


Gids voor het oplossen van problemen met frees en frezen
Een vingerfrees heeft een verwachte levensduur die wordt bepaald door het gebruik, de materiaalspecificiteit en de coating. Voor machinisten zijn vroegtijdige slijtage en gereedschapsbreuk gemakkelijk te vermijden hoofdpijnen. Deze problemen kunnen leiden tot een slechte afwerking van onderdelen, stilstand van de machine en zelfs afgedankte onderdelen. Het begrijpen van de problemen waarmee deze gereedschappen in de spil worden geconfronteerd, is een belangrijke eerste stap bij het oplossen van deze problemen, als ze zich voordoen.
Premature gereedschapsslijtage

Oorzaken
Voortijdige gereedschapsslijtage in vingerfrezen is een van de meest voorkomende problemen waarmee een machinist te maken krijgt. Gereedschapsslijtage is vaak een probleem wanneer snijsnelheden hoger zijn dan aanbevolen voor het gereedschap, of, interessant genoeg, wanneer de snelheid en/of voeding van de vingerfrees te laag is.
Bovendien veroorzaken harde en natuurlijk schurende materialen grote schade aan snijgereedschappen wanneer de juiste gereedschapscoatings niet worden gebruikt. Coatings spelen een groot aantal rollen voor een snijgereedschap en snijbewerking, waaronder het bieden van slijtvastheid en het helpen bij de efficiëntie van het verwijderen van spanen.
Andere veelvoorkomende oorzaken van voortijdige slijtage zijn onder meer het gebruik van verkeerde spiraalhoeken of het opnieuw afsnijden van de spanen.
Oplossingen
Het oplossen van deze problemen is vrij eenvoudig. In het geval dat snijsnelheden en voedingen niet correct zijn, hebben machinisten verschillende opties. Door eerst de spilsnelheid te verlagen, worden te hoge snijsnelheden gecorrigeerd. Ten tweede zorgt het aanpassen van snelheden en toevoeren door overleg met de snelheden en toevoertabellen van de fabrikant voor een correct gebruik van het gereedschap. Dit lost ook problemen met het opnieuw snijden van spanen op en past de snedediepte (DOC) en/of koelvloeistof/lucht aan om spanen op de juiste manier van het onderdeel te verwijderen. Als u ten slotte de juiste spiraalhoek en coating voor de klus kiest, haalt u de beste levensduur en prestaties uit het snijgereedschap.
Eindfrees randversnipperen
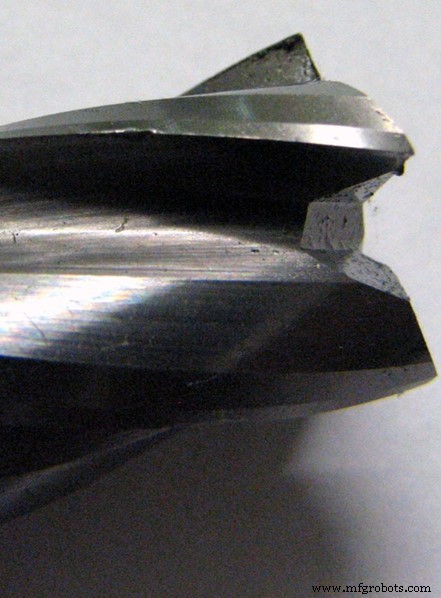
Oorzaken
Het afbrokkelen van de snijkant van een frees wordt vaak gezien bij agressieve en starre bewerkingen. Machinisten zullen dit merken wanneer hun voeding te agressief is, zowel bij de voortgezette bewerking als bij de eerste snede. Agressieve DOC is een andere veelvoorkomende oorzaak van het afbrokkelen van gereedschap.
Oplossingen
Het afbreken van randen is een gemakkelijk op te lossen probleem voor machinisten. Het verminderen van de totale en initiële voedingssnelheid zal de agressiviteit van de snede verminderen. Het verminderen van de axiale en/of radiale snedediepte is een andere oplossing voor te agressieve gereedschapsbanen.
Wat betreft stijfheid, als het gereedschap zelf het probleem is, moeten machinisten hun gereedschapshouder verwisselen, de gereedschapsschacht dieper vasthouden of een korter gereedschap gebruiken. Ook het opnieuw opspannen van het werkstuk en/of het verbeteren van de algehele opstelling kan dit probleem oplossen. Ten slotte moeten machinisten hun spil controleren op rondloop.
Gereedschapsbreuk

