


Gereedschapstype en procestype vereist voor oppervlaktefrezen
Waarvan hangt de vorming van het freesoppervlak af? Het resulterende gefreesde oppervlak kan een axiaal oppervlak, een radiaal oppervlak of een complex oppervlak zijn, afhankelijk van het type gereedschap en het gebruikte proces.
Gereedschapstype voor freesoppervlak
01. Axiaal gegenereerd oppervlak
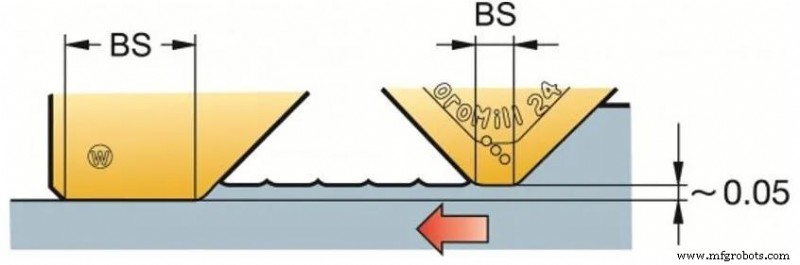
De vorm van de onderkant van het blad bepaalt de kwaliteit van het resulterende oppervlak. De beitelneusboog (RE) produceert soms een knobbel. De grootte van de spits hangt af van de boogstraal en voeding.
Wisselplaten met parallelle snijkanten (BS) kunnen vlakke oppervlakken bewerken. Volgens de axiale tolerantie en rondloop van de frees, produceert de meest uitstekende wisselplaat het uiteindelijke oppervlak.

Om de beste kwaliteit van het freesoppervlak te verkrijgen, is het belangrijk ervoor te zorgen dat de voeding per omwenteling (fn =fz×zn) minder dan 80% van BS is.
Naarmate de diameter van de frees groter wordt (en voor frezen met ultradichte tanden), neemt het aantal tanden en de voeding per omwenteling toe, waardoor een grotere BS vereist is. Zodra de voeding per omwenteling de breedte van het parallelle land overschrijdt, zal de axiale slingering van de frees de oppervlaktekwaliteit beïnvloeden.
Om de beste kwaliteit van het freesoppervlak te verkrijgen:
1) Gebruik wiper (wiper) wisselplaten met BS die minimaal 25% groter zijn dan fn of andere freeswisselplaten met wipers
2) Het gebruik van cermetbladen kan voor een betere afwerking zorgen
3) Gebruik snijvloeistof om plakken te voorkomen
Wisserblad
Met wisserbladen of lange parallelle bladen kan een grotere diameter worden bereikt. Het wisserblad is hoger dan het standaardblad om ervoor te zorgen dat het wisserblad het uiteindelijke oppervlak genereert. De maximale fn mag niet hoger zijn dan 80% van de BS.
Ronde lemmet
Ronde bladen of bladen met een grote neusradius kunnen een extreem hoge productiviteit bereiken, maar kunnen geen hoogwaardige oppervlakken produceren. Hoe groter de diameter van de frees, hoe slechter de oppervlaktekwaliteit.
02 . Radiaal gegenereerd oppervlak
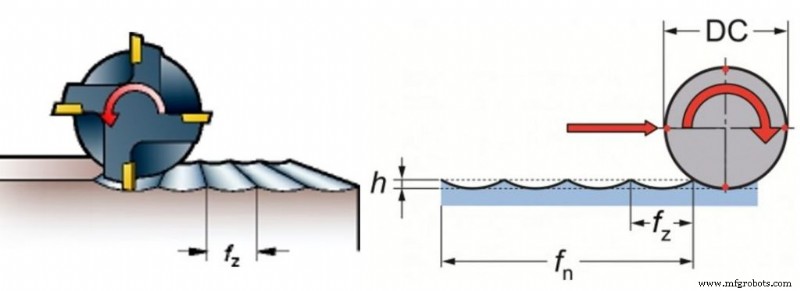
Bij het gebruik van vingerfrezen, hoekfrezen of vlakfrezen worden radiale oppervlakken gegenereerd. Voor oppervlakken die in radiale richting worden gegenereerd, wordt het profiel aan de kant van het gereedschap bewerkt.
