevoed omdat de draadaanvoer hoger is dan nul.
U kunt ook de stelschroef op de regelaar losdraaien totdat deze los zit.
17. Zet de lasser uit
Schakel de lasser zowel bij de machine als de stroomtoevoer uit. Zet uw lashelm en veiligheidsuitrusting af, maar houd uw handschoenen aan. Raak het metaal niet aan, want het kan nog heet zijn, en de kunst is om het op natuurlijke wijze te laten afkoelen voor de beste las.
U kunt nu de aardklem verwijderen en eventuele draden netjes oprollen. Trek nu je handschoenen uit.
Tips voor MIG-lassen
Als u een van deze tips in de praktijk brengt, verbetert u waarschijnlijk de kwaliteit en duurzaamheid van uw las.
1. Schoon, schoon, schoon
Het belangrijkste falen van een MIG-las is de porositeit. De meest voorkomende oorzaak van porositeit is het lassen van een vuil, olieachtig, geverfd oppervlak. Al deze verontreinigingen komen vast te zitten in de las, wat resulteert in gaten die op een spons lijken.
"Te vaak bereiden boeren het metaal niet goed voor voordat ze gaan lassen", zegt John Leisner van Miller Electric. "Dit omvat het schuren of verwijderen van verf, roest, vuil en andere oppervlakteverontreinigingen, evenals het volledig wegschuren van scheuren die vaak verder gaan dan wat direct zichtbaar is."
2. Krijg een geweldige basis
Collier beschouwt dit als de meest voorkomende fout bij MIG-lassen. “Je lasser maakt het niet uit als je een slechte vloer hebt. Het blijft toch lasdraad wegpompen, of je pistool nu hapert of stottert”, legt hij uit.
Karl Hoes van Lincoln Electric zegt dat een lasboog stroom nodig heeft om soepel door een compleet circuit te stromen. De lasstroom zoekt de weg van de minste weerstand. Dus als er niet op wordt gelet dat het lasbed in de buurt van de boog wordt geplaatst, kan de stroom een ander pad vinden. Bevestig de klem stevig op het blanke metaal, zo dicht mogelijk bij de boog.
3. Houd je stok kort
Als algemene regel geldt dat de afstand die de draad uitsteekt vanaf het uiteinde van de contacttip van het pistool tussen 1/4 en 3∕8 inch moet zijn. "Deze eenvoudige tip kan het grootste effect hebben op uw MIG-lassen", zegt Jody Collier.
4. Gebruik beide handen
"Gebruik waar mogelijk beide handen", dringt Collier aan. “Laat de kromming van de pistoolhals in de ene hand rusten en houd het onderdeel met de trekker in de andere hand. Aarzel niet om uw prophand dicht bij de las te hebben. Koop een hittebestendige, zware lashandschoen als je die nodig hebt.”
5. Luister naar je lasser
Muziek in je oren hoort een constant gezoem te zijn tijdens het lassen. Een constant gesis kan erop wijzen dat uw spanningsinstelling te hoog is, merkt Leisner op. “Een hard, raspend geluid kan erop wijzen dat de spanning te laag is. Een knettergeluid als een machinegeweer dat afgaat, duidt op een te hoge stroomsterkte-instelling”, voegt hij eraan toe.
6. Houd de boog vooraan
"Voor een betere penetratie houdt u de boog aan de voorrand van het lasbad", zegt Collier.
De uitzondering op deze regel is het lassen van dun plaatwerk. Houd in dit geval de boog verder terug in de plas om doorbranden te voorkomen.
7. Pas aandrijfrollen, pistoolkabelvoering, contacttip aan de draadmaat aan
Verrassend genoeg wordt deze basisaanpassing vaak genegeerd. Als u draad met een diameter van 0,030 door rollen van 0,035 probeert te halen, zult u merken dat u voortdurend de invoersnelheid verandert en die instelling nooit goed krijgt, omdat de groeven op de rollen te groot zijn. Hetzelfde advies geldt voor de pistoolkabelvoering en de maat van de contacttip.
8. Duwen of trekken
De meest gebruikelijke methode is om het pistool in de richting van de las te duwen (de forehand-methode). Voorhandlassen produceert een ondiepe penetratie met een vlak, breed, glad oppervlak.
De tweede benadering komt wanneer je het pistool sleept (de backhand-methode). Dit levert een diepe penetratielas op die smal en hoog in het midden is.
Dus welke methode moet je gebruiken? Dat hangt af van de dikte van het metaal dat u aan het lassen bent en hoe diep u in de las moet doordringen.
