


Hoe u chatter en trillingen kunt verminderen bij CNC-bewerking?
Chatter is een probleem waar elke CNC-machinebediener van tijd tot tijd mee te maken krijgt. Het bewerken van trillingen is een veelvoorkomend probleem bij CNC-productie. Frezen, draaien of boren zullen er allemaal voor zorgen dat onderdelen deze marteling ondergaan. Het beïnvloedt de kwaliteit en efficiëntie van de verwerking, zal de afwerking van de onderdelen verminderen en zal de vingerfrees beschadigen en aanzienlijk verkorten. Hoe u het gebabbel bij CNC-bewerking kunt verminderen, is de belangrijkste inhoud die we hierna zullen bespreken.
 Wat is het bewerken van Chatter?
Wat is het bewerken van Chatter?
Bewerkingstrillingen, ook wel chatter genoemd, verwijst naar het fenomeen van ongewenste trillingen die worden gegenereerd tijdens snijbewerkingen in bewerkingsprocessen zoals CNC-frezen, draaien en boren, die fluctuaties op het oppervlak van de bewerkte onderdelen veroorzaken. Dit gebeurt wanneer het werkstuk en het snijgereedschap met verschillende frequenties trillen en het kan worden geactiveerd door veel procesomstandigheden:gereedschapshouders, snijgereedschappen, onderdeelbevestigingen en machineomstandigheden.
Deze trillingen kunnen niet-resonerend zijn, bijvoorbeeld bij gebruik van ongelijkmatig versleten gereedschap. Niet-resonerende trillingen zijn meestal constant gedurende de hele bewerkingscyclus en hebben meestal mechanische oorzaken die gemakkelijk te diagnosticeren zijn.
Wanneer u gereedschappen, werkstukopspanning, bewerkingsstrategieën en machine-instellingen op de juiste manier combineert om trillingen te produceren die gelijk zijn aan of dicht bij de natuurlijke frequentie van de machine, zult u trillingen vinden die worden veroorzaakt door resonantie. Dit type chatter kan alleen voorkomen op bepaalde punten in het gereedschapspad, zoals bij concave hoeken.
Soorten chatter in Machining Tool Chatter en Workpiece Chatter
Er zijn twee soorten chatter waarmee u rekening moet houden:chatter van gereedschap en chatter van werkstukken. Met Tool Chatter beginnen uw machine en gereedschappen te trillen, wat vervolgens wordt doorgegeven aan het werkstuk.
Bij werkstukgebabbel gaat de werkstukwand trillen. Dit laatste komt meestal alleen voor bij dunne muren, maar kan meer of meer problemen veroorzaken dan Tool Chatter. In dit artikel zullen we ons concentreren op "gebabbel van gereedschap", maar u kunt dezelfde technieken proberen te gebruiken om "gebabbel op het werkstuk" te verminderen.
Waarom is het nodig om chatter te verminderen?
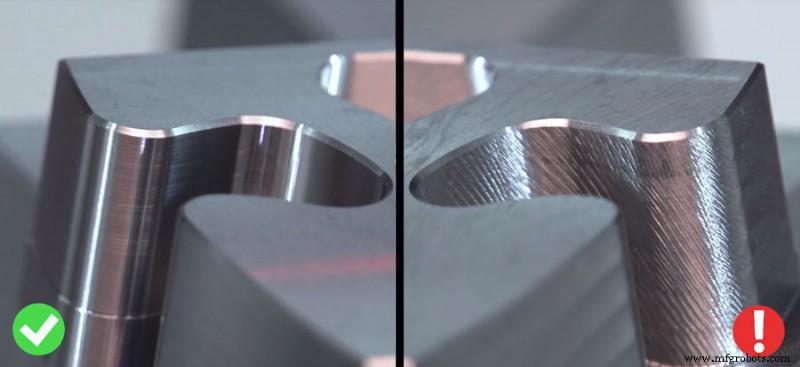
Chatter tijdens het bewerken kan een ondermaatse oppervlakteafwerking veroorzaken en de standtijd van het gereedschap verkorten. Trillingsmarkeringen zijn zichtbaar op het bewerkte oppervlak, meestal met golvende patronen of regelmatige markeringen. Constante trillingen kunnen ongelijkmatige slijtage van het gereedschap en zelfs schade veroorzaken.
