


4 essentiële beslissingen voor het afronden van hoeken
Een hoekafrondfrees wordt meestal gebruikt om een specifieke radius aan een werkstuk toe te voegen, of bij een nabewerking om een scherpe rand of braam te verwijderen. Overweeg de volgende overwegingen voordat u uw gereedschap selecteert. Het kiezen van het juiste gereedschap resulteert in een sterk gereedschap met een lange levensduur en de gewenste maatvoering van jouw kant. Een verkeerde keuze kan gedeeltelijke onnauwkeurigheden en een slechte ervaring tot gevolg hebben.
De juiste centreerdiameter selecteren voor uw hoekafrondfrees

De pilootdiameter (D1 in de afbeelding hierboven) bepaalt de beperkingen van het gereedschap. Wanneer de pilootdiameters groter zijn, kan het gereedschap met lagere snelheden worden gebruikt. Maar met kleinere pilootdiameters kan het gereedschap sneller worden gebruikt vanwege de grotere effectieve freesradius. De effectieve freesdiameter wordt bepaald door de volgende vergelijkingen, afhankelijk van de verhouding tussen radius en piloot:
Voor een radius/pilot-verhouding <2,5, effectieve freesdiameter =pilotdiameter + radius
Voor een radius/pilot-verhouding ≥ 2,5, effectieve freesdiameter =pilotdiameter + 0,7x radius
Grotere pilotdiameters hebben ook meer sterkte dan kleinere pilotdiameters vanwege het toegevoegde materiaal achter de radius. Bij het werken in smalle sleuven of gaten kan een kleinere piloot nodig zijn voor speling. Kleinere piloten maken ook strakkere bochten mogelijk bij het bewerken van een binnenhoek.
Uitlopende of niet-uitlopende hoekafronder
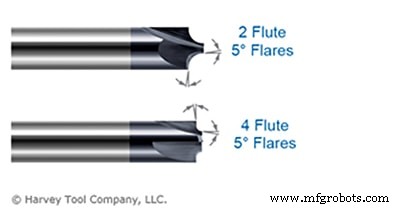
Het plaatsen van een volledige radius op een onderdeel heeft het potentieel om een trede of een oversnede op een werkstuk achter te laten. Dit kan gebeuren als het gereedschap niet volledig is ingebeld of als er sprake is van een kleine slingering of trilling. Een lichte verbreding van 5° op de piloot en schouder zorgt ervoor dat de radius soepel op het werkstuk past en voorkomt dat er een oversnede ontstaat.
Een uitlopende hoekafrondingsfrees laat een onvolledige radius achter, maar zorgt voor meer vergevingsgezindheid. Bovendien laat dit gereedschap een schone oppervlakteafwerking achter en is er geen tweede nabewerking nodig om overgebleven markeringen te verwijderen. Een niet-uitlopende hoekradius laat een volledige radius op het werkstuk achter, maar vereist meer insteltijd om ervoor te zorgen dat er geen trede is.
Voor of achter
Kiezen tussen een hoekafrondfrees en een achterhoekgereedschap komt neer op de locatie op het onderdeel dat u bewerkt. Een eindfrees met achterhoekafronding moet worden gebruikt om een straal te plaatsen op een gebied van het onderdeel dat in de tegenovergestelde richting als de spil is gericht. Hoewel het materiaal kon worden gedraaid en een voorste hoekafrondfrees kon worden gebruikt, draagt dit bij aan onnodige tijdsbesteding en langere cyclustijden. Wanneer u een achterhoekafrondfrees gebruikt, zorg er dan voor dat u voldoende speling heeft voor de kopdiameter en dat de juiste reiklengte wordt gebruikt. Als er niet genoeg speling is, moet het werkstuk worden afgesteld.

Fluittelling
Deze instrumenten worden vaak aangeboden in 2, 3 en 4 fluitstijlen. 2 groefstijlen worden normaal gesproken gebruikt voor aluminium en non-ferro materialen, hoewel 3 groeven snel een meer populaire keuze wordt voor deze materialen, omdat ze zachter zijn dan staal, zodat een grotere spaan kan worden genomen zonder invloed op de standtijd. Bij het bewerken van staal moeten 4 groeven worden gekozen om de standtijd te verlengen door de slijtage over meerdere tanden te spreiden. Versies met 4 fluiten kunnen ook op hogere voedingen worden gebruikt in vergelijking met gereedschappen met 2 of 3 fluiten.
Selectie hoekafronding frees samengevat
De beste hoekfrees varieert van klus tot klus. Over het algemeen is het de beste keuze om te kiezen voor een gereedschap met de grootst mogelijke pilootdiameter, omdat het de meeste sterkte heeft en minder kracht vereist vanwege de grotere effectieve freesdiameter. Een uitlopende hoekafronder heeft de voorkeur voor mengdoeleinden als het werkstuk een onvolledige radius mag hebben, omdat dit meer vergevingsgezindheid mogelijk maakt en insteltijd kan besparen. Als dit echter niet het geval is, moet een niet-uitlopende Corner Rounder worden gebruikt. Zoals vaak het geval is, komt het kiezen tussen het aantal fluiten grotendeels neer op de voorkeur van de gebruiker. Zachtere materialen vereisen meestal minder fluiten. Naarmate het materiaal harder wordt, zou het aantal groeven op uw gereedschap moeten toenemen.
CNC machine
- C-frame VMC versus Bridge Mill
- Gids voor het oplossen van problemen met frees en frezen
- 8 manieren waarop u uw frees doodt
- Hoe u de levensduur van uw frees kunt verlengen?
- Boor versus frees? – Enkele basisrichtlijnen
- Langzame tot snelle invoersnelheden voor enkele fluitfrees
- Bewerkingsstrategie voor enkele fluitfrees
- Hoe hoekradius CNC-bewerking beïnvloedt
- De juiste kunststof snijfrees selecteren
- Wat u moet weten over de wisselplaatfrees
- Haas Mill M-codes