


Hoe de stuiterende snijder, de treffer en oversnijden bij CNC-bewerking te regelen?
1. Stuiteren
Stuiterende snijder verwijst naar de relatief grote trilling van het gereedschap als gevolg van overmatige kracht. Het gevaar dat wordt veroorzaakt door een stuiterende frees is dat het werkstuk te veel wordt doorgesneden en dat het gereedschap beschadigd raakt. Wanneer de gereedschapsdiameter klein is en de gereedschapsas te lang is of de kracht te groot is, zal het fenomeen van stuiterende snijder optreden. Als een redelijk gereedschap en verwerkingsmethode worden gebruikt, kan de kans op stuiterende snijplotter worden verminderd.
Er zijn 3 hoofdfactoren die de vervorming van het gereedschap beïnvloeden:
1) Lengte van snijgereedschap
2) Gereedschapsdiameter
3) De kracht van het gereedschap
1. Lengte van snijgereedschap
Voor een gereedschap met dezelfde diameter, wanneer de lengte van het gereedschap wordt verdubbeld, zal de vervorming met 3 keer toenemen. Verkort bij het bewerken de lengte van het gereedschap zo veel mogelijk om het risico op stuiterende frees te verminderen.
2. Gereedschapsdiameter
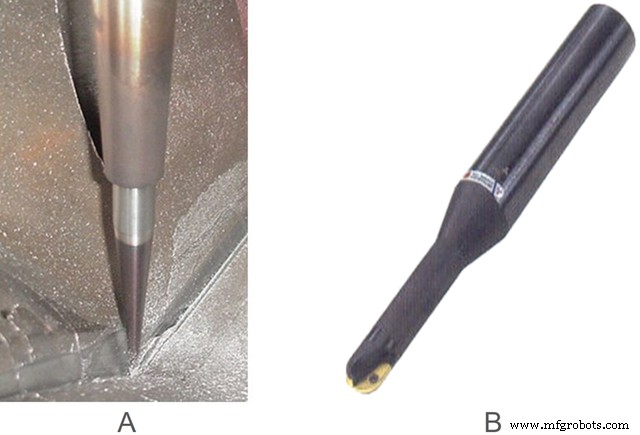
Voor een gereedschap van dezelfde lengte, wanneer de gereedschapsdiameter met één keer wordt verminderd, zal de vervorming met 4 keer toenemen. Kies bij het bewerken indien mogelijk voor gereedschap met een grote diameter of gebruik zo veel mogelijk versterkt gereedschap voor het bewerken om het risico op afbrekende gereedschappen te verminderen. (Zoals weergegeven in de onderstaande afbeelding:A gebruikt hete draad en taps toelopende nekmessen, en B gebruikt een gereedschap met een sterke handgreep voor verwerking)
3. De kracht van het gereedschap
De vervorming van het gereedschap is recht evenredig met de kracht die het ontvangt tijdens het bewerken. Het verminderen van de kracht die door het gereedschap wordt ontvangen, kan de kans verkleinen dat het mes breekt. Om de kracht op het gereedschap te verminderen, is het noodzakelijk om het contactoppervlak tussen het gereedschap en het werkstuk te verkleinen.
Voorbeeld van krachtvermindering
Bij het bewerken van diepere posities kan een kleinere voeding en een fijne R-hoekfrees worden gebruikt om de kracht op de frees tijdens de bewerking te verminderen, waardoor het risico op het breken van het mes wordt verminderd.
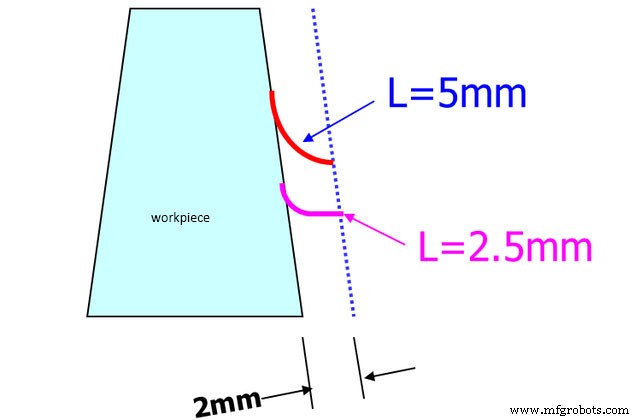
De volgende afbeelding toont de vergelijking van de contactpositie met het matrijsmateriaal wanneer het D50R6-gereedschap en het D50R0.8-gereedschap op dezelfde diepte worden verwerkt. Het is duidelijk dat het gebruik van een fijn gereedschap met een R-hoek om een diep werkstuk te bewerken de snijkracht meer kan verminderen dan een groot gereedschap met een R-hoek.
