


Enkelpunts snijgereedschap:nomenclatuur, hoek, geometrie en handtekening
Vandaag zullen we het hebben over de geometrie van een enkelpunts snijgereedschap en hoe deze aan te duiden. Een snijgereedschap met één punt wordt veel gebruikt in de metaalsnij-industrie voor het vormen van de vereiste vorm. Het wordt gebruikt bij het bewerken van draaibanken en shapers voor het uitvoeren van bewerkingen zoals draaien, vlakken, afschuinen, kotteren, enz. Dit snijgereedschap heeft een enkel snijpunt dat het werkstuk snijdt door erover te wrijven. Vandaag zullen we leren over de geometrie van dit gereedschap en verder zullen we bespreken hoe het aan te duiden. 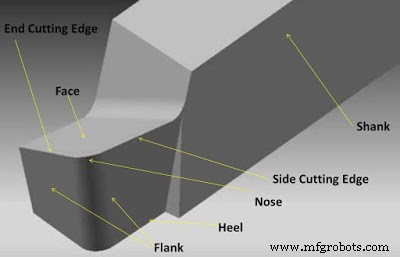
Enkelpunts snijgereedschap:
Een enkelpunts snijgereedschap bestaat uit flank, vlak, snijkant, neus, tandheugelhoek, vrijloophoek, snijkanthoek enz. Al deze onderdelen regelen de snijconditie, standtijd en snijsnelheid van het gereedschap. Deze onderdelen beschrijven als volgt. Geometrie en gereedschapshoeken van enkelpunts snijgereedschap:
1. Shank:
Het hoofdlichaam van het gereedschap staat bekend als schacht. Het is het achterste deel van het gereedschap dat wordt vastgehouden door een gereedschapspaal.2. Gezicht:
Het gereedschap aan de bovenzijde waarop spanen na het snijden passeren, staat bekend als vlak. Het is het horizontale oppervlak dat grenst aan snijranden.Flanken:
Soms is flank ook bekend als snijvlak. Het is het verticale oppervlak dat grenst aan de snijkant. Volgens de snijkant zijn er twee flankzijflanken en eindflanken.3. Neus of snijpunt:
Het punt waar beide snijkanten samenkomen, staat bekend als snijpunt of neus. Het is de voorkant van het gereedschap.4. Base:
Het onderoppervlak van het gereedschap staat bekend als basis. Het is precies tegenover het oppervlak van het gezicht.5. Hiel:
Het is een kruisende lijn van gezicht en basis.6. Einde snijkanthoek:
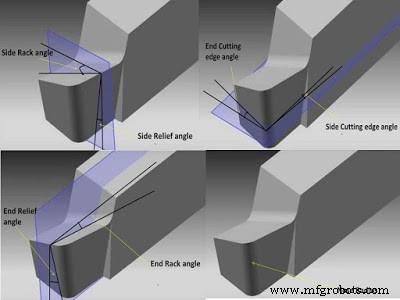
De hoek tussen de eindsnijrand of flank naar het vlak loodrecht op de zijkant van de schacht staat bekend als de eindsnijhoek. 7. Snijhoek zijkant:
De hoek tussen de zijsnijrand of flank ten opzichte van het vlak evenwijdig aan de zijkant van de schacht, ook wel zijsnijkanthoek genoemd.8. Achterwaartse hellingshoek:
De hoekvorm om de spanen soepel van het gezicht te laten stromen, ook wel rack-hoek genoemd. Het zorgt voor een soepele stroom van chips. De hoek van het achterrek is de hoek tussen het gezicht en het vlak loodrecht op de eindsnijkant.9. Hoek zijrek:
De hoek tussen het vlak en het vlak loodrecht op de zijsnijkant staat bekend als zijrekhoek. Het zorgt ervoor dat spanen soepel kunnen vloeien wanneer het materiaal aan de zijkant wordt gesneden.10. Eind reliëfhoek:
Het is ook bekend als vrijloophoek. Het is de hoek die slijtage van het gereedschap vermijdt. Het vermijdt het wrijven van de flank met het werkstuk. Eindsnijhoek gemaakt door eindflank op het vlak loodrecht op de basis.11. Reliëfhoek zijdelings:
Het is de hoek die de zijflank maakt met het vlak loodrecht op de basis. Het vermijdt wrijving van de zijflank met het werkstuk.12. Neusradius:
Het kruisende gebied van beide snijkanten staat bekend als de neus van het gereedschap. Het heeft geen scherp profiel. Een scherp profiel kan krassen op het werkstuk veroorzaken, wat een slechte oppervlakteafwerking geeft. Om dit te voorkomen en een goede oppervlakteafwerking te verkrijgen, bevindt dit gebied zich op een bepaalde straal die bekend staat als neusradius. Als de straal te klein is, geeft dit een slechte oppervlakteafwerking en als het te groot is, geeft dit een slecht beeld. Bekijk de onderstaande video voor een beter begrip.
Handtekening van enkelpunts snijgereedschap:
Volgens de Amerikaanse standaard kan een tool worden aangeduid door zeven parameters die op een specifieke manier zijn gerangschikt. Het is ook bekend als gereedschapshandtekening. Deze parameters zijn alle hoeken en neusradius. Als een tool wordt weergegeven met 2, 9, 5, 5, 9, 11, 3 betekent dit:
Productieproces
- Verschil tussen eenpuntsfrees en een meerpuntsfrees
- Verschil tussen harkoppervlak en flankoppervlak van snijgereedschap
- Verschil tussen hellingshoek en vrijloophoek van snijgereedschap
- Verschil tussen snijgereedschap en slijpschijf
- Verschil tussen machine, werktuigmachine en snijgereedschap
- Verschil tussen randstraal en neusstraal van snijgereedschap
- Draaibankmachinebewerkingen en draaibanksnijgereedschappen
- 5 manieren om de levensduur van het gereedschap te verlengen en de productiviteit te verhogen
- Gereedschapsbreuk, slijtage, chippen Oorzaken en oplossingen
- Verschillende eigenschappen en kwaliteiten van gereedschapsstaal
- Enkelpunts draadsnijden