Oorzaken
Net als bij het afbrokkelen van randen, kan gereedschapsbreuk optreden tijdens agressieve voedingen en overmatige snededieptes. Evenzo is extreme uitsteeklengte van het gereedschap een belangrijke oorzaak van gereedschapsbreuk. Spaanpakking wordt ook vaak aangetroffen tijdens een gereedschapsbreuk en breuk. Een andere primaire oorzaak van breuk wordt gevonden wanneer een vingerfrees overmatig versleten is.
Oplossingen
Het verminderen van de voedingssnelheid en de axiale/radiale DOC is cruciaal om problemen met gereedschapsbreuken op te lossen. Dit laat de machinist zien dat hun gereedschapspaden te agressief zijn voor de structuur van het gekozen gereedschap. Voor problemen met uitsteeklengte moet een machinist zijn schacht dieper houden of zelfs kiezen voor een korter gereedschap.
Er zijn verschillende oplossingen voor het inpakken van spanen, waaronder het aanpassen van snelheden en toevoeren, en het verhogen van de koelmiddel- of luchtdruk om spanen goed te spoelen. Gereedschappen met minder groeven en diepere dalen spoelen spanen veel gemakkelijker. In dit geval kan de keuze voor een gereedschap met minder groeven ook spaanpakking tegengaan. Als u er ten slotte voor kiest om een gereedschap eerder na te slijpen, lost u gereedschapsbreuk als gevolg van overmatige slijtage op.
Chipverpakking

Oorzaken
Aangezien spaanpakking een oorzaak is van gereedschapsbreuk, is het vroegtijdig oplossen van dit probleem de sleutel tot het succes van de bewerking. Dit wordt veroorzaakt door agressieve snelheden en voedingen die buiten de mogelijkheden van het gereedschap liggen. Ook fluiten die te klein zijn voor de geproduceerde spanen zullen leiden tot verpakken. Ten slotte zorgen onvoldoende koelvloeistofvolume en -druk ervoor dat spanen niet goed kunnen evacueren.
Oplossingen
Om te beginnen moeten machinisten de snelheden en voedingsschema's van de fabrikant voor het gereedschap raadplegen en overwegen deze te verlagen. Het gebruik van een vingerfrees met minder groeven voorkomt pakking doordat spanen goed kunnen evacueren. Het verhogen van het koelvloeistofvolume en de druk, samen met het verplaatsen van het mondstuk dichter bij het snijpunt, zullen ook helpen bij een goede evacuatie.
Chatter
Oorzaken
Gebabbel met gereedschap, of klapperen, is een gemakkelijke manier om een onderdeel in de machine te schrappen. Chatten kan optreden voorafgaand aan breuk, dus de oplossingen voor deze problemen lijken erg op elkaar. Hoewel het niet mogelijk is om trillingen volledig te vermijden, is het minimaliseren ervan cruciaal voor een succesvolle bewerking.
Stijfheid en agressieve gereedschapsbanen komen vaak voor bij gereedschapsgebabbel bij de spil. Dit gebrek aan stijfheid is niet beperkt tot het gereedschap zelf, maar kan ook worden toegeschreven aan instanties in het werkstuk en de werktuigmachine. Ook kan het kiezen van een onjuiste gereedschapsgeometrie leiden tot onnodige trillingen.
Oplossingen
Het verminderen van snelheden en voedingen, evenals axiale en/of radiale DOC, is cruciaal bij het oplossen van problemen met gereedschapschatter. Wanneer slechte stijfheid de oorzaak is, moeten machinisten bepalen waar dit vandaan komt. Het verwisselen van de gereedschapshouder, het dieper vasthouden van de schacht en het gebruik van een korter gereedschap lost deze problemen vaak op. Machinisten moeten ook hun spindel controleren op uitlopen in geval van stijfheid. Ten slotte kan het opnieuw opspannen van het werkstuk en/of het verbeteren van de algehele opstelling helpen als dat de oorzaak is.
Burs
Oorzaken
Boren komen veel voor bij machinale bewerkingen en zorgen ervoor dat machinisten een onderdeel na voltooiing nauwgezet met de hand ontbramen. Hoewel dit gebruikelijk is, zijn er verschillende oorzaken voor overmatige bramen in een onderdeel. Ten eerste kunnen onjuiste snelheden en voedingen bij het bewerken bramen veroorzaken, evenals botte freesranden en onjuiste spiraalhoeken.
Oplossingen
Als er boren aanwezig zijn bij het bewerken, moet men eerst beginnen met het raadplegen van de juiste snelheden en voedingen voor een gereedschap, en overwegen deze tijdens het bewerken te verlagen. Ten slotte zal het gebruik van een bewerkingsstrategie voor klimmend frezen, en het veranderen naar de juiste spiraalhoek, zijn vruchten afwerpen.
Slechte afwerking

Oorzaken
Een goede afwerking van het onderdeel is cruciaal voor succes voor alle machinisten. Aan de andere kant leidt een slechte onderdeelafwerking vaak tot afgedankte onderdelen en hoofdpijn. Dit wordt meestal veroorzaakt door te agressieve voedingen en te lage snelheden voor het gereedschap en het materiaal. In termen van voedingssnelheden markeren agressieve snijdieptes onderdelen, wat leidt tot slechte afwerkingen. Ten slotte leiden goed geslepen gereedschappen in perfecte scenario's tot fantastische afwerkingen. Wanneer gereedschappen te maken krijgen met overmatige slijtage, zal de afwerking van het onderdeel eronder lijden.
Oplossingen
Het verminderen van voedingssnelheden en snededieptes is van cruciaal belang om een goede afwerking van het onderdeel te garanderen. Het verhogen van de gereedschapssnelheid (RPM) zal ook helpen om een betere afwerking van het onderdeel achter te laten. Ten slotte zal het gebruik van een goed scherp of tijdig opnieuw geslepen gereedschap de hoofdpijn bij het afwerken van onderdelen verlichten.
Slechte dimensionale nauwkeurigheid
Oorzaken
Nauwkeurigheid van onderdeelafmetingen is van het grootste belang voor het succes van een machinist en een winkel. Wanneer een klus een slechte maatnauwkeurigheid teistert, zijn er verschillende gebieden die machinisten moeten onderzoeken. Agressieve snededieptes, stijfheid van gereedschap en stijfheid van bewerkingsmachines zijn allemaal veelvoorkomende oorzaken van onnauwkeurigheid.
Oplossingen
Het verminderen van axiale en/of radiale snededieptes is een belangrijke eerste stap naar het oplossen van problemen met de maatnauwkeurigheid. Als een gebrek aan stijfheid het probleem is, moet een machinist de machine, het gereedschap, de gereedschapshouder en de bevestigingen controleren, inspecteren en repareren. Het gebruik van een tool met meer fluiten kan dit probleem ook oplossen.
Over het algemeen zijn er verschillende freesproblemen die zelfs de meest ervaren machinisten kunnen treffen. Het correct identificeren van het probleem is een cruciale eerste stap bij het oplossen van deze problemen. Als het probleem eenmaal is geïdentificeerd, zal het begrijpen van de belangrijkste oorzaak erachter leiden tot het begrijpen van de juiste oplossing.
CNC machine
- Frezen – Een beknopte handleiding
- 8 manieren waarop u uw frees doodt
- Titanium aanpakken:een gids voor het bewerken van titanium en zijn legeringen
- Inleiding tot trochoïdaal frezen
- Hoe nauwkeurigheid en precisie bij CNC-frezen te garanderen?
- Ruimtevaart in focus:boren en frezen van CFRP-composieten
- Gereedschapsbreuk, slijtage, chippen Oorzaken en oplossingen
- Oorzaken en oplossingen van onregelmatigheden en breuken in het ponsgereedschap
- Draaimolenmachines zijn de krachtpatsers van productiviteit
- Selectiegids voor freesgereedschap
- Een beknopte handleiding voor straalmolenboormachines