9. Let op bij het uit positie lassen
Als u verticaal, horizontaal of boven het hoofd last, "houd het smeltbad klein voor de beste lasnaadcontrole en gebruik de kleinste draaddiameter die mogelijk is", zegt Leisner.
10. Vervang contacttips royaal
"Contacttips zijn goedkoop", zegt Collier. "Houd een pak in je gereedschapskist en vervang ze vaak." Versleten contacttips zijn meestal ovaal en leiden tot een grillige boog. Ook als een tip in het smeltbad komt, moet deze onmiddellijk worden vervangen. Voor de meeste gewone lassers is een goede vuistregel om te zorgen voor laswerk van hoge kwaliteit, de punt te vervangen na het verbruik van 100 pond draad.
11. Lees je kraal
Je kunt veel leren door naar je voltooide lasrups te kijken, zegt Leisner.
Een bolle of sliertige kraal geeft vaak aan dat uw instelling te koud is voor de dikte van de reparatie en dat er niet genoeg warmte wordt geproduceerd om door het basismetaal te dringen. Een concaaf gevormde kraal duidt op een probleem met de warmte-invoer.
Voordelen van MIG-lassen
- Hogere productiviteit: Veel lassers zullen profiteren van een hogere productiviteit omdat ze tijd besparen doordat ze niet constant staven hoeven te verwisselen of slakken hoeven weg te slijpen, en de las niet herhaaldelijk hoeven te borstelen. Ze kunnen sneller en schoner werken.
- Eenvoudig te leren: Een van de belangrijkste voordelen van MIG-lassen is de eenvoud. Lassers kunnen in een paar uur MIG-lassen leren, en sommige instructeurs beweren dat ze in twintig minuten een basistraining kunnen geven, waarbij het grootste deel van de tijd wordt besteed aan het reinigen van de las. TIG-lassen kost veel tijd om te leren, en de meeste lassers die aan thuisprojecten werken, zullen er geen tijd in willen steken. Een instructeur beschreef MIG-lassen als een “richt en schiet”-proces.
- Eenvoudige en goede lassen: MIG zorgt voor een beter zicht op het smeltbad. Voeg dit toe aan de eenvoud van het proces en de betere controle die wordt geboden door de automatische draadaanvoer, en MIG maakt het eenvoudig om een fantastisch uitziende las te produceren.
- Schoon en efficiënt: Aangezien MIG een beschermgas gebruikt om de boog te beschermen, is er zeer weinig verlies van legeringselementen wanneer het metaal over de boog wordt overgedragen. Er hoeft geen slak te worden verwijderd, wat typerend is voor het lassen van elektrodes, en er worden slechts kleine lasspatten geproduceerd. Na een korte schoonmaakbeurt kunnen MIG-lassers in een fractie van de tijd weer aan het werk dankzij de minimale schoonmaak die nodig is.
- Veelzijdig: MIG-lassen is extreem veelzijdig en kan een breed scala aan metalen en legeringen lassen, terwijl het op verschillende manieren werkt, zoals semi- en volledig automatisch. Hoewel MIG-lassen nuttig is voor veel lasprojecten thuis, wordt het ook door een groot aantal industrieën gebruikt. MIG wordt gebruikt voor de volgende metalen:aluminium, koper, roestvrij staal, zacht staal, magnesium, nikkel en veel van hun legeringen, evenals ijzer en de meeste van zijn legeringen.
- Hogere lassnelheid: De continu gevoede draad houdt beide handen vrij voor MIG-lassen, wat de lassnelheid, de kwaliteit van de las en de algehele controle verbetert.
Nadelen van MIG-lassen
- Kosten: Lassers zullen meteen merken dat MIG-lasapparatuur complexer en duurder is, terwijl ze ook ten koste gaan van de draagbaarheid. Bovendien kunnen beschermgas, elektroden en vervangende tips en mondstukken voor MIG-lassen oplopen.
- Beperkte posities: De vloeibaarheid van het lasbad en de hoge warmte-inbreng van een MIG-lasser sluiten het uit voor verticaal of boven het hoofd lassen. Hoewel sommige lassers er nooit aan zouden denken om in een van deze posities te lassen, moet u deze factor in overweging nemen bij de beslissing om al dan niet een MIG-lasser aan te schaffen om er zeker van te zijn dat deze alle geplande taken kan uitvoeren.
- Niet geschikt voor buitenlassen: Behalve dat ze niet draagbaar zijn, zijn MIG-lassers ook ongeschikt om buiten te werken, omdat ze een beschermgas gebruiken om de zuiverheid van de las te beschermen. Wind zal grote schade aanrichten aan het beschermgas en de kwaliteit van de las beïnvloeden. Een MIG-lasser kan ook niet naar een veld worden gesleept om een tractor te repareren, maar werkt prima in de garage voor autowerkzaamheden.
