


Oppervlaktebehandeling voor adhesieve verbindingen:thermohardende vs. thermoplastische composieten
Oppervlaktebehandeling - waarbij een bepaalde methode wordt gebruikt om een onderdeel of materiaaloppervlak te behandelen, schuren of reinigen - kan essentieel zijn om de noodzakelijke eigenschappen te bereiken voor een succesvolle lijmverbinding, coating of zelfs schilderen. Sommige methoden zijn echter effectiever dan andere voor bepaalde materialen.
Volgens Giles Dillingham, CEO en hoofdwetenschapper bij BTG Labs (Cincinnati, Ohio, VS), moet oppervlaktebehandeling van materialen voor verlijming, coating of afdichting drie dingen bereiken:
- Schoonmaken: Dit betekent het verminderen van de hoeveelheid schadelijke verontreinigingen op het oppervlak tot een niveau waarop een innig (moleculair) contact van de lijm met het oppervlak wordt bereikt. Alles wat dit contact in de weg staat, is een verontreiniging die moet worden verwijderd of teruggebracht tot een niet-bedreigend niveau door middel van een aantal reinigingstechnieken.
- Activering: Het schone oppervlak moet voldoende chemisch actief zijn om primaire of secundaire chemische bindingen met de lijm te vormen. Een schoon oppervlak dat chemisch inert is, kan niet de chemische bindingen vormen die nodig zijn voor een sterke en betrouwbare structurele hechting.
- Stabilisatie: Het oppervlak moet bestand zijn tegen degradatie (meestal betekent dit oxidatie) wanneer het wordt blootgesteld aan de serviceomgeving. De reinheid en chemische activiteit van het oppervlak moet worden gehandhaafd totdat de daadwerkelijke verlijming of coating plaatsvindt.
Het relatieve belang van deze drie aspecten van oppervlaktebehandeling hangt volgens Dillingham af van de materiaalklasse in kwestie. Metalen hebben bijvoorbeeld zeer hoge oppervlakte-energieën, wat betekent dat de oppervlakken zeer chemisch reactief zijn en snel vervuilen. Oppervlaktebehandeling voor metalen is gericht op het reinigen en het creëren van een stabiel oxide. Voor composietmaterialen is een andere benadering nodig voor succesvolle hechting en coating, omdat thermohardende en thermoplastische polymeren relatief lage oppervlakte-energieën hebben en daarom niet zo gemakkelijk verontreinigen als metalen en relatief stabiel zijn tijdens blootstelling aan het milieu. Deze zelfde eigenschappen zorgen er echter voor dat lijmen minder snel aan composieten blijven kleven. Als gevolg hiervan richt de oppervlaktebehandeling van composieten zich meestal op de tweede factor die hierboven is genoemd:het verhogen van de oppervlakte-energie zodat een sterke hechting kan worden gevormd met een lijm.
Bepaling oppervlakte-energie

Hoewel ze over het algemeen laag zijn, kunnen oppervlakte-energieën variëren in verschillende materialen en composietonderdelen, en oppervlaktebehandelingen variëren dienovereenkomstig. Volgens Dillingham is het vermogen om snel en kwantitatief te meten de oppervlakte-energie van een object of materiaal is de belangrijke eerste stap naar het ontwerpen, implementeren of begrijpen van de juiste oppervlaktebehandeling.
Er zijn verschillende benaderingen voor het testen van oppervlakte-energie; een populaire techniek die BTG Labs vaak gebruikt, is het meten van de contacthoek die wordt gevormd door een druppel vloeistof op het testoppervlak. Bij deze methode, als de vloeistof parelt bij contact met het oppervlak, geeft dit aan dat het niet wordt aangetrokken door het oppervlak. Waarschijnlijk zal een lijm of verf ook niet sterk worden aangetrokken door dit oppervlak en zal de hechting slecht zijn. Vervuiling is een van de redenen waarom een oppervlak een vloeistofdruppel op deze manier afstoot.
