


Hoe de kosten van CNC-bewerkingsonderdelen te verlagen?
CNC-bewerking is een gevestigd digitaal fabricageproces dat rechtstreeks uit CAD-bestanden uiterst nauwkeurige onderdelen met uitstekende fysieke eigenschappen kan produceren.
De verwerkingskosten van CNC-bewerkingsmachines kunnen sterk variëren, afhankelijk van het doel dat u gebruikt. Of u nu een enkel prototype maakt of zich voorbereidt op massaproductie, het is noodzakelijk om het totale budget van het project te controleren voordat u een bestelling plaatst.
De berekening van CNC-bewerkingskosten lijkt erg ingewikkeld. We moeten met veel factoren rekening houden, in vergelijking met andere productiemethoden is de uiteindelijke kostenbeoordeling moeilijker.
Daarom analyseren we eerst welke factoren de CNC-bewerkingsprocessen beïnvloeden. Geef vervolgens enkele haalbare richtlijnen voor deze factoren, waarvan is bewezen dat ze de kosten van CNC-bewerkingsonderdelen verlagen. Door vroeg in de ontwikkelingscyclus op de hoogte te zijn van deze factoren, kunt u de kosten minimaliseren zonder hoge kosten te hoeven betalen.
Ontwerpkosten
CNC-bewerking wordt elk jaar verbeterd en ontwikkeld, dus het wordt elk jaar ingewikkelder. Als gevolg hiervan kan het een uitdaging zijn om de uitdaging van onderdeelontwerp bij te houden. Door enkele relatief eenvoudige aanpassingen aan het onderdeelontwerp of de materiaalkeuze aan te brengen, kunt u de functie echter nog steeds verbeteren en tegelijkertijd de kosten van het bewerken van onderdelen verlagen. Het raadplegen van een ervaren monteur of ingenieur tijdens de ontwerpfase kan de initiële kosten van het project verhogen, maar zal op de lange termijn nog meer besparen.
Hier is een lijst met overwegingen om in gedachten te houden:
Tolerantie: Hoe kleiner de tolerantie, hoe hoger de kosten
Gaatgrootte en diepte: Diepe, kleine gaten zijn traag om nauwkeurig te bewerken en vatbaar voor gereedschapsbreuk.
Binnendiameter: Hoe kleiner de diameter, hoe kleiner de vingerfrees die nodig is om het te maken. Hoe kleiner de vingerfrees, hoe lager de verwerkingssnelheid. Vergroot binnen het haalbare bereik de diameter van het gat zo veel mogelijk.
Snijddiepte: Net als gaten hebben extra diepe zakken een langere verwerkingstijd nodig en kunnen speciaal bestelde gereedschappen nodig zijn, waardoor de kosten stijgen.
Wanddikte: Dunne muren vereisen extra zorg. Het aanbevolen absolute minimum is 1,0 mm voor kunststoffen en 0,5 mm voor metalen.
Ondersnijdingen —Bepaalde kenmerken, zoals O-ringgroeven of spiebanen, kunnen (en moeten vaak) worden bewerkt met een gereedschap dat speciaal is gemaakt voor ondersnijdingen.
Hoe het ontwerp optimaliseren en de kosten minimaliseren?
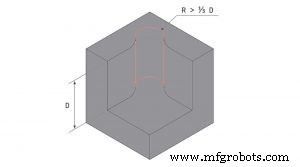
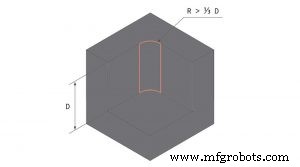
Alle CNC-freesgereedschappen hebben een cilindrische vorm, die een radius produceert bij het snijden van de rand van de holte.
Gebruik een gereedschap met een kleinere diameter om de hoekradius te verkleinen. Dit betekent dat er meerdere doorgangen nodig zijn bij een lagere snelheid - kleinere gereedschappen kunnen het materiaal niet zo snel verwijderen als een groter gereedschap in één beweging, wat de freestijd verhoogt en dus de projectkosten verhoogt.
Om de kosten te verlagen, raden experts aan dat de hoekradius iets groter moet zijn dan de radius van het gereedschap dat wordt gebruikt om de zak te bewerken. Dit kan de belasting van het gereedschap verminderen en de productiekosten verder verlagen.
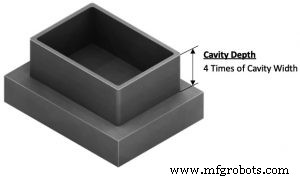
2.Beperk de diepte van holtes
Het bewerken van diepe holtes heeft grote invloed op de kosten van CNC-onderdelen, omdat er veel materiaal moet worden verwijderd, wat erg tijdrovend is.