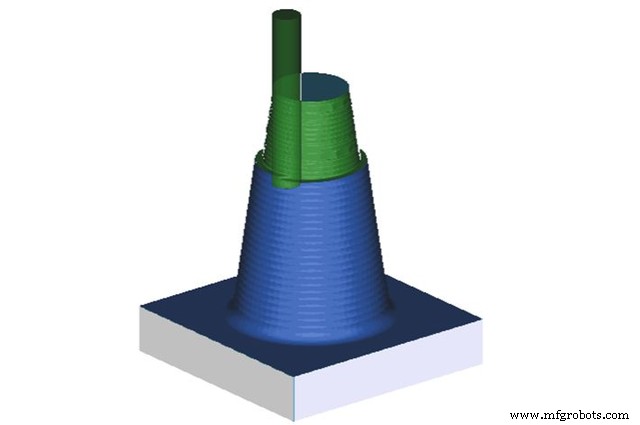
Verminder de hoeveelheid snijgereedschap (dat wil zeggen, de totale diepte van elk gereedschap). Wanneer de bewerkingsdiepte groter is dan 120 mm, moet het gereedschap twee keer worden geïnstalleerd, dat wil zeggen, installeer eerst een korte gereedschapshouder om te verwerken tot een diepte van 100 mm en installeer vervolgens een verlengde gereedschapshouder om een onderdeel van minder dan 100 mm te verwerken en stel een kleine hoeveelheid snijder.
2. Raken
Het raken van de snijder betekent dat de snijhoeveelheid van het gereedschap te groot is. Naast de snijkant raakt de gereedschapsbalk ook het werkstuk. De belangrijkste redenen voor de gereedschapsbotsing zijn de onredelijke veiligheidshoogte-instelling of de veiligheidshoogte helemaal niet ingesteld, de onjuiste verwerkingsmethode die is geselecteerd, het onjuiste gebruik van het gereedschap en de marge-instelling voor de tweede voorbewerking is kleiner dan de marge voor de eerste voorbewerkingsinstelling, enz.
1 ) Te veel snijhoeveelheid
Oplossing:
Verminder de snijhoeveelheid. Hoe kleiner de diameter van het gereedschap, hoe kleiner de snijhoeveelheid die moet worden gegeten. Onder normale omstandigheden is de snijhoeveelheid voor elke ruwe opening van de mal niet meer dan 0,5 mm en is de snijhoeveelheid voor semi-nabewerken en afwerken kleiner.
2 ) Een onjuiste verwerkingsmethode kiezen
Wijzig de modus voor contourfrezen in de modus voor holtefrezen. Als de bewerkingstoegift groter is dan de gereedschapsdiameter, kan de contourfreesmethode niet worden geselecteerd.
3 ) Onjuiste veiligheidshoogte-instelling, de klem raken tijdens het optillen van het gereedschap
Oplossing:
- De veiligheidshoogte moet groter zijn dan de klemhoogte.
- In de meeste gevallen is het niet mogelijk om de "directe" gereedschapsvooruit- en terugtrekkingsmodus te selecteren, behalve voor speciale werkstukken.
4 ) Onjuiste instelling van secundaire voorbewerkingsmarge
De marge voor de tweede voorbewerking moet over het algemeen 0,05 mm groter zijn dan de marge voor de eerste voorbewerking. Als de marge van de eerste voorbewerking 0,3 mm is, moet de marge van de tweede voorbewerking 0,35 mm zijn. Anders raakt de werkbalk gemakkelijk de bovenste zijwand.