Als de vloeistof zich echter gemakkelijk verspreidt in plaats van op te bollen, geeft dit aan dat het oppervlak de vloeistof sterk aantrekt. Een dergelijk oppervlak heeft een hoge chemische energie en zal in het algemeen goed hechten aan een lijm. Dillingham merkt op dat verontreiniging met een oppervlakteactieve stof, zoals zeep, er ook voor zal zorgen dat vloeistoffen zich op een oppervlak verspreiden, maar dat door oppervlakteactieve stof veroorzaakte bevochtiging gemakkelijk kan worden onderscheiden door de snelheid waarmee de vloeistof zich verspreidt.
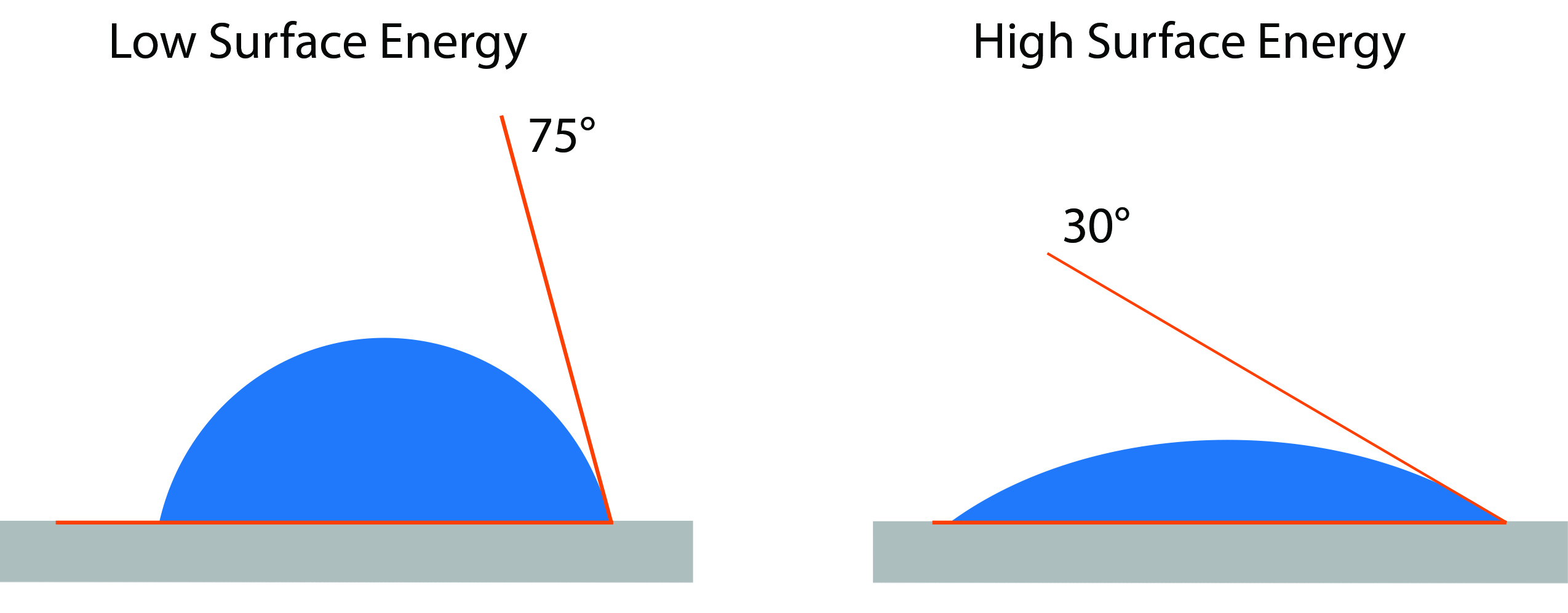
De hoek tussen een vloeistofdruppel en het oppervlak - met andere woorden de contacthoek (zie afbeelding links) - geeft een waarde aan de aantrekkingskracht van het oppervlak voor de vloeistof. Er zijn verschillende factoren die bepalen wat de beoogde contacthoek moet zijn voor een goede hechting op een bepaald oppervlak, inclusief of de hechting wordt beoordeeld via een overlappingsafschuifverbinding of een dubbele vrijdragende balk (DCB). Over het algemeen duiden lage contacthoeken (van 0 graden tot ~30-40 graden) op een schoon, hoogenergetisch oppervlak dat een goede hechting op lijmen en verven zal bewerkstelligen; hoge hoeken (60-90 graden of meer) duiden op een laag-energetisch of verontreinigd oppervlak dat over het algemeen moeilijk te hechten is. Een contacthoek in het bereik van 40-60 graden is minder duidelijk:dit kan duiden op een oppervlak dat minder voorspelbaar schoon is en klaar voor verlijming dan dat met een lagere contacthoek, maar dat is niet zo zeker om zwakke bindingen te creëren als een oppervlak dat een contacthoekmeting boven dat bereik produceert.