- Snelle afkoelsnelheden: Het gelaste metaal zal sneller afkoelen omdat het niet bedekt is met slakken wanneer de las voltooid is.
- Niet geschikt voor dikke metalen: Hoewel MIG-lassen geschikt is voor dunne metalen, levert het geen goede penetratie op voor dikker staal dat een stevige las vereist.
- Beschermgas: Het kan even duren voordat de fles beschermgas is vervangen en kan tijdens het lassen in de weg zitten.
- Voorbereidingstijd metaal: Voor het lassen met een MIG-lasapparaat moet het materiaal vrij zijn van roest of vuil om een goede las te krijgen en voor de veiligheid.
Waar wordt MIG-lassen voor gebruikt?
MIG/MAG-lassen is een veelzijdige techniek die geschikt is voor zowel dunne plaat- als dikke profielcomponenten. Er wordt een boog geslagen tussen het uiteinde van een draadelektrode en het werkstuk, waardoor beide smelten om een lasbad te vormen. De draad dient zowel als warmtebron (via de boog aan de draadpunt) als als vulmetaal voor de lasverbinding.
Lassen met inert gas van metaal wordt over het algemeen gebruikt voor grote en dikke materialen. Er wordt een verbruiksdraad gebruikt die zowel als elektrode als als vulmateriaal dient.
In vergelijking met TIG-lassen is het veel sneller, wat resulteert in kortere doorlooptijden en lagere productiekosten. Bovendien is het gemakkelijker te leren en worden lassen gemaakt die weinig tot geen reiniging en afwerking vereisen. De lassen zijn echter niet zo nauwkeurig, strak of schoon als de TIG-lasprocessen.
Veelgestelde vragen .
Wat is MIG-lassen?
Metal Inert Gas (MIG)-lassen is een booglasproces waarbij gebruik wordt gemaakt van een continue massieve draadelektrode die wordt verwarmd en vanuit een laspistool in het smeltbad wordt gevoerd. Het pistool voert een beschermgas aan langs de elektrode om het smeltbad te beschermen tegen verontreinigingen in de lucht.
Waar wordt MIG-lassen voor gebruikt?
MIG/MAG-lassen is een veelzijdige techniek die geschikt is voor zowel dunne plaat- als dikke profielcomponenten. Er wordt een boog geslagen tussen het uiteinde van een draadelektrode en het werkstuk, waardoor beide smelten om een lasbad te vormen. De draad dient zowel als warmtebron (via de boog aan de draadpunt) als als vulmetaal voor de lasverbinding.
Wat zijn de tips voor MIG-lassen?
Als u een van deze tips in de praktijk brengt, verbetert u waarschijnlijk de kwaliteit en duurzaamheid van uw las.
- Schoon, schoon, schoon.
- Krijg een goede basis.
- Houd je stick kort.
- Gebruik beide handen.
- Luister naar je lasser.
- Houd de boog vooraan.
- Aandrijfrollen, pistoolkabelvoering, contacttip afstemmen op de draadmaat
- Duwen of trekken.
Hoe MIG-lassen?
MIG-lassen is een booglasproces waarbij een continue massieve draadelektrode door een laspistool en in het smeltbad wordt gevoerd, waarbij de twee basismaterialen met elkaar worden verbonden. Beschermgas wordt ook door het laspistool gestuurd en beschermt het smeltbad tegen verontreiniging. In feite staat MIG voor metaal inert gas.
Welk gas voor MIG-lassen?
MIG-lassen (Metal Inert Gas) is een lasproces waarbij een elektrische boog ontstaat tussen een verbruikbare draadelektrode en het werkstuk. Bij dit proces worden inerte gassen of gasmengsels als beschermgas gebruikt. Argon en helium worden doorgaans gebruikt voor het MIG-lassen van non-ferrometalen zoals aluminium.
Waar wordt MIG-lassen voor gebruikt?
MIG- d.w.z. lassen met inert gas van metaal wordt over het algemeen gebruikt voor grote en dikke materialen. Het maakt gebruik van een verbruikbare draad die zowel als elektrode als als vulmateriaal fungeert. Vergeleken met TIG-lassen is het veel sneller, wat resulteert in kortere doorlooptijden en lagere productiekosten.
Wat is het verschil tussen MIG- en TIG-lassen?