De snijlengte van CNC-gereedschappen is beperkt:meestal, wanneer de snijdiepte tot 2-3 keer de diameter van de holte is, zullen ze de beste rol spelen, door een diepere holte te ontwerpen, vanwege de behoefte aan speciaal gereedschap of multi- as CNC-systemen Dit leidt tot hogere kosten.
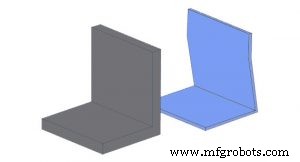
Vergroot de dikte van de dunne wand om de verwerkingstijd te verkorten. Tenzij gewicht de belangrijkste factor is, zullen dikke vaste delen stabieler zijn.
Dunne onderdelen zijn gevoelig voor trillingen. Om vervorming of barsten te voorkomen bij het verwerken van dunne wanden, is het noodzakelijk om meerdere bewerkingen uit te voeren op een lage snijdiepte, waardoor het moeilijk is om ze nauwkeurig te verwerken.
Voor metalen onderdelen moet de ontworpen wanddikte groter zijn dan 0,8 mm (hoe dikker hoe beter). Voor kunststof onderdelen moet de minimale wanddikte boven de 1,5 mm worden gehouden. Bij het plaatsen van gaten of draden zeer dicht bij de rand van een onderdeel, zul je vaak dunne wanden tegenkomen. Zorg er bij het plaatsen van gaten in je ontwerp voor dat je ook de bovenstaande richtlijnen volgt.
4.Beperk de lengte van threads
Beperk de maximale draadlengte tot 3 keer de diameter van het gat. Voor schroefdraad in blinde gaten is het het beste om de diameter aan de onderkant van het gat met minimaal 1/2 te vergroten.
Het specificeren van schroefdraad die langer is dan nodig kan de kosten van CNC-onderdelen verhogen, omdat er mogelijk speciaal gereedschap nodig is.
5.Ontwerpgaten met standaardformaat
De standaard boormaat wordt gebruikt bij het ontwerpen van het gat en het CNC-gat kan snel en nauwkeurig worden bewerkt met de standaardboor. Voor niet-standaard maten moet een vingerfrees worden gebruikt om het gat te bewerken, wat de kosten verhoogt.
Het wordt aanbevolen om de diepte van alle gaten te beperken tot 4 keer de diameter. Als u diepere gaten maakt (de diameter is tot 10 keer de diameter), verhoogt dit de kosten vanwege de moeilijke verwerking.
6.Geef toleranties alleen op als dat nodig is
Het definiëren van strikte toleranties zal de kosten van CNC verhogen, omdat het niet alleen de verwerkingstijd verlengt, maar ook handmatige inspectie vereist. Als er geen specifieke tolerantie is gedefinieerd op de technische tekening, wordt de standaardtolerantie (± 0,125 mm of hoger) gebruikt om het onderdeel te bewerken, wat voldoende is voor de meeste niet-kritieke kenmerken.
De decimale punt in de grootte is belangrijk. Ze specificeren het nauwkeurigheidsniveau en het instrument dat voor de meting wordt gebruikt. Twee decimalen geven bijvoorbeeld aan dat de monteur een schuifmaat kan gebruiken voor het meten, terwijl drie decimalen aangeven dat een micrometer of gelijkwaardig CMM-gereedschap moet worden gebruikt. Vermijd het toevoegen van extra decimale punten aan de grootte om de kosten te minimaliseren.
7.Houd het aantal machine-instellingen tot een minimum beperkt
Het wordt aanbevolen om onderdelen te ontwerpen die in zo min mogelijk machine-instellingen kunnen worden verwerkt, bij voorkeur in slechts één opstelling.
Het roteren of verplaatsen van onderdelen verhoogt de productiekosten omdat dit meestal handmatig moet worden gedaan. Bovendien kunnen voor complexe geometrieën aangepaste armaturen nodig zijn, wat de kosten verder verhoogt. Bijzonder complexe geometrieën vereisen mogelijk een meerassig CNC-systeem, wat de prijs verder verhoogt.
Er kan worden overwogen om het onderdeel in verschillende geometrische vormen te verdelen, die in een enkele instelling CNC-gefreesd kunnen worden en vervolgens aan elkaar worden vastgeschroefd of gelast. Dit geldt ook voor onderdelen met diepe zakken.
8.Verwijder alle tekst en letters
Het toevoegen van tekst aan het oppervlak van CNC-gefreesde onderdelen kan de kosten aanzienlijk verhogen vanwege de noodzaak van extra en tijdrovende bewerkingsstappen. Als tekst nodig is, geef dan de voorkeur aan gegraveerde letters boven reliëfletters, omdat bij dit laatste veel meer materiaal moet worden verwijderd.