Thermosets vs. thermoplasten
Thermohardende composieten (zoals epoxy's, polyimiden, bismaleimiden) en thermoplastische composieten (zoals PAEK, PEEK, PEKK en polyfenyleensulfide) hebben verschillende oppervlakte-eigenschappen en vereisen verschillende strategieën voor oppervlaktevoorbereiding.
In sommige gevallen, zegt Dillingham, kunnen thermohardende harsen baat hebben bij oppervlaktefilms die zijn ontworpen om de chemische reactiviteit van het composietoppervlak te vergroten. Deze oppervlakken vertonen typisch watercontacthoeken in het bereik van 30 graden na het verwijderen van de peel-ply en zijn gewoonlijk hechtbaar. In andere gevallen waar het polymeeroppervlak bijzonder onreactief is, zijn de watercontacthoeken ongeveer 50-60 graden en kunnen oppervlaktebehandelingen nodig zijn voor een goede hechting.
Een andere oppervlaktebehandelingstechniek die enig succes heeft gehad met thermohardende composieten, is schuren, handmatig of via gritstralen. Volgens Dillingham werkt slijtage omdat thermohardende matrixharsen brosse polymeren zijn die breken onder slijtage door het daadwerkelijk breken van de polymeerketens om een chemisch actief oppervlak te creëren. Dit oppervlak kan reageren met een lijm om een sterke, stabiele interface te vormen. Afhankelijk van de chemische samenstelling van het thermohardende polymeer, kan slijtage de contacthoek met water met 10 graden of meer verminderen, wat voldoende kan zijn voor een goede hechting.
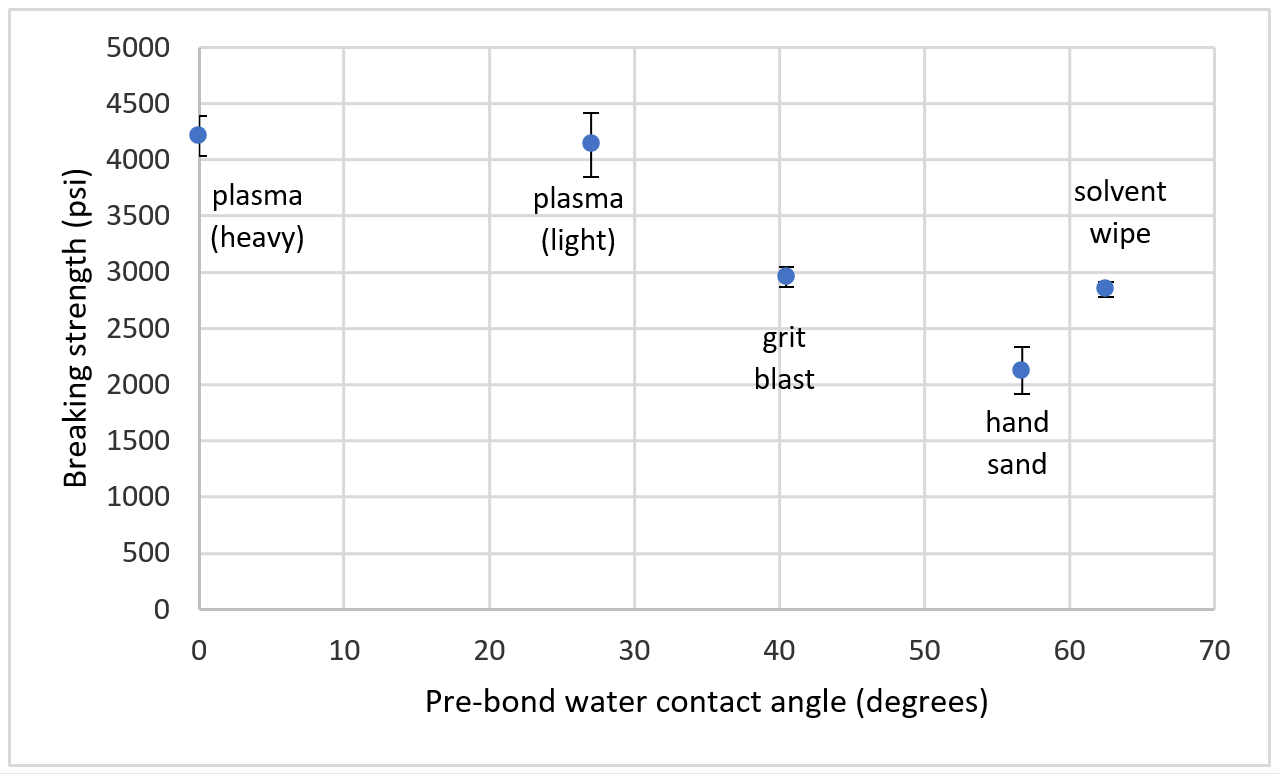
Thermoplastische polymeren gedragen zich echter anders dan thermohardende polymeren. Omdat de polymeerketens niet door verknoping in een star netwerk worden vastgezet, zegt Dillingham, hebben ze de neiging om te vloeien - met andere woorden, ze vervormen plastisch - onder slijtage, in plaats van breuk. Hoewel een afgesleten thermoplastisch composiet ruw kan zijn, is het nog steeds chemisch niet-reactief en kan het geen goede hechting tot stand brengen met een lijm, coating of afdichtmiddel. Bovendien veranderen de watercontacthoeken op deze oppervlakken over het algemeen niet significant met slijtage. Voor thermoplastische composieten kunnen plasmabehandelingen een effectieve methode