Elke tand wordt bewerkt met een punt (h), waarbij de puntbreedte gelijk is aan de voeding per tand fz, en de puntdiepte wordt bepaald door de relatie tussen de diameter van de frees en fz. De grootte van de spits verkregen door theoretische berekening is de kleinste.
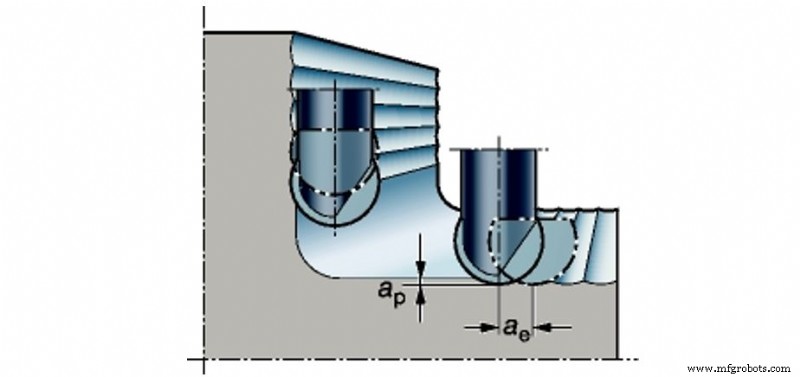
03 . Generatie van complexe oppervlakken
Bij gebruik van een kogelfrees wordt een complex oppervlak gegenereerd.
Proces voor freesoppervlak
Volgens de oppervlaktefreesmethode kan deze worden onderverdeeld in drie categorieën:gereedschapspunttrajectmethode, vormgereedschapsmethode en generatiemethode.
De gereedschapspunttrajectmethode is afhankelijk van het bewegingstraject van de gereedschapspunt ten opzichte van het oppervlak van het werkstuk om de oppervlaktegeometrie te verkrijgen die het werkstuk nodig heeft, zoals het draaien van de buitenste cirkel, het schaven van het vlak, het slijpen van de buitenste cirkel, het draaien van de vorm. oppervlak met een master, enz. Het traject hangt af van de relatieve beweging van het snijgereedschap door de werktuigmachine en het werkstuk.
De vormgereedschapmethode wordt afgekort als vormmethode. Het maakt gebruik van een vormgereedschap dat overeenkomt met het uiteindelijke oppervlakteprofiel van het werkstuk, of een vormwiel, enz., om het vormoppervlak te verwerken, zoals vormdraaien, vormfrezen en vormslijpen. Vanwege de moeilijkheid bij het vervaardigen van vormgereedschappen, wordt het daarom over het algemeen alleen gebruikt voor het verwerken van korte vormoppervlakken.
De opwekmethode wordt ook wel de uithollingsmethode genoemd. Het is de relatieve genererende beweging van het snijgereedschap en het werkstuk tijdens de verwerking, en de momentane middellijn van het gereedschap en het werkstuk voert puur rollen met elkaar uit, waarbij een bepaalde snelheidsverhouding tussen de twee behouden blijft, en het bewerkte oppervlak is de omhulseloppervlak van het blad in deze beweging, tandwielhobbing, tandwielvorming, tandwielschaven, tandwielhonen en tandwielslijpen maken allemaal deel uit van het generatieve proces. Sommige snijprocessen hebben de kenmerken van zowel de tooltip trajectmethode als de vormgereedschapmethode, zoals draaddraaien.
Productieproces
- Een type robotlasproces en apparatuur kiezen voor uw toepassing
- Wat is een freesmachine en waarvoor wordt hij gebruikt?
- Eigenschappen van staalmaterialen en gereedschappen die worden gebruikt voor ponsen
- Kwaliteitsponsen en matrijzen voor het maken van gereedschap
- CNC frezen en bewerken:waar wordt het voor gebruikt?
- Oppervlakteslijpdiensten:proces en precisie
- Gereedschapsstaalsoorten voor ponsen en matrijzen
- Effectieve remedies voor problemen met ponsen en stansen
- Inzicht in het proces van de productie van matrijzen, ponsen en bladen voor pons- en snijmachines
- Schokbestendig gereedschapsstaal begrijpen voor het maken van ponsen en matrijzen
- CNC-freesmethoden en -machines