9.Vermijd (meerdere) oppervlakteafwerkingen
Oppervlakteafwerking verbetert het uiterlijk van CNC-gefreesde onderdelen en verbetert hun weerstand tegen ruwe omgevingen, maar het verhoogt ook de kosten.
Het aanvragen van meerdere verschillende oppervlakteafwerkingen op hetzelfde onderdeel zal de prijs verder verhogen, dus probeer de oppervlakteafwerking na verwerking te kiezen en heb alleen meerdere oppervlaktebehandelingen nodig wanneer dit absoluut noodzakelijk is.
Materiaalkosten
 De keuze van materialen voor het bewerken van onderdelen heeft op twee manieren invloed op de kosten:grondstofkosten en verwerkbaarheidskosten. Sommige materialen zijn als grondstof duurder dan andere, terwijl andere moeilijker te vervaardigen zijn dan andere. Hoe lager de verwerkbaarheid van het materiaal, hoe duurder het is.
De keuze van materialen voor het bewerken van onderdelen heeft op twee manieren invloed op de kosten:grondstofkosten en verwerkbaarheidskosten. Sommige materialen zijn als grondstof duurder dan andere, terwijl andere moeilijker te vervaardigen zijn dan andere. Hoe lager de verwerkbaarheid van het materiaal, hoe duurder het is.
Als het te gebruiken materiaal potentieel gevaarlijk is, moeten extra veiligheidsmaatregelen worden genomen, waardoor de productiekosten stijgen. Het volgende introduceert voornamelijk de verwerkbaarheidskosten van materialen.
Bewerkbaarheid verwijst naar het gemak waarmee het materiaal kan worden gesneden. Hoe hoger de verwerkbaarheid, hoe sneller het materiaal CNC kan worden bewerkt en hoe lager de kosten.
Koper is een goede elektrische geleider, vooral messing C360 is het meest bewerkbare metaal, gemakkelijk te frezen en kan met hoge snelheid worden verwerkt, en heeft misschien net de mechanische, chemische of geleidende eigenschappen die nodig zijn voor uw toepassing. Maar koper is veel duurder dan aluminium. Hoewel aluminium ongeveer 60% van de elektrische geleidbaarheid van koper uitmaakt, kunnen gewichts- en kostenbesparingen ertoe leiden dat u aluminium moet heroverwegen.
De verwerkbaarheid van staal is 10 keer lager dan die van aluminium en de verwerkingstijd is minstens 2 keer hoger dan die van aluminium. Merk op dat verschillende staalsoorten verschillende bewerkingseigenschappen hebben. De verwerkbaarheidsindex van roestvrij staal 304 (de meest voorkomende roestvrij staallegering) is bijvoorbeeld 45%, terwijl de verwerkbaarheidsindex van roestvrij staal 303 (een legering met een zeer vergelijkbare chemische samenstelling) 78% is, dus het is gemakkelijker te verwerken. Roestvrij staal 17-4 PH is moeilijk te snijden. Als hoge sterkte en corrosieweerstand niet essentieel zijn, probeer dan in plaats daarvan 316L of 304.
Als hardheid een probleem is, is 4140 misschien uw eerste keuze, maar 1018 is zeer goedkoop en vereist een bewonderenswaardige uitharding.
De bewerkbaarheid van kunststoffen hangt vooral af van de stijfheid en thermische eigenschappen. Sommige kunststoffen hebben een uitstekende slijtvastheid, corrosieweerstand of chemische bestendigheid, andere kunststoffen presteren goed onder hitte of vuur, terwijl andere uitstekende sterkte, impact of elektrische eigenschappen hebben.
POM (Delrin) is het gemakkelijkst te verwerken plastic, gevolgd door ABS. PEEK en nylon zijn andere veelvoorkomende technische kunststoffen, die moeilijk te verwerken zijn. Over het algemeen geldt:hoe zachter het materiaal, hoe groter het risico op maatvastheid en draadtrekken tijdens het frezen.
Voor het bewerken van onderdelen kunnen veel uitstekende materialen worden bewerkt, elk met zijn eigen unieke set eigenschappen, toepassingen en kosten. De prijs van verschillende voorraadmaterialen kan sterk variëren, maar is meestal gebaseerd op algemene beschikbaarheid, dus het is noodzakelijk om de meest geschikte te kiezen op basis van het materiaal in de werkelijke situatie.