Het verschil tussen de twee is de manier waarop de boog wordt gebruikt. MIG-lassen (metaal inert gas) maakt gebruik van een voedingsdraad die constant door het pistool beweegt om de vonk te creëren en vervolgens smelt om de las te vormen. TIG-lassen (tungsten inert gas) maakt gebruik van lange staven om twee metalen direct samen te smelten.
Wat is beter boog- of MIG-lassen?
Sommigen beweren dat staaflassen sterker is dan MIG-lassen, omdat het een betere penetratie biedt voor dikkere materialen. MIG-lassen kan echter goede lassen opleveren, hoewel het niet zo effectief is op dikkere metalen, en is beter voor het verbinden van dunnere metalen met een goede afwerking en minder risico op doorbranden.
Is MIG-lassen gemakkelijk?
MIG-lassen is het geweldige proces waarbij elektriciteit wordt gebruikt om stukken metaal te smelten en samen te voegen. MIG-lassen wordt soms het "hete lijmpistool" van de laswereld genoemd en wordt algemeen beschouwd als een van de gemakkelijkste types van lassen om te leren.
Wat is sterker MIG of TIG?
TIG-lassen produceert schonere en preciezere lassen dan MIG-lassen of andere booglasmethoden, waardoor het de sterkste is. That said, different welding jobs may require different methods, while TIG is generally stronger and higher in quality, you should use MIG or another method if the job calls for it.
What are the disadvantages of MIG welding?
M.I.G. and M.A.G.S. Disadvantages
- Higher initial setup cost.
- Atmosphere surrounding the welding process has to be stable (hence the shielding gasses), therefore this process is limited to draught free conditions.
- Higher maintenance costs due to extra electronic components.
Should I learn TIG or MIG welding?
MIG is the faster method of welding, making it ideal for projects requiring higher production rates. Project size:The size of your project could determine which form of welding to choose. TIG welds are better for thinner metals and smaller projects because they produce precise and clean welds.
Can you weld stainless with a MIG?
Stainless steel can be welded with shielded metal arc welding (MIG), gas tungsten arc welding (TIG), and stick welding, and each of these processes will yield a slightly different result.
What is the easiest welder to use?
MIG welding is generally the easiest type of welding for a beginner to learn. MIG welders use a feed wire that runs through the machine at a preselected speed. This makes the process relatively fast and produces consistent welds.
Which is cheaper MIG or stick?
MIG. While stick welders are less expensive and more familiar for most farmers, stick welding does have its shortcomings in the modern shop. Stick welding thin materials may be difficult or impossible.
What type of welder should a beginner use?
MIG welders are among the best type for beginners, as they’re designed with a wire welding electrode on a spool that is fed at a pre-selected speed through a welding gun. As a semi-automatic or automatic process, gas metal arc welding (GMAW or MIG), is the easiest to learn.
Can I teach myself to MIG weld?
Anyone can learn MIG welding online, from your own home in a matter of hours. I’m being real with you here. All it really takes is investing a little money in a decent wire feed welder or a MIG welder and you’ll be completely on your way.
Can you teach yourself to weld?
Most people can learn the fundamentals of welding on their own to make basic fabrications and do common repair work by researching content from reliable sources and a lot of practice. However, if you have professional intentions, you cannot reach a high skill level fast enough without the guidance of experts.
Can MIG weld Aluminum?
It is possible, but it can be really hard and incredibly frustrating. Aluminum is a softer metal than steel and stainless, so trying to feed it through a torch lead becomes much more difficult because it bends easier. There are a few ways to combat this with your MIG torch.
What is the hardest metal to weld?
Aluminum is a metal that is very hard to weld due to its melting point, the conductivity of heat, and ductility.
Do you need gas for MIG welding?
“MIG,” short for metal inert gas, actually tells a lot about this method of welding. It actually requires gas for shielding:the gas involved in the welding process prevents the molten welding pool from interacting with the surrounding gases in the air.
Read Our Related Article
- What are Welding and Its types, process and position?
- What is Arc Welding?
- What is Welding Joint and its types?
- What is Spot Welding?
Productieproces
- 9 Veelvoorkomende lasproblemen en hoe u ze kunt oplossen
- Wat is MIG-lassen en hoe MIG-lassen?
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is gaslassen? - Onderdelen, proces en toepassing?
- Wat is lasrook? - Gevaren en hoe deze te verminderen?
- Hoe titanium te lassen:proces en technieken
- Wat is lasparel en hun typen?
- Wat is staaflassen? - Apparatuur en hoe het te doen?
- Wat is lasporositeit en hoe kan dit worden voorkomen?
- Wat is lasspatten en hoe kan het worden verminderd?
- Wat is een lasnaad?