Naast de bovengenoemde redenen, kan het raken van de snijder voorkomen bij het repareren van schaarwegen, dus probeer geen schaarwegen te repareren. Het meest directe gevolg van een gereedschapsbotsing is om het gereedschap en het werkstuk te beschadigen, en zelfs ernstiger kan de spil van de machine beschadigen.
3. O vercut ting
Oversnijden betekent dat het gereedschap ook de delen snijdt die niet kunnen worden gesneden, waardoor het werkstuk wordt beschadigd. Er zijn veel redenen voor het te veel snijden van het werkstuk, voornamelijk met inbegrip van de lage precisie van de werktuigmachine, het raken van de snijder, de stuiterende snijder, onjuist gereedschap, enz. Bovendien, als de operator niet nauwkeurig is in het instellen van de snijder, kan dit veroorzaken ook overcutting.
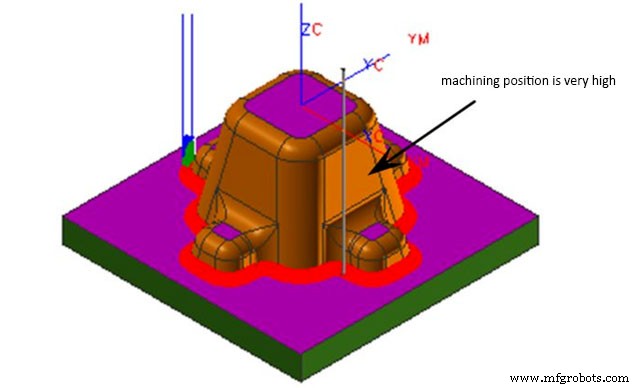
De situatie die in de onderstaande afbeelding wordt weergegeven, is een oversnijding die wordt veroorzaakt door een onjuiste instelling van de veiligheidshoogte.
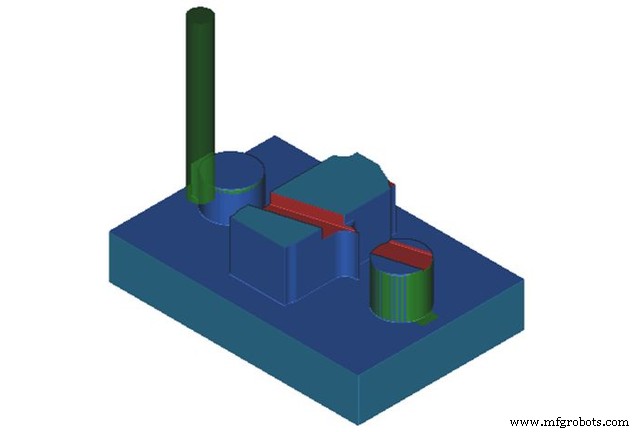
Bij het programmeren moet je voorzichtig en nauwgezet zijn. Na het voltooien van het programma moet u het gereedschapspad in detail controleren om oversnijden te voorkomen, anders zal de mal worden afgebroken of de machine worden beschadigd.
Als professionele fabrikant van CNC-bewerkingen is SANS Machining al meer dan 10 jaar gespecialiseerd in machinaal bewerkte onderdelen in kleine hoeveelheden, we kunnen frees-, draai-, slijp- en EDM-service bieden. Alle onderdelen worden geproduceerd als uw tekeningen, geen MOQ.
Productieproces
- Onderdelen ontwerpen voor CNC-bewerking?
- Hoe hoekradius CNC-bewerking beïnvloedt
- Hoe AI en machine learning van invloed zijn op CNC-bewerkingen
- Hoe kies je de juiste frees en programmering voor CNC?
- CNC-bewerkingstips en -trucs
- Hoe u chatter en trillingen kunt verminderen bij CNC-bewerking?
- Hoe CNC-bewerking voordelen biedt voor bedrijven en de bedrijfsresultaten verbetert
- Veelvoorkomende CNC-bewerkingsfouten en beheersmaatregelen identificeren
- Wat is gereedschapsafbuiging bij CNC-bewerking en hoe deze te verminderen?
- De geschiedenis van CNC-bewerkingscentrum:waarom en hoe is het ontwikkeld?
- Wat is een CNC-gereedschaps- en snijmolen?