Arbeidskosten
 De machinist die betrokken is bij het maken van de onderdelen moet betalen voor zijn werk. Hij besteedt tijd aan het instellen van de machine voor aangepaste CNC-bewerkingen en ervoor te zorgen dat alle bewerkingen worden uitgevoerd op een manier die goede resultaten oplevert. Zijn de onderdelen moeilijk, complexer en vereisen ze een hoger niveau en de expertise van een geschoolde monteur, dan stijgen de productiekosten. Deze aanvullende vaardigheden en ervaring hebben een prijs, omdat ze voornamelijk worden verworven door praktijkervaring in plaats van formeel onderwijs. Hoe arbeidsintensiever de productie van een onderdeel is, hoe hoger de prijs zal zijn.
De machinist die betrokken is bij het maken van de onderdelen moet betalen voor zijn werk. Hij besteedt tijd aan het instellen van de machine voor aangepaste CNC-bewerkingen en ervoor te zorgen dat alle bewerkingen worden uitgevoerd op een manier die goede resultaten oplevert. Zijn de onderdelen moeilijk, complexer en vereisen ze een hoger niveau en de expertise van een geschoolde monteur, dan stijgen de productiekosten. Deze aanvullende vaardigheden en ervaring hebben een prijs, omdat ze voornamelijk worden verworven door praktijkervaring in plaats van formeel onderwijs. Hoe arbeidsintensiever de productie van een onderdeel is, hoe hoger de prijs zal zijn.
Nabewerking van onderdelen, afwerking of montage vereist ook wat extra handwerk, waardoor ook de arbeidskosten stijgen. Daarom is het een goede keuze om sommige precisie-onderdelen uit te besteden aan China, dat een hoge productiecapaciteit heeft en niet bijzonder hoge arbeidskosten.
Machinekosten
 Moderne bewerkings- en productieapparatuur is anders en erg duur. Kan een onderdeel worden voltooid met een meerassige machine of zijn er meerdere machines nodig. En hoeveel verschillende machines en bewerkingen er nodig zijn. De grootte en functie van de benodigde apparatuur verhogen de factoren die van invloed zijn op de totale kosten.
Moderne bewerkings- en productieapparatuur is anders en erg duur. Kan een onderdeel worden voltooid met een meerassige machine of zijn er meerdere machines nodig. En hoeveel verschillende machines en bewerkingen er nodig zijn. De grootte en functie van de benodigde apparatuur verhogen de factoren die van invloed zijn op de totale kosten.
U kunt verschillende soorten CNC-machines huren voor het project. Welke u kiest, kan van invloed zijn op de kosten van uw werk. Voor 3-assige bewerkingsmachines, waaronder CNC-freesmachines en CNC-draaibanken, zijn de bedrijfskosten van meerassige bewerkingsmachines relatief hoger.
Wanneer we het project ontvangen, zullen onze ingenieurs eerst het productieproces controleren, vervolgens de meest economische productiemethode kiezen en uiteindelijk krijgen we de productietijd. Omdat verschillende productieprocessen verschillende productietijden hebben, zal de prijs van het werkstuk soms erg hoog zijn.
Maak je echter geen zorgen, want onze technici zijn zeer professioneel en de door ons opgegeven prijzen zijn nauwkeurig. Onze prijzen zijn niet per se de goedkoopste, maar ze moeten wel het meest geschikt zijn bij dezelfde kwaliteit.
Ten slotte is er de hoeveelheid onderdelen. Hoe groter het aantal onderdelen, hoe lager de kosten van elke extra eenheid. Dit betekent dat grote bestellingen de uiteindelijke kosten van de onderdelen verhogen, maar de kosten per eenheid verlagen. Als je meerdere identieke onderdelen wilt maken, kun je dezelfde CAM-programmering en opspanningen hergebruiken, of je kunt meerdere onderdelen tegelijk uit dezelfde inventaris knippen.
SANS is gespecialiseerd in het vervaardigen van op maat gemaakte CNC-precisieonderdelen, geen MOQ. Gespecialiseerd in het maken van verschillende soorten, kleine volumes en prototype bestellingen. Kan u snel een offerte en levering geven.
Vraag nu!
Productieproces
- Hoe u kosten kunt besparen op CNC-bewerkingsprojecten?
- Hoeveel kost CNC-bewerking?
- 14 bewezen ontwerptips om de kosten van CNC-bewerking te verlagen
- Hoe kosten te besparen voor CNC-bewerking?
- Factoren die van invloed zijn op de CNC-bewerkingskosten
- Hoe u de CNC-bewerkingskosten kunt verlagen?
- De kosten van CNC-bewerking
- Checklist om de prijs van CNC-gefreesde onderdelen te verlagen
- Groottebeperkingen bij CNC-bewerkingen
- Wat is gereedschapsafbuiging bij CNC-bewerking en hoe deze te verminderen?
- Hoe lees je CNC-blauwdrukken