zijn om oppervlakte-energieën te verhogen. De bovenstaande afbeelding toont de sterkte van de overlapverbinding (verticale as) versus de contacthoek (horizontale as) voor PEKK verlijmd met Solvay 377S filmlijm. Volgens de gegevens verbeterden in dit geval het afvegen met oplosmiddel, met de hand schuren en gritstralen de sterkte van de gewrichten niet, terwijl plasmabehandelingen de sterkte met>30% verhoogden. Bovendien faalden de met plasma behandelde monsters cohesief in de lijm, terwijl de andere monsters ten minste gedeeltelijk faalden tussen de lijm en het substraat.
Sterke, betrouwbare lijmverbindingen die geschikt zijn voor structurele doeleinden zijn haalbaar tussen de meeste structurele materialen, concludeert Dillingham. Oppervlaktebehandelingen die goed werken voor de ene materiaalklasse zijn echter mogelijk niet geschikt voor een andere; oppervlaktebehandelingen moeten worden ontworpen met de specifieke chemische eigenschappen van het substraat en de lijm in gedachten. De meeste toepassingen voor thermoplastische composieten vereisen behandelingen die de oppervlakte-energie in nog grotere mate verhogen dan thermohardende composieten, dus oppervlaktebehandelingen moeten anders worden behandeld. Door oppervlaktebehandelingen te combineren met geschikte meet- en regelstrategieën, zijn oppervlaktebehandelingen effectief en betrouwbaar.
Hars
- Hoogwaardige gereedschappen voor thermohardende composieten
- Thermoplastische honingraatsandwich voor overmolding tot dunnere lichtgewicht composieten
- Problemen oplossen met thermovormen van thermoplastische composieten
- Thermoplastische composieten:structurele bumperbeugel
- Solvay, Leonardo lanceren gezamenlijk onderzoekslab voor thermoplastische composieten
- CompositesWorld en ITHEC werken samen voor driedaags virtueel evenement van thermoplastische composieten
- Engel, Fill ontwikkelt geautomatiseerde cel voor thermoplastische composieten
- Thermoplastische deur een primeur voor autocomposieten
- LANXESS breidt productiecapaciteit voor continue vezelversterkte thermoplastische composieten uit
- Thermoplastische composieten lassen
- Oppervlaktebehandeling voor precisiegefreesde vliegtuigonderdelen