De trillingen van CNC-bewerkingsmachines zijn meestal hoorbaar. Een ervaren monteur kan met zijn unieke stem herkennen wanneer er wordt gebabbeld.

Gewoonlijk wordt 100 m gebruikt als criterium om te beoordelen of de beving geschikt is. Als de trillingsamplitude van het snijden groter is dan 100 m, kan het gereedschap of het werkstuk losraken en kan het frezen niet worden voortgezet. Wanneer de trilling minder is dan 100 m, hoewel machinale bewerking kan worden uitgevoerd, zullen er duidelijke trillingskrassen op het oppervlak van het onderdeel zijn, wat niet is toegestaan op het oppervlak van het eindproduct. Daarom moeten bewerkingstrillingen binnen een redelijk bereik worden beperkt.
Hoe kan ik chatter verminderen bij CNC-bewerkingen?
1. Bepaal het juiste gereedschapspad
Dit is een zeer belangrijke stap bij het snijden. Volgens de instructies kan het frezen worden onderverdeeld in neerwaarts frezen en opwaarts frezen. Als de richting van de freeskracht overeenkomt met de klemrichting van het werkstuk, kan de trilling van het gebogen onderdeel worden geëlimineerd. Een CNC-freesmachine uitgerust met een kogel of een kogelomloopspindel en een verticaal bewerkingscentrum zijn zeer nuttig bij het elimineren van trillingen tijdens het CNC-frezen.
Bij gebruik van conventionele gereedschapsbanen op een CNC-freesmachine, zal de mate van aangrijping van de gereedschappen variëren. Dit kan ertoe leiden dat er op bepaalde punten in het gereedschapspad overmatige kracht op de frees wordt uitgeoefend, wat klapperen kan veroorzaken. Het gebruik van een constant ingrijpend gereedschapspad of het verminderen van de snedediepte kan deze situatie helpen verlichten.
2. Goed knippen
Wanneer een CNC-freesmachine een lange en dunne vingerfrees gebruikt om een diepe holte te frezen, gebruikt deze meestal plungefrezen, waarbij de frees axiaal wordt aangedreven als een boor. Bij het frezen van diepe holtes is de overhang van de lange staaf meestal meer dan 3 keer de diameter van de gereedschapsstaaf. Alleen wanneer de snijtrilling niet ernstig is, kan de aanpassing van de snijparameters effectief zijn. Conventionele aanpassingsmethoden:verlaag de snelheid van het gereedschap of werkstuk, verminder de snedediepte en verhoog de hoeveelheid snede per omwenteling. Bovendien worden bladen met grote voorwaartse en achterwaartse hoeken gebruikt met lichte spaanbrekers. De snijwighoek van de wisselplaat is de kleinste bij frezen.

3. Kies de juiste Snijder Hulpprogramma ing
Snijgereedschappen kunnen chatter sterk beïnvloeden. Overwegingen zijn onder meer de juiste ondergrond, geometrie, coating en aspectverhouding. Programmeurs hebben meestal de neiging om het grootste gereedschap te gebruiken dat kan worden ondergebracht, maar dit is misschien niet de ideale gereedschapsmaat. Lange, dunne gereedschappen hebben meer kans om te trillen (en doorbuigen) dan korte, dikke gereedschappen. Kies daarom het gereedschap met de grootste diameter. Minimaliseer het aantal gereedschappen dat uit de gereedschapshouder steekt en zorg ervoor dat ze stevig vastzitten met een stevige rondloopnauwkeurigheid. Het combineren van meerdere gereedschappen met variabele groefvormen is een effectieve manier om trillingen te verminderen.
Bovendien zal het gebruik van scherpe messen de snijkracht van de CNC-freesmachine verminderen, en tijdig onderhoud van de stabiliteit van het gereedschap en de verwerkingsomgeving is een verwerkingsconditie die niet kan worden genegeerd.
Het is ook belangrijk om continu de juiste gereedschapsdruk of spaanbelasting toe te passen. Op CNC-freesmachines kunnen overmatige spaangroeven klapperen veroorzaken. Er kunnen minder spaangroeven en frezen met variabele spoed worden gebruikt om resonantietrillingen veroorzaakt door spaanbelasting te verminderen.
4. De juiste gereedschapshouder:
Gewone gereedschapshouders (zijvergrendeling, dubbelhoekboorkop en standaard ER-spankop) kunnen niet de precisie of stijfheid bieden die vereist is voor hoogwaardige bewerking. Een betere keuze is een gereedschapshouder die eindvlak en taps contact combineert om hoge precisie en hoge stijfheid te bieden. Dit type houder grijpt aan op het nauwkeurig geslepen oppervlak van de spil terwijl het in contact is met de conus, wat de vereiste extra stijfheid biedt en ook bijdraagt aan de demping. De balans van alle gereedschappen moet worden geëvalueerd en de oppervlaktekwaliteit kan zelfs bij een lager toerental worden verbeterd.
5. Het juiste werk holding :
Als het onderdeel niet goed is vastgezet, kan het onderdeel zelf trillen en trillingen veroorzaken. Controleer of de spankop, bankschroef, vacuümtafel of andere werkstukhouder voldoende druk uitoefent op het werkstuk. Probeer een werkstuk van de juiste maat te gebruiken om de klemdruk zo gelijkmatig mogelijk op het onderdeel uit te oefenen.
Vermijd het klemmen van slechts één uiteinde van een lang dun materiaal. Als dit een probleem kan zijn, overweeg dan om een grotere werkstukbevestiging of een andere bevestiging op de frees te gebruiken. Overweeg het gebruik van een losse kop of een stabiel rustframe op de draaibank.
Bij gebruik van dunwandige onderdelen kan de trilling van de schokabsorberende onderdelen bijzonder uitdagend zijn. Een manier om dit soort chatterproblemen op te lossen, is door vulmaterialen te gebruiken om de stijfheid van het onderdeel te vergroten.
6. Machine-instelling en -onderhoud:
De CNC-machine moet op een stevige betonnen vloer worden geplaatst zonder naden, scheuren of andere onderbrekingen. Losse, zachte, elastische of beschadigde vloeren verergeren de trillingen van CNC-machines. Correct geïnstalleerde ankers of correct afgestelde voeten zijn ook basisvereisten om jitter te verminderen.
Als u een goede oppervlaktekwaliteit en nauwe toleranties op slecht onderhouden machines wilt behouden, moet u andere mechanische problemen oplossen dan de hier genoemde. Laat de apparatuur regelmatig onderhouden om optimale prestaties te garanderen.
Productieproces
- Gereedschapsafbuiging bij CNC-bewerking
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Hoe u kosten kunt besparen op CNC-bewerkingsprojecten?
- Onderdelen ontwerpen voor CNC-bewerking?
- Hoe hoekradius CNC-bewerking beïnvloedt
- Hoe maak je nauwe toleranties cnc-bewerkingsonderdelen?
- Hoe u gereedschapsfalen kunt verminderen met CNC-gereedschapsbreukdetectie?
- Hoe u de CNC-bewerkingskosten kunt verlagen?
- Hoe kan ik de CNC-bewerkingskosten verlagen? – Handleiding voor beginners
- Hoe de kosten van CNC-bewerkingsonderdelen te verlagen?
- Wat is gereedschapsafbuiging bij CNC-bewerking en hoe